



1.正时链单元部件分解
发动机正时链单元部件如图1-84、图1-87、
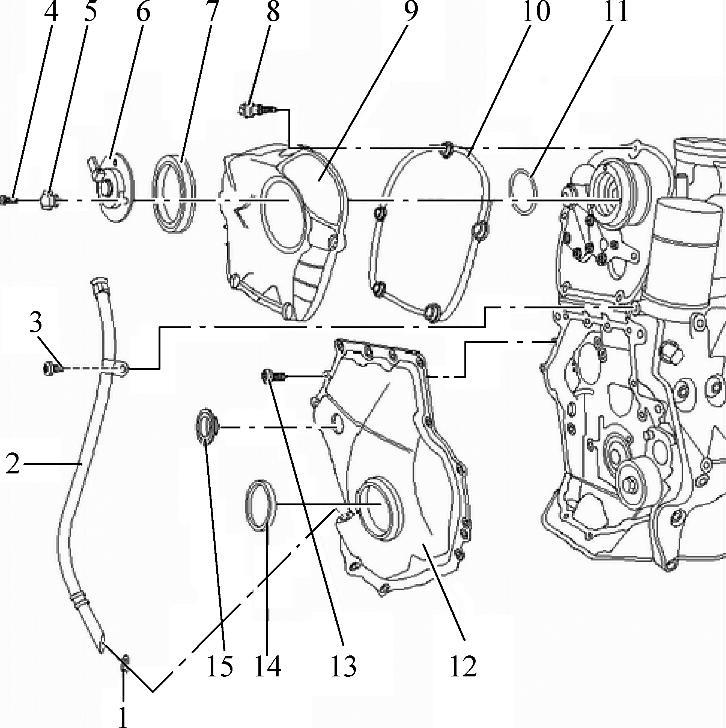
图1-84 大众CEAA/CGMA发动机正时链罩盖
1—O形圈,更换,安装前用机油浸润 2—机油尺导管 3—螺栓,拧紧力矩:9N·m 4—螺栓,拧紧力矩:9N·m 5—支架 6—凸轮轴调节阀N205 7—密封圈,安装前用机油浸润,损坏时更换 8—螺栓,拧紧顺序见图1-85。 9—正时链上部盖板 10—密封件,损坏时更换 11—O形圈,更换,安装前用机油浸润 12—正时链下部盖板 13—螺栓,更换,拧紧顺序见图1-86。14—密封圈,用于带轮,更换 15—密封塞,更换
图1-89、图1-90所示。
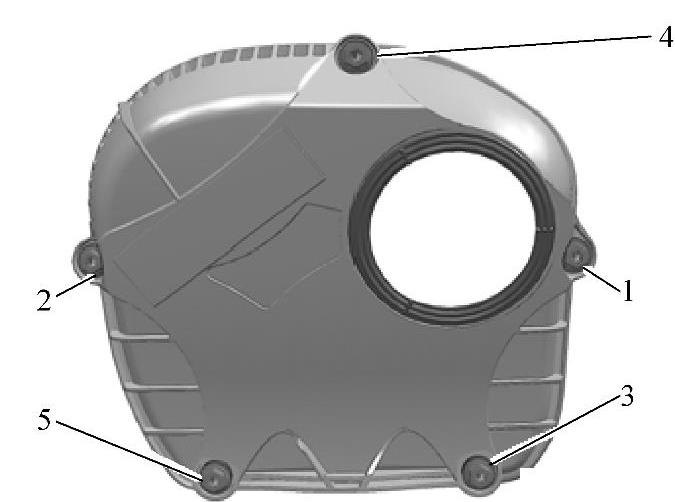
图1-85 正时链上部盖板拧紧顺序
将螺栓1~5按图1-85所示的顺序拧紧。拧紧力矩:9N·m。
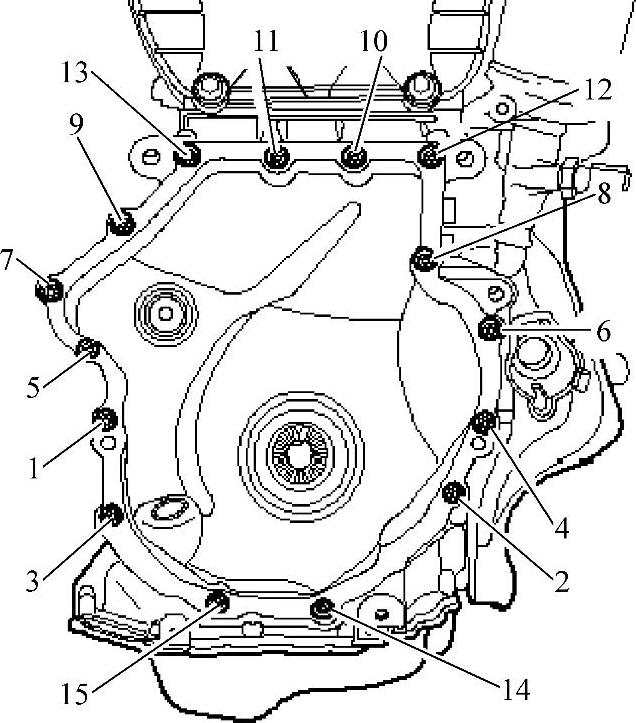
图1-86 正时链下部盖板拧紧顺序
将螺栓1~15以图1-86所示顺序分两个步骤拧紧:步骤1:将螺栓以8N·m的力矩拧紧。步骤2:将螺栓继续旋转90°。
两个表面上的标记(见图1-88中箭头所指)必须对准。
平衡轴管头部的凸起必须装入凹槽(见图1-91中箭头)。
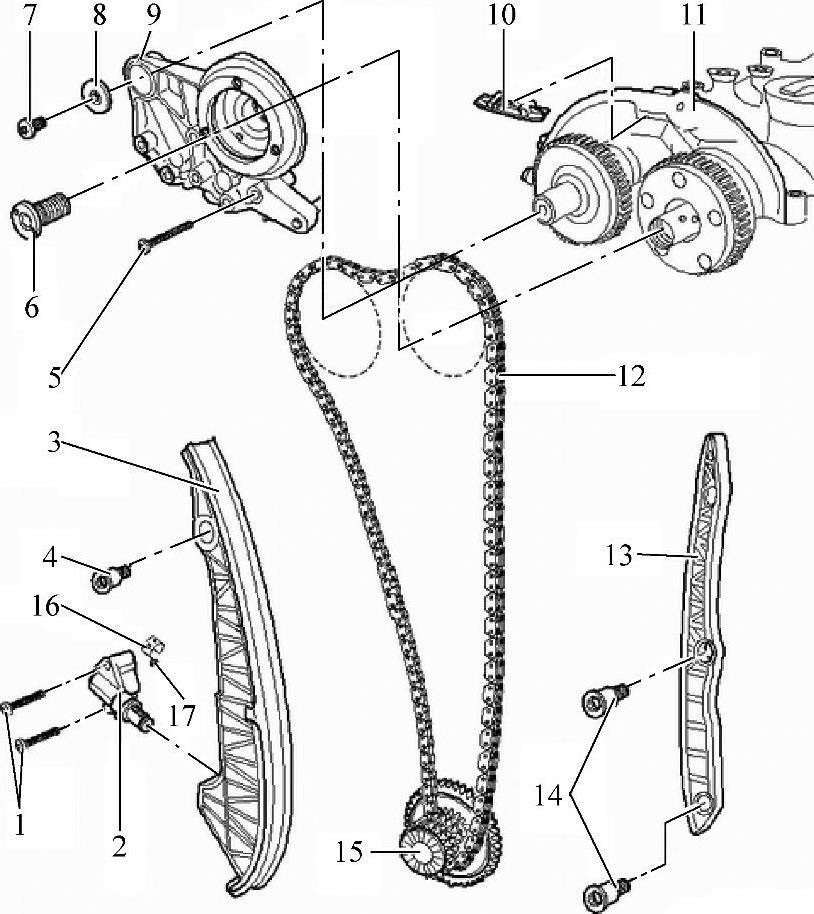
图1-87 凸轮轴正时链(投产于2012年8月之前的CEAA、CGMA发动机)
