



【摘要】:具有一体化特性的紧凑型构件往往通过成形的方法进行生产。不过,只有特定的合金系列适合采用成形的方法加工。与变形合金相比,铸造合金的强度值与韧性值要低一些;其优点则是良好的成形性,可以形成复杂的结构。所以,铸造过程中的凝固与补缩条件起着决定性的作用。对于铸铝件,一方面致力于近净成形,另一方面致力于将其用于汽车制造中的关键安全件。表6-3 部分铝铸造合金的力学性能值
具有一体化特性的紧凑型构件往往通过成形的方法(砂型铸造、金属型铸造、压力铸造或者精密铸造)进行生产。不过,只有特定的合金系列适合采用成形的方法加工。优先使用的合金系列为:
●一般应用:G-AlSi 12/G-AlSi12(Cu),G-AlSi 10 Mg/G-AlSi 10 Mg(Cu),G-AlSi 8 Cu 3/G-AlSi 6 Cu 4;
●特殊应用:G-AlSi 5 Mg,G-AlMg 3,G-AlMg 3 Si,G-AlMg 3(Cu),G-AlMg 5 Si;
●特殊力学要求:G-AlSi 7 Mg,G-AlSi 9 Mg,G-AlCu 4 Ti,G-AlCu 4 TiMg,G-AlSi11。
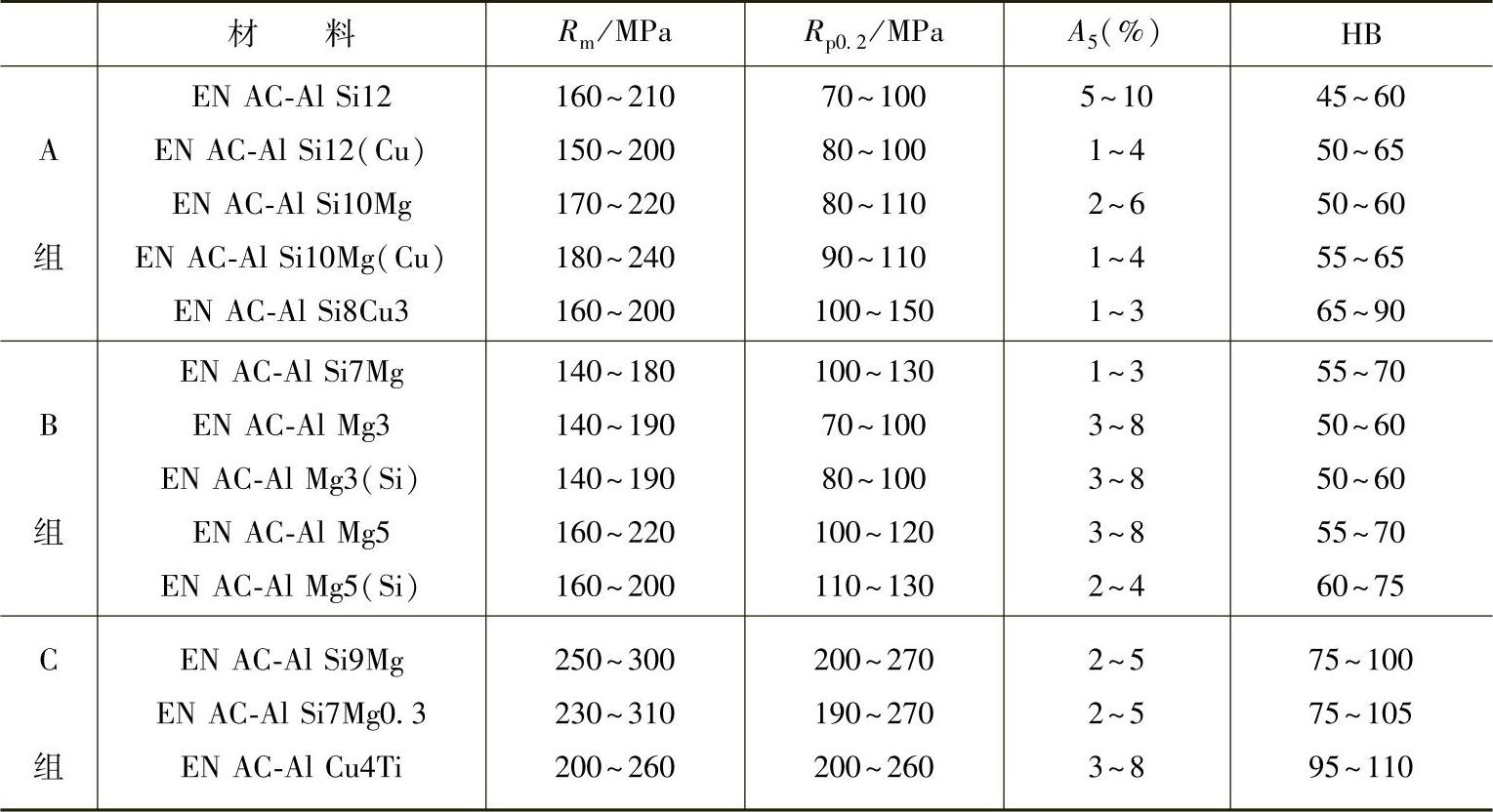
表6-3给出合金推荐值的一览表,表中也对质量进行了分类(A、B、C)。(https://www.xing528.com)
与变形合金相比,铸造合金的强度值与韧性值要低一些;其优点则是良好的成形性,可以形成复杂的结构。铸件的强度性能取决于材料,但热处理方法对性能的影响非常大。所以,铸造过程中的凝固与补缩条件起着决定性的作用。另外一个更好的改善强度的方法是正确的铸造工艺设计。还需要考虑到的是,铸件在压应力下,承受1.5~2倍的抗拉强度。
对于铸铝件,一方面致力于近净成形,另一方面致力于将其用于汽车制造中的关键安全件。这样的铝铸件需要形成细晶的、无孔洞的组织结构,为此在生产中越来越多地采用了特殊的铸造方法[3](真空铸造、半固态铸造与挤压铸造方法)。
表6-3 部分铝铸造合金的力学性能值(砂型铸造、金属型铸造或者压力铸造)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。