



在点焊中,主要是在由透镜形区域堆焊(电阻焊)的压力下,不用附加材料来焊接板材。这种方法在轻量化制造中很重要,因为所有重要的钢材在含碳量≤0.1%时都可以进行点焊加工。除此之外,其优点还有:
●产生的变形很小;
●连接重量很小;
●很高的局部强化效果;
●很小的应力集中;
●基体材料不会变弱。
点焊的承载能力介于缝焊和铆接之间。如果与粘接方法一起使用,点焊粘接连接的刚度还可提高20%,这对薄板连接非常有意义。点焊连接可焊接的板材厚度为0.5~2mm。在应力载荷方面,点焊连接主要受切应力载荷影响,在U形抗拉应力载荷作用下,其承载能力下降约1/3。扭转应力载荷对点焊连接的负面影响则更大一些。
图22-6所示为一个单截面点焊粘接连接[1],用适合强度研究的尺寸表示出来。可按照DIN 4115来验算一个等效铆钉或者销钉的剪切安全和孔壁安全。
点焊粘接连接所承受的力由两个分量组成:
F=F焊点+F粘接≡0.83F+0.17F
这里,粘接力可简单地计算为
F粘接=2A粘接·τzB (22.10)其中,允许的抗拉、抗剪强度的值可在图22-13的表中查出。
焊点抗剪强度验算要求的强度条件为
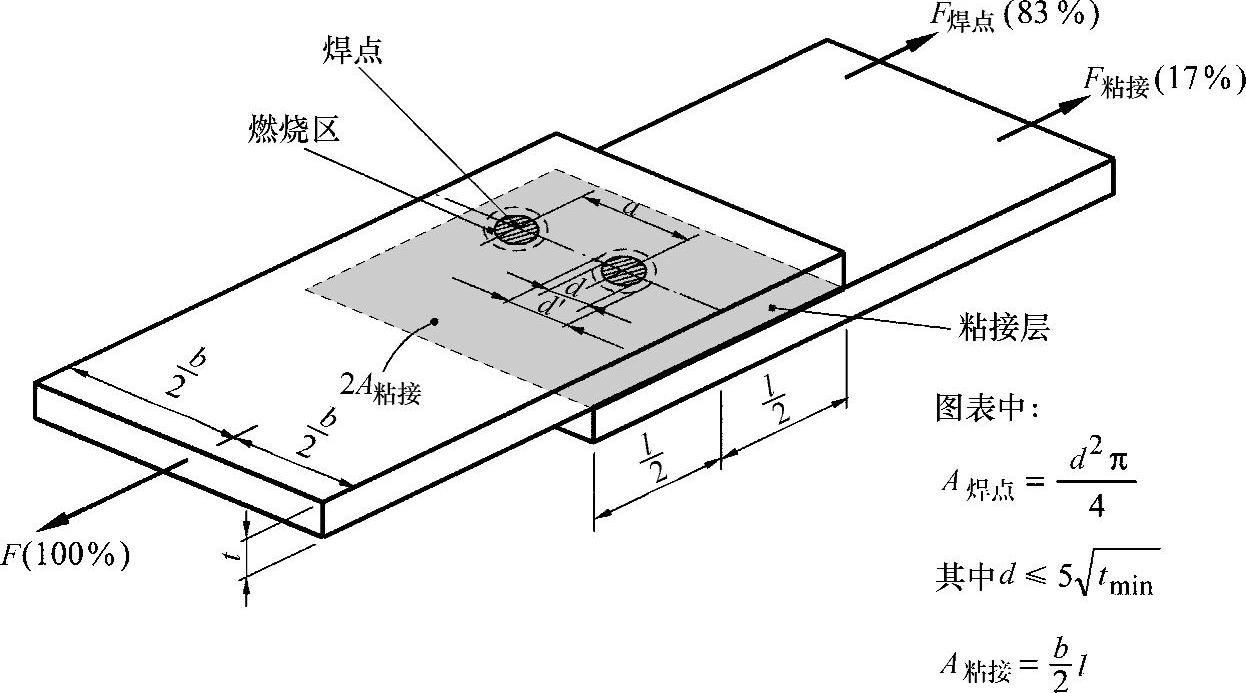
图22-6 单截面点焊连接与替代的点焊粘接

其中,n为焊点的数量;m为锋利度。(https://www.xing528.com)
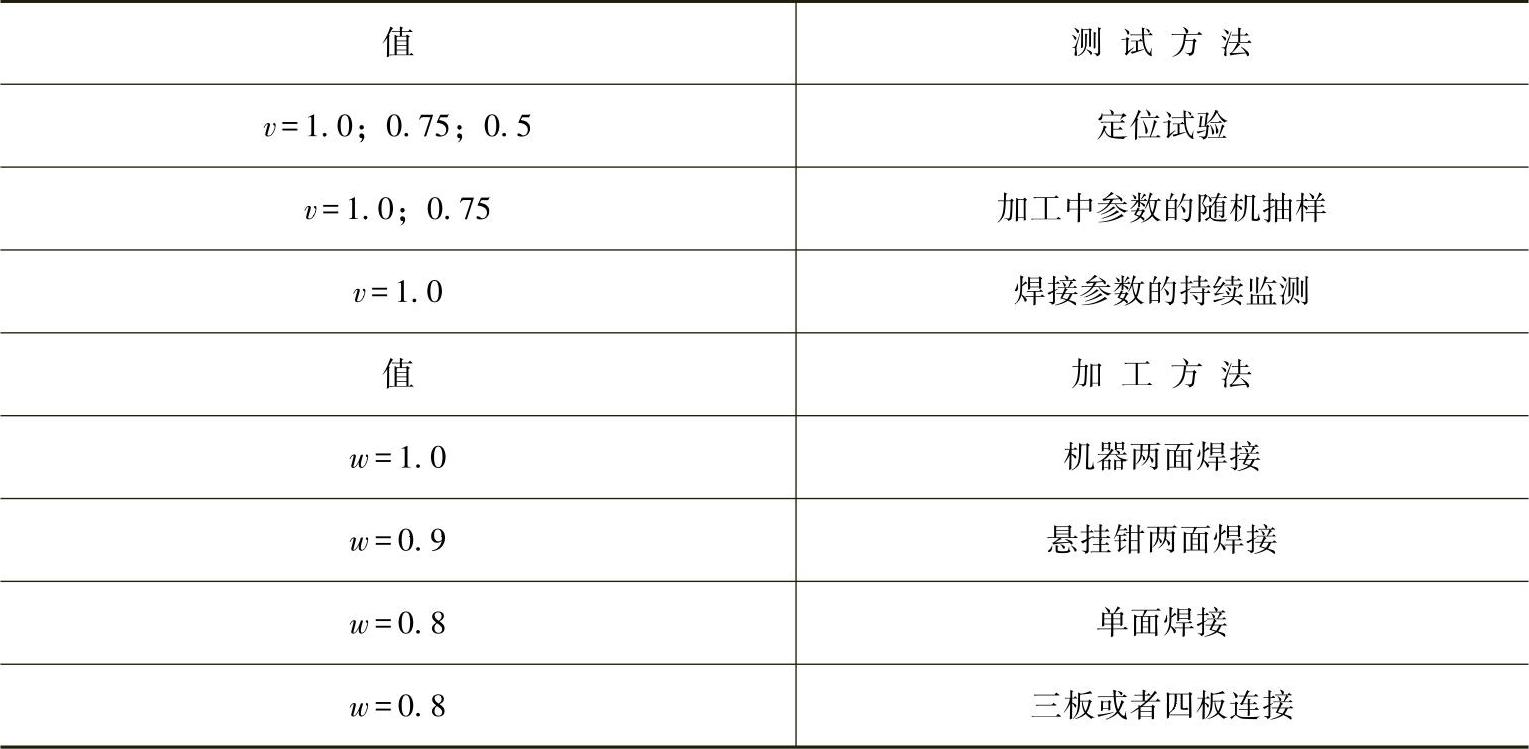
根据具体情况,在方程中还要引入品质系数:
●v为焊接的品质系数;
●w为焊接可靠性的方法系数。
在表22-6,给出了这些系数的一些推荐值。
表22-6 点焊连接的结构系数
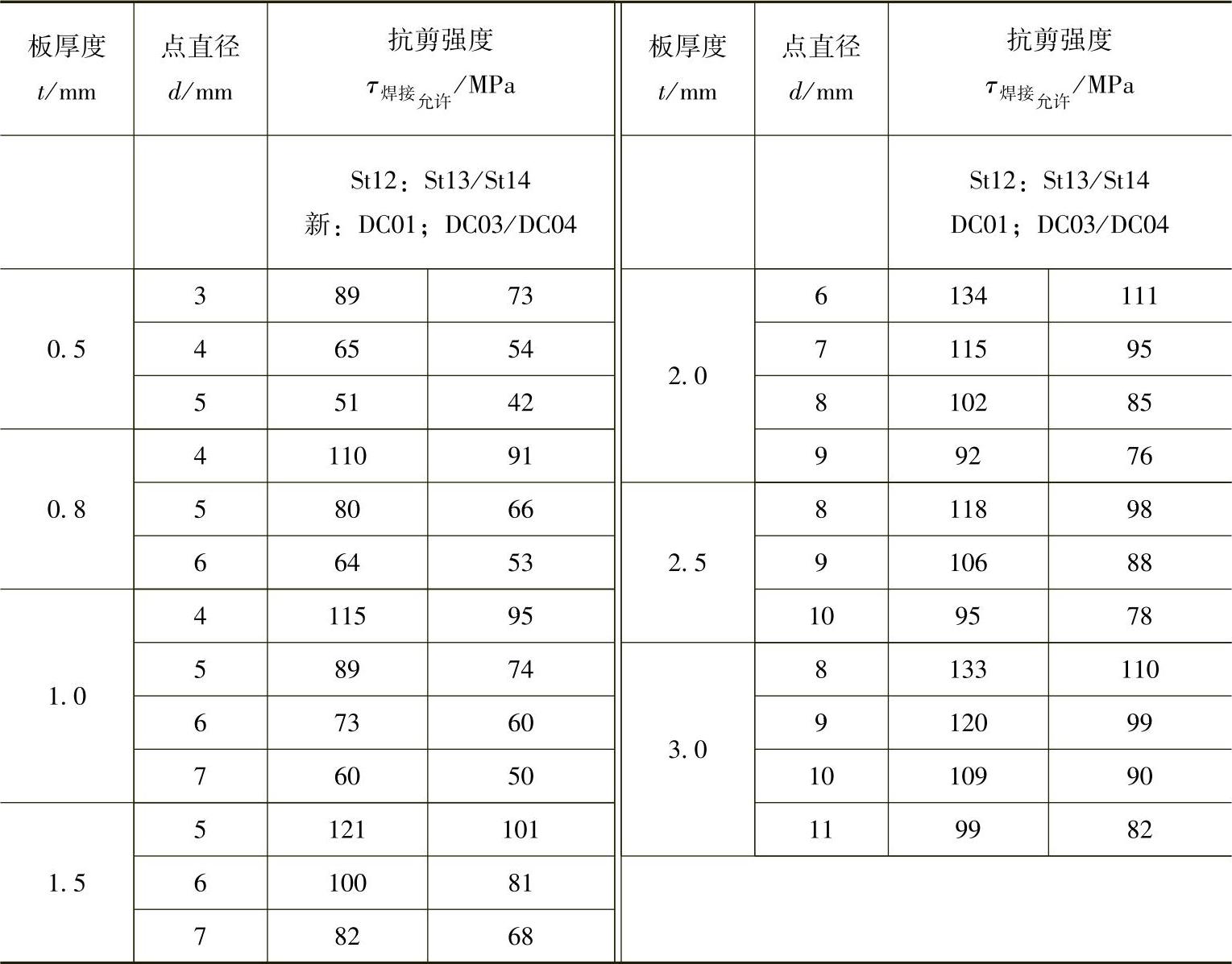
作为补充,在表22-7中给出了用于板材点焊连接的允许抗剪强度值。
表22-7 点焊连接的许可抗剪强度,按DIN 18801
点焊中常遇到的一种损坏情形是焊线从板材上脱落下来,其原因通常为孔壁压力超出了允许值。因此,要求孔壁压力为

按照钢结构设计准则,孔壁压力可如下计算:
●单截面连接σ焊线允许≤1.8ReH板材;
●双截面连接σ焊线允许≤2.5ReH板材。
对于动态载荷的情形,要按照说明书DVS 2902、2923、2906与ISO 14324的标准加以计算。在航空航天工业中,需要参考的标准是DIN 29878。
还要注意的是,点焊的疲劳强度不是很高。在试验中,有的承受动态载荷的试样值只能达到静态载荷下试样值的30%~40%。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。