1—螺栓,拧紧力矩:9N·m 2—链条张紧器,处于弹簧压力下,在拆卸之前用定位销T40011或CT40011定位 3—凸轮轴正时链导轨 4—导向螺栓,拧紧力矩:20N·m 5—螺栓,拧紧力矩:9N·m 6—控制阀,左旋螺纹,拧紧力矩:35N·m,用拆卸工具CT 10352/1进行拆卸 7—螺栓,更换,M6螺栓:8N·m+继续旋转90°,M8螺栓:20N·m+继续旋转90° 8—垫圈 9—轴承座 10—凸轮轴正时链上部导轨 11—气缸盖罩 12—凸轮轴正时链,拆卸前用彩色笔标记转动方向 13—凸轮轴正时链导轨 14—导向螺栓,拧紧力矩:20N·m 15—曲轴链轮,安装位置见图1-88 16—锁定片 17—锁块
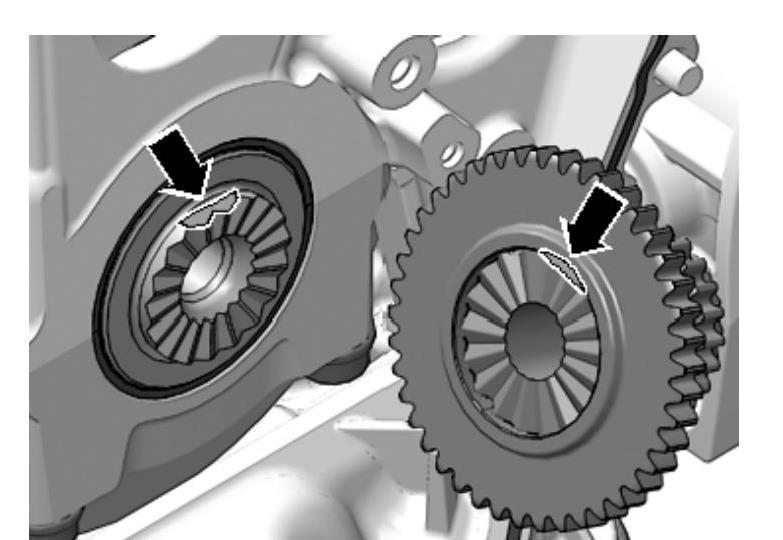
图1-88 曲轴链轮安装位置
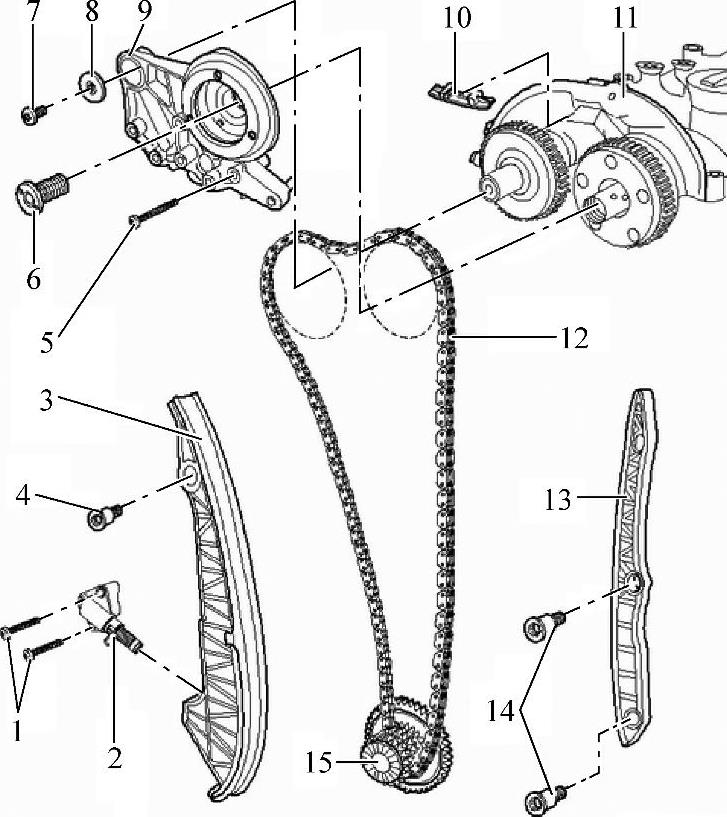
图1-89 凸轮轴正时链(投产于2012年8月之后的CEAA、CGMA发动机)
1—螺栓,拧紧力矩:9N·m 2—链条张紧器,处于弹簧压力下,在拆卸之前用定位销T40011或CT40011定位,活动杆上套有弹簧 3—凸轮轴正时链导轨 4—导向螺栓,拧紧力矩:20N·m 5—螺栓,拧紧力矩:9N·m 6—控制阀,左旋螺纹,拧紧力矩:35N·m,用拆卸工具—CT10352/1—进行拆卸 7—螺栓,更换,M6螺栓:8N·m+继续旋转90°,M8螺栓:20N·m+继续旋转90° 8—垫圈 9—轴承座 10—凸轮轴正时链上部导轨 11—气缸盖罩 12—凸轮轴正时链,拆卸前用彩色笔标记转动方向 13—凸轮轴正时链导轨 14—导向螺栓,拧紧力矩:20N·m 15—曲轴链轮
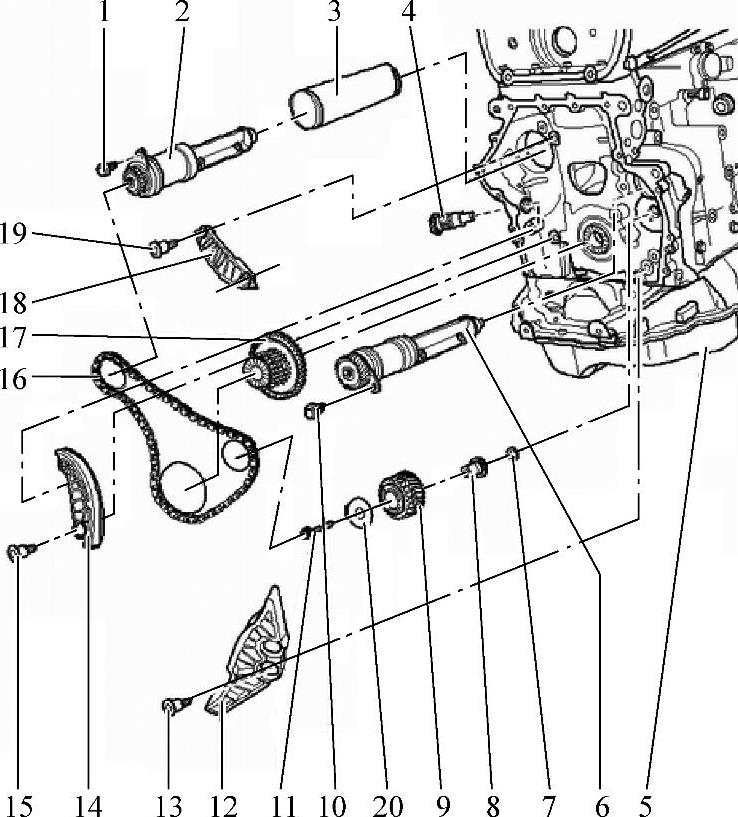
图1-90 大众CEA/CGM发动机平衡轴单元
1—螺栓,拧紧力矩:9N·m 2—排气凸轮轴侧的平衡轴,用机油润滑轴承,一旦拆卸须更换 3—平衡轴管,安装位置见图1-91 4—链条张紧器,拧紧力矩:65N·m 5—气缸总成 6—进气凸轮轴侧的平衡轴,用机油润滑轴承,一旦拆卸须更换 7—O形圈,用发动机油浸润 8—轴承销,用发动机油浸润,安装位置见图1-92 9—中间轴齿轮,如果螺栓被拧松,中间轴齿轮须更换 10—螺栓,拧紧力矩:9N·m 11—螺栓,带垫片,一旦螺栓被拧松,中间轴齿轮须更换,见图1-93 12—导轨,用于平衡轴正时链 13—导向螺栓,拧紧力矩:20N·m 14—导轨,用于平衡轴正时链 15—导向螺栓,拧紧力矩:20N·m 16—平衡轴正时链 17—曲轴链轮 18—导轨,用于平衡轴正时链 19—导向螺栓,拧紧力矩:20N·m 20—垫片
更换O形圈1并用机油浸润。轴承销的定位销(见图1-92中箭头)必须插入气缸体的孔中。安装前轴承销要用机油浸润。
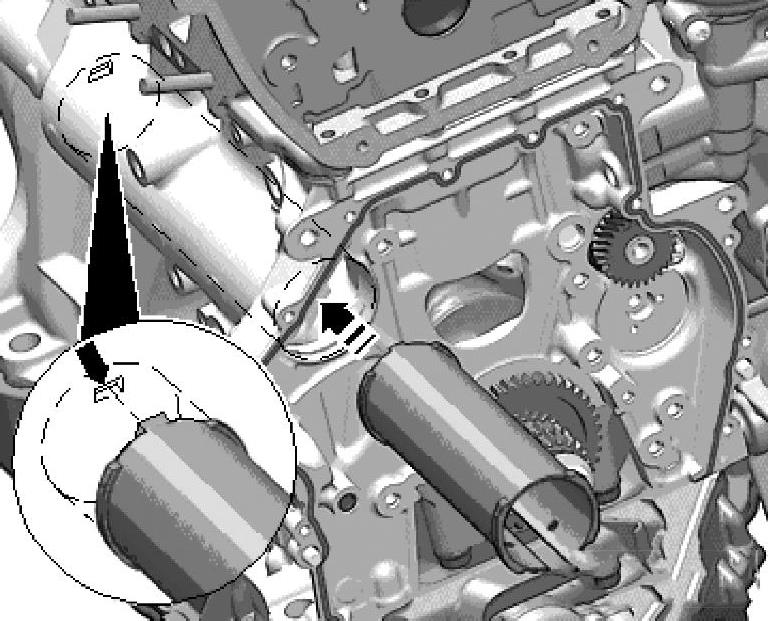
图1-91 平衡轴管安装位置
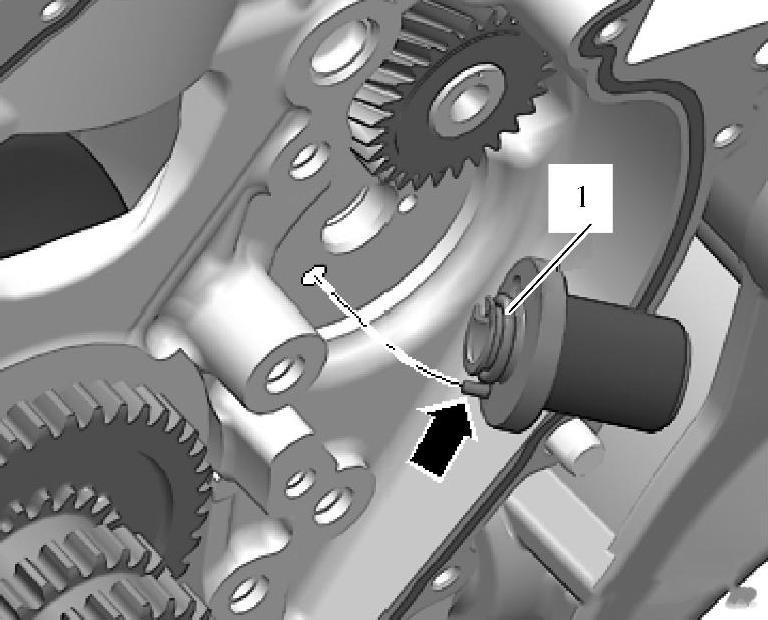
图1-92 轴承销安装位置
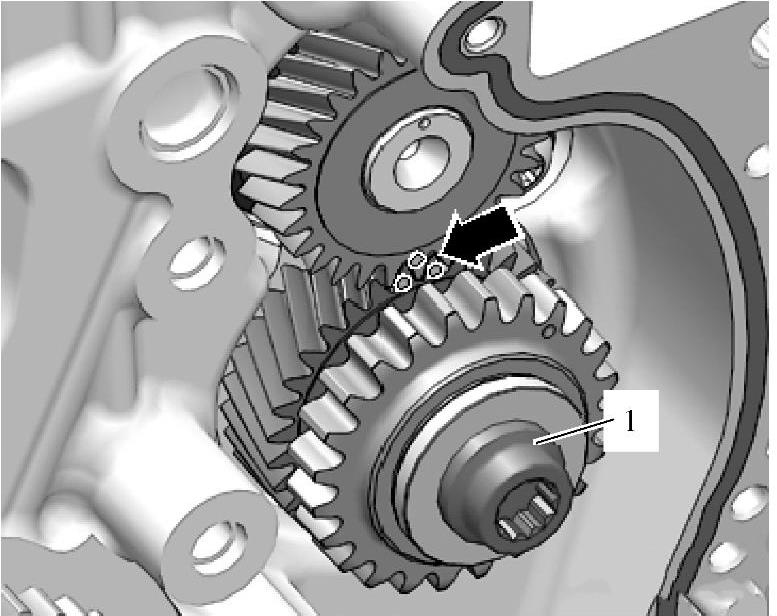
图1-93 中间轴齿轮安装位置和拧紧顺序
中间轴齿轮必须更换,否则啮合齿间的间隙将无法达到要求,而有损坏发动机的危险。新的中间轴齿轮外部有涂层,当工作一段时间之后涂层将会磨损,啮合齿侧的间隙将会自动达到要求。
进气凸轮轴侧的平衡轴上的标记必须位于新中间轴齿轮上的标记(见图1-93中箭头)之间。
按照下列步骤拧紧新的固定螺栓:
1)用扭力扳手预紧螺栓(图1-93中1)至10N·m。
2)旋转中间轴齿轮。中间轴齿轮不允许有间隙,否则必须再次松开并重新拧紧。
3)用扭力扳手拧紧至30N·m。
4)继续将螺栓旋转90°。
2.发动机正时检查
1)拆卸正时链上部盖板。
2)用止动工具T10355或CT10355缓慢转动带轮直至凸轮轴链轮上的标记(见箭头)指向的上方,见图1-94。
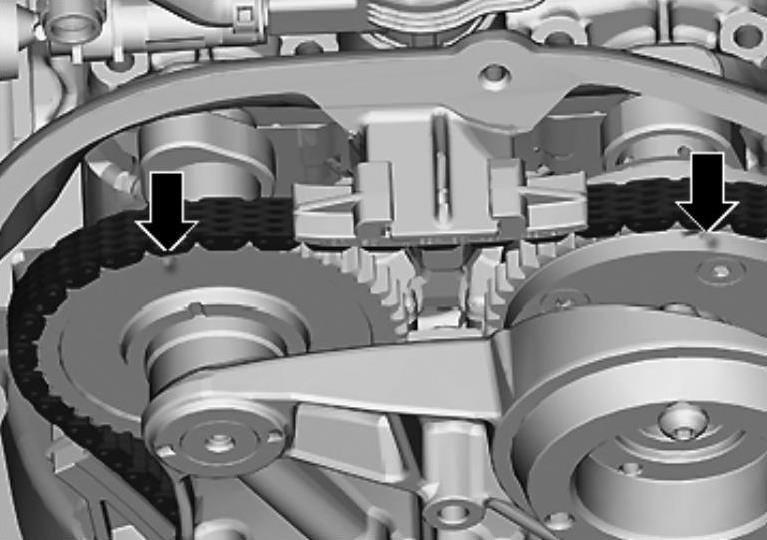
图1-94 使凸轮轴链轮标记向上
3)拆卸第1缸火花塞。
4)尽可能将千分表适配器T10170或T10170 A拧入火花塞中。
5)使用延长件T10170 /1或T10170 A /1尽可能插入千分表V/35.1,并使用自锁螺母(见箭头)将其固定到位,见图1-95。
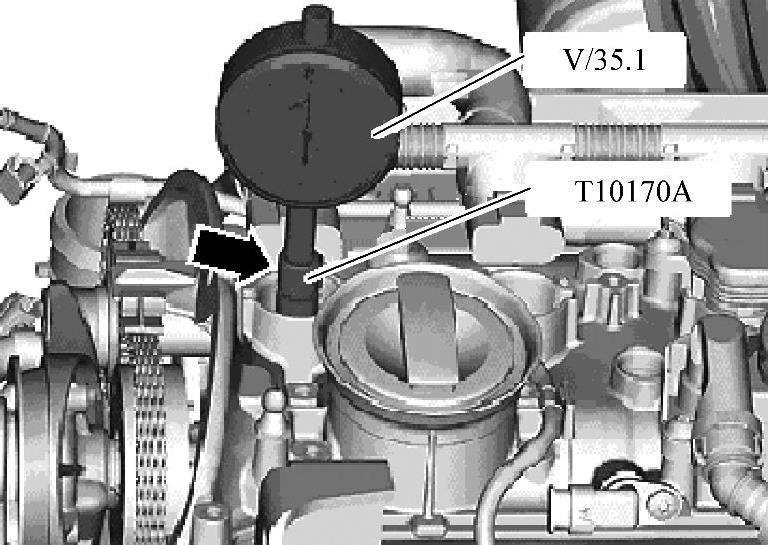
图1-95 安装千分表
6)缓慢地以发动机工作时曲轴运转方向旋转曲轴,直至千分表V/35.1指针达到最大偏转位置。一旦指针达到最大偏转位置(若继续转动曲轴,千分表将以相反的方向回转),活塞则处于“上止点”。
注意:如果曲轴已被旋转至超过“上止点”,应以发动机工作时的曲轴运转方向转动曲轴2圈,禁止以其工作运转的相反方向回转曲轴!
7)如图1-96所示,测量气缸盖凸起左侧外缘A与进气凸轮轴链轮上的标记B的距离。额定值:61~64mm。
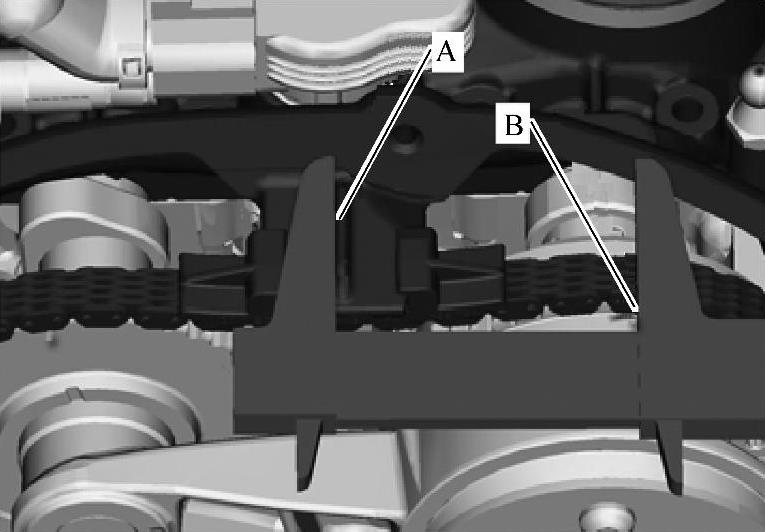
图1-96 测量正时数据一
8)如果达到了额定值,测量进气凸轮轴链轮上的标记B与排气凸轮轴链轮上的标记C之间的距离,见图1-97。额定值:124~126mm。如果发现测量值不在额定范围内,重新安装正时链条。
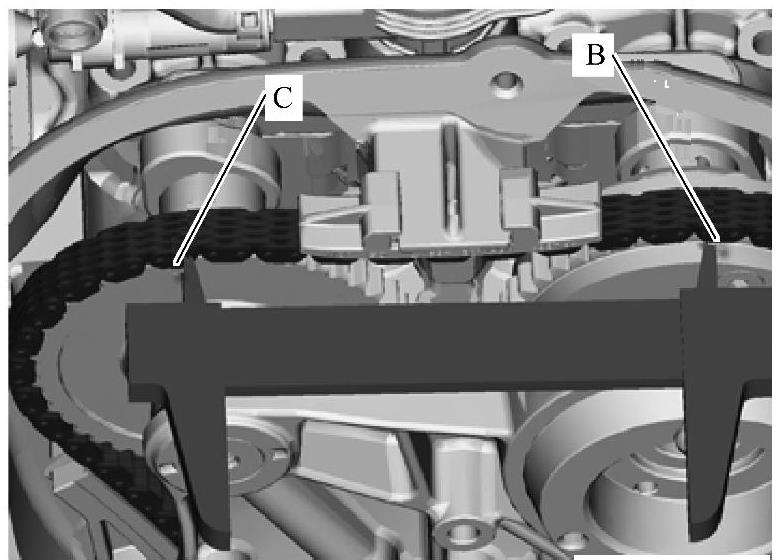
图1-97 测量正时数据二
3.正时链单元拆卸方法
1)用拆卸工具CT 10352/1拆下控制阀。控制阀是左旋螺纹。
2)旋出螺栓,并取下轴承座。
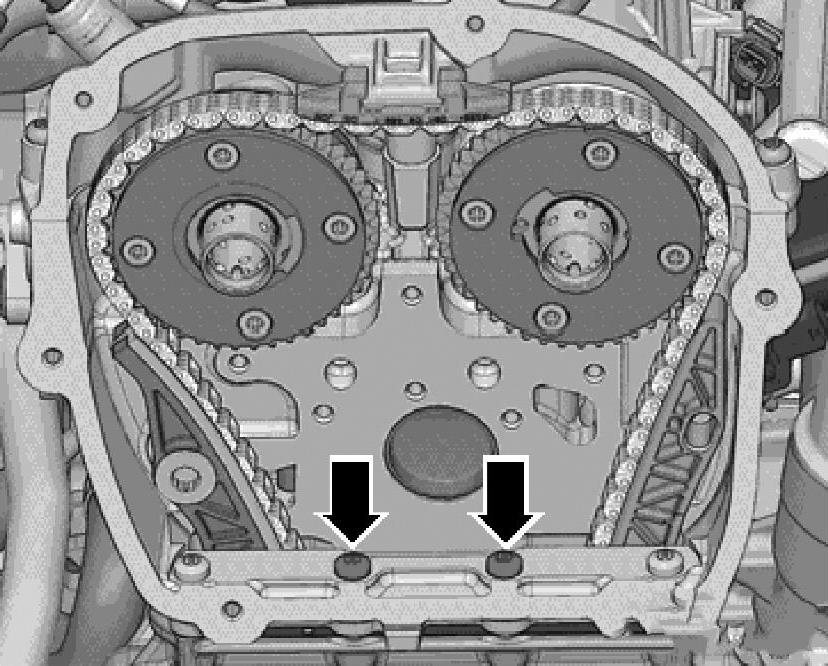
3)用止动工具T10355将减振盘/带轮旋转到位置“上止点”。注意减振盘/带轮上的切口必须与正时链下部盖板的箭头标记相对。凸轮轴上的标记(1)必须指向上方,如图1-98所示。
4)拆下正时链下部盖板。
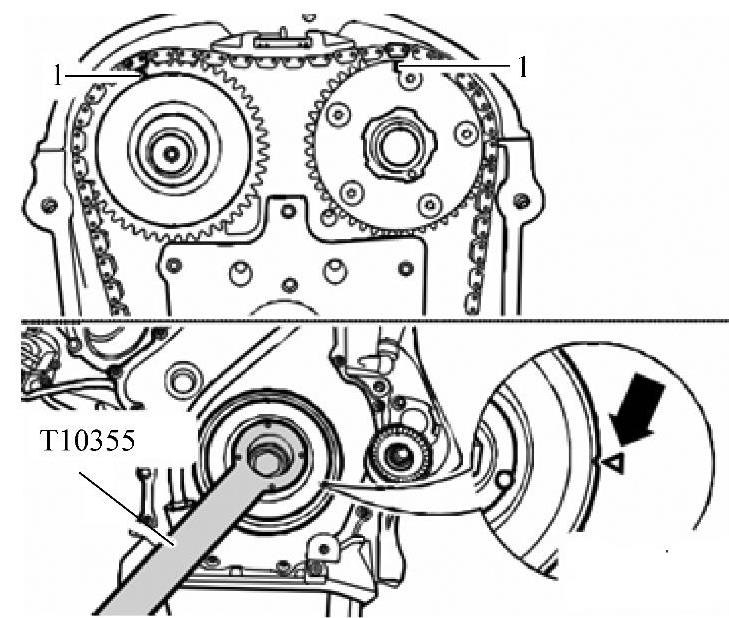
图1-98 对准发动机正时标记
5)按下压机油泵链条张紧器上的张紧弹簧,并用定位销T40011锁定,拆卸机油泵链条张紧器。
6)从曲轴链轮上取下机油泵链条。
7)如图1-99箭头所示旋出螺栓。
 (https://www.xing528.com)
(https://www.xing528.com)
图1-99 旋出螺栓位置
8)目前有多种型号的链条张紧器装载在发动机上,必须根据实际情况进行操作。
A.型号1
以下操作部件及位置见图1-100。
①安装拉杆T40243或CT 40243,拧紧螺栓(见箭头A)。
②将定位销T40011或CT40011插入链条张紧器中箭头1,沿箭头3方向稍微撬开链条张紧器锁块,并保持在该位置。避免损坏张紧器!继续操作时需格外小心。
③缓慢沿箭头2方向推动拉杆T40243或CT 40243,并保持该位置。
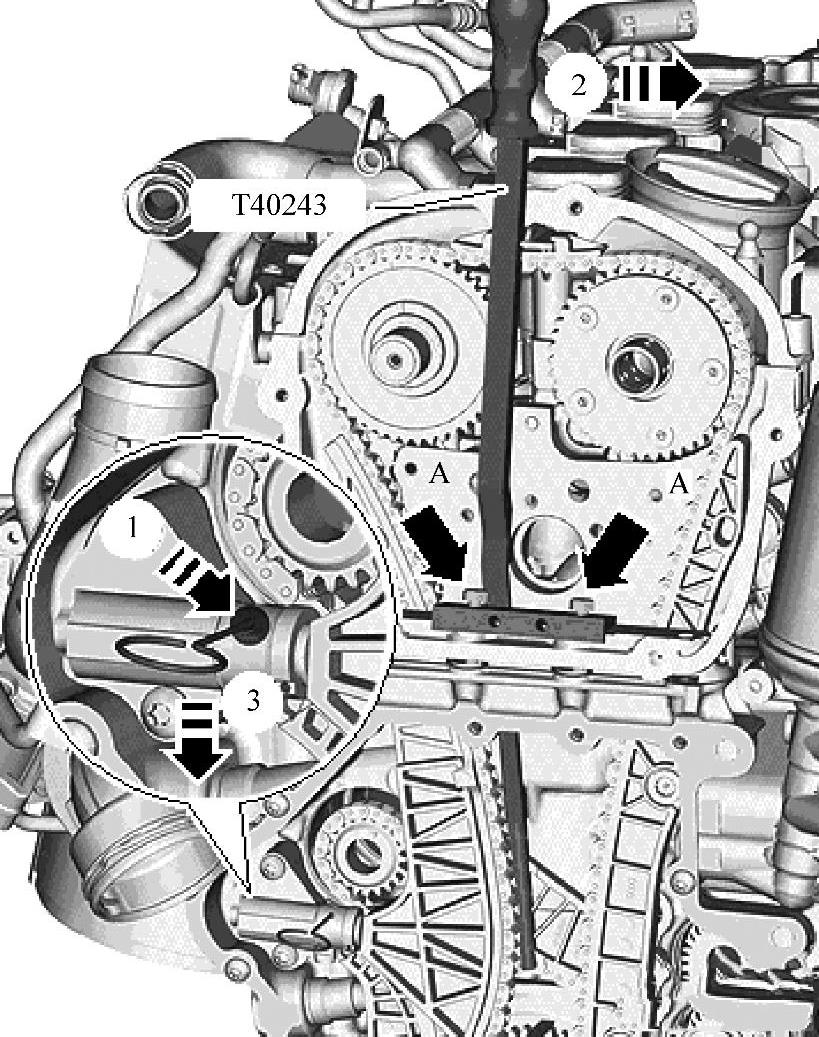
图1-100 安装拉杆
④使用定位销T40011或CT40011锁定链条张紧器。
B.型号2
以下操作部件及位置见图1-101。
①安装拉杆T40243或CT 40243,拧紧螺栓(见箭头A)。
②按压链条张紧器卡簧1并保持,使其直径增大。
③缓慢沿箭头B方向推动拉杆T40243或CT40243,并保持该位置。
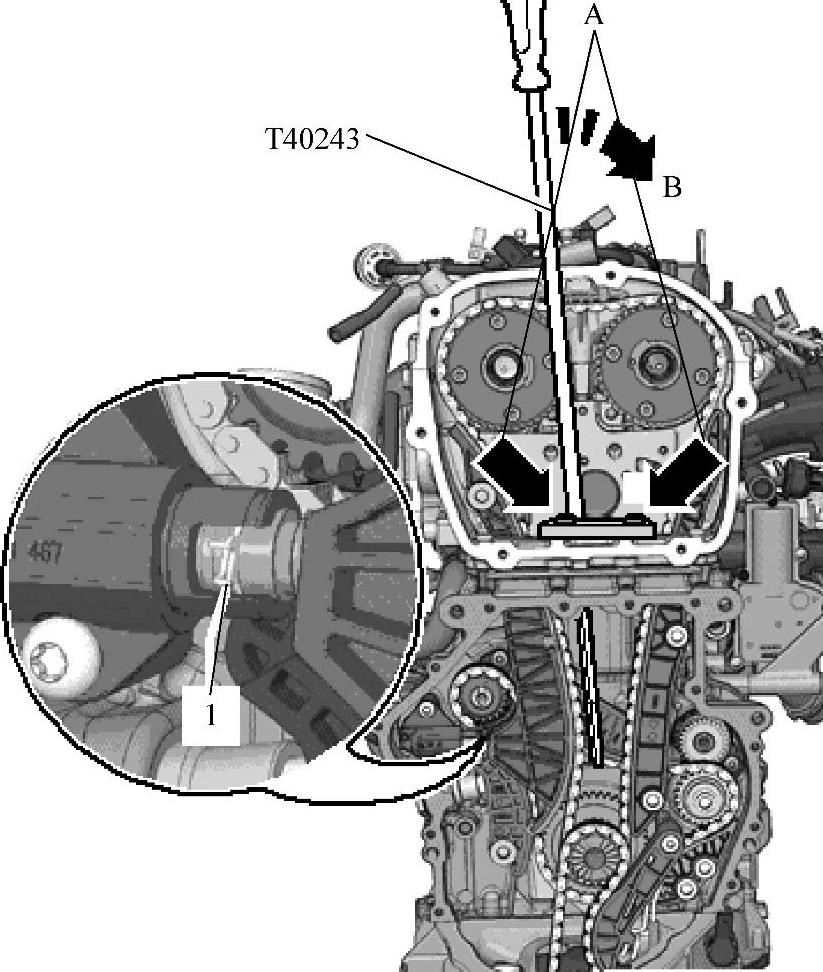
图1-101 安装拉杆
④如图1-102所示,使用锁止工具T40267或CT 40267锁定链条张紧器。
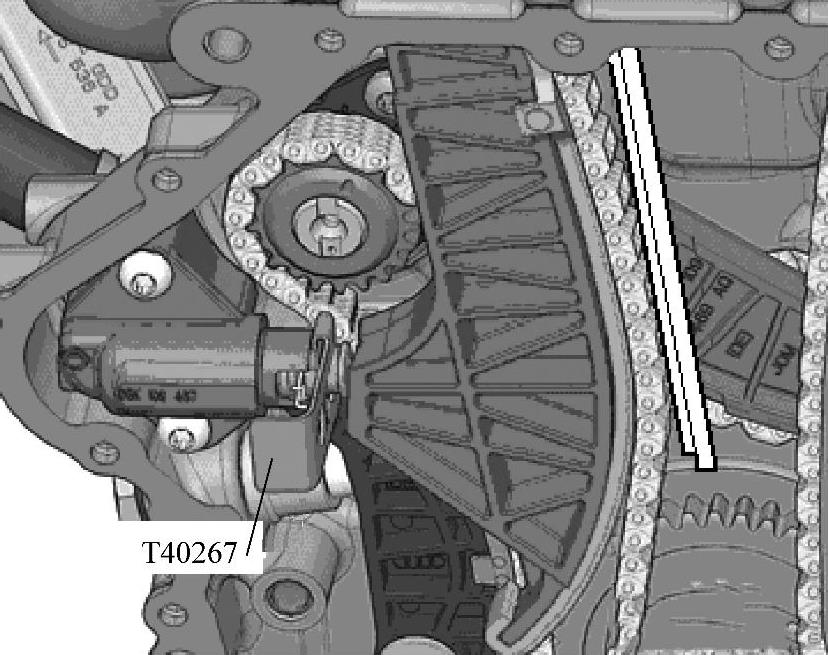
图1-102 安装锁止工具
C.所有车型
①拆下拉杆T40243或CT 40243。
②将凸轮轴锁止工具T40271/2或CT 40271/2用螺栓固定至气缸盖,并沿箭头1方向按压,使其上齿能够与进气凸轮轴链轮齿啮合。如有必要,可稍微旋转进气凸轮轴。如图1-103所示。
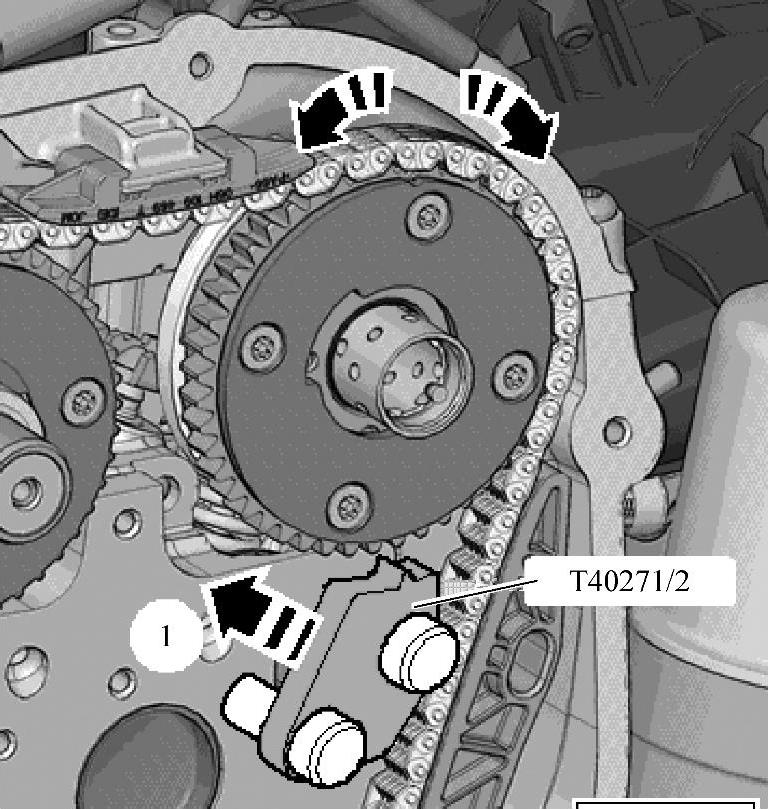
图1-103 安装凸轮轴锁止工具
③将凸轮轴锁止工具T40271/1或CT40271/1用螺栓固定至气缸盖。沿顺时针方向(见箭头)把持住凸轮轴,如图1-104所示。
④旋出导向螺栓A,并拆下导轨。继续以顺时针方向把持住排气凸轮轴,以防止链条跳齿。如图1-104所示。
⑤沿箭头1方向按压凸轮轴锁止工具T40271/1或CT 40271/1,使其上齿能够与排气凸轮轴链轮齿啮合。如有必要,可稍微以顺时针方向旋转排气凸轮轴。此时,链轮之间的凸轮轴正时链必须处于“松弛”状态。如图1-105所示。
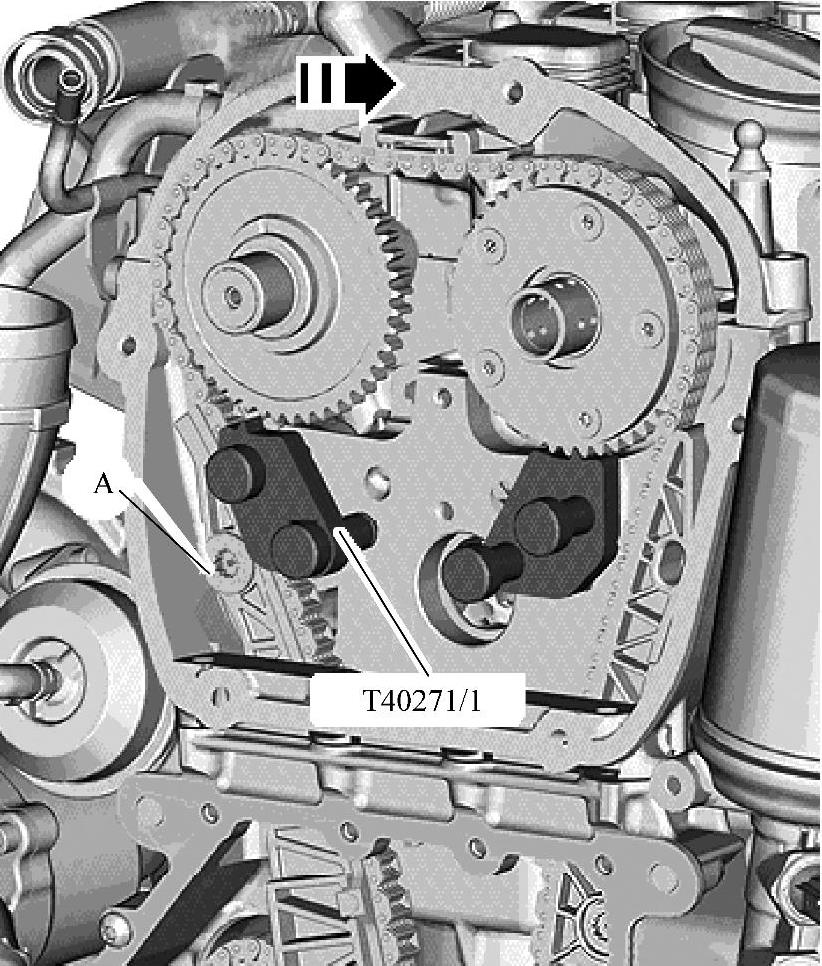
图1-104 安装排气凸轮轴锁止工具
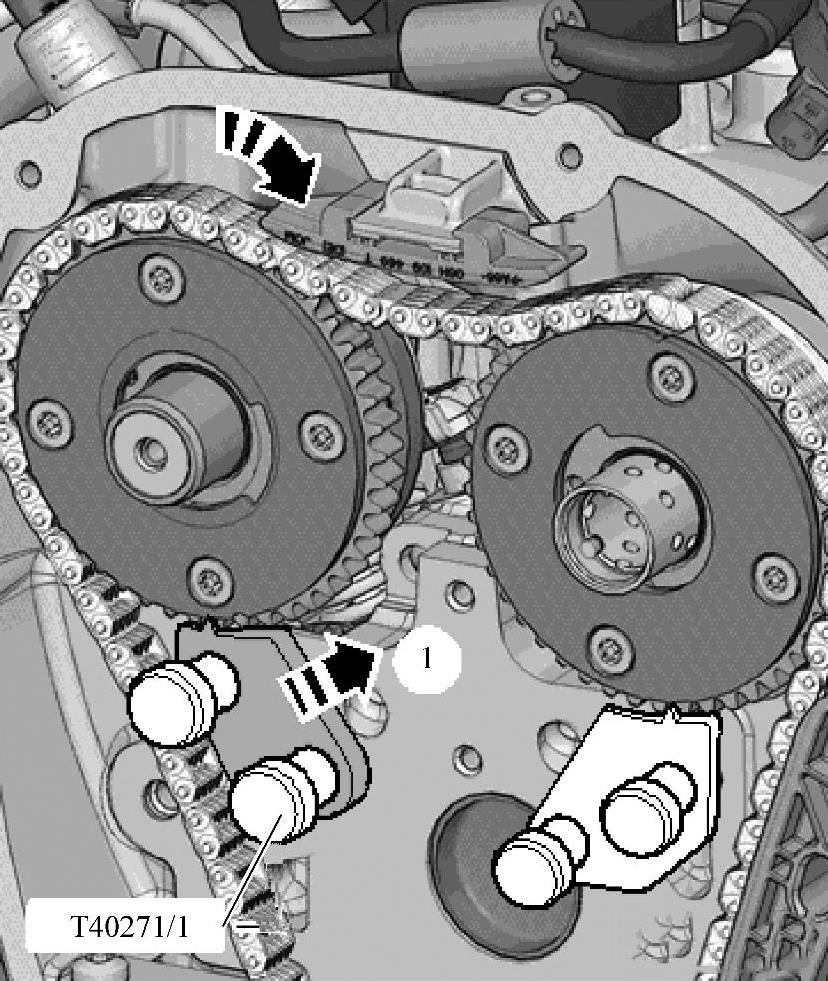
图1-105 安装排气凸轮轴锁定工具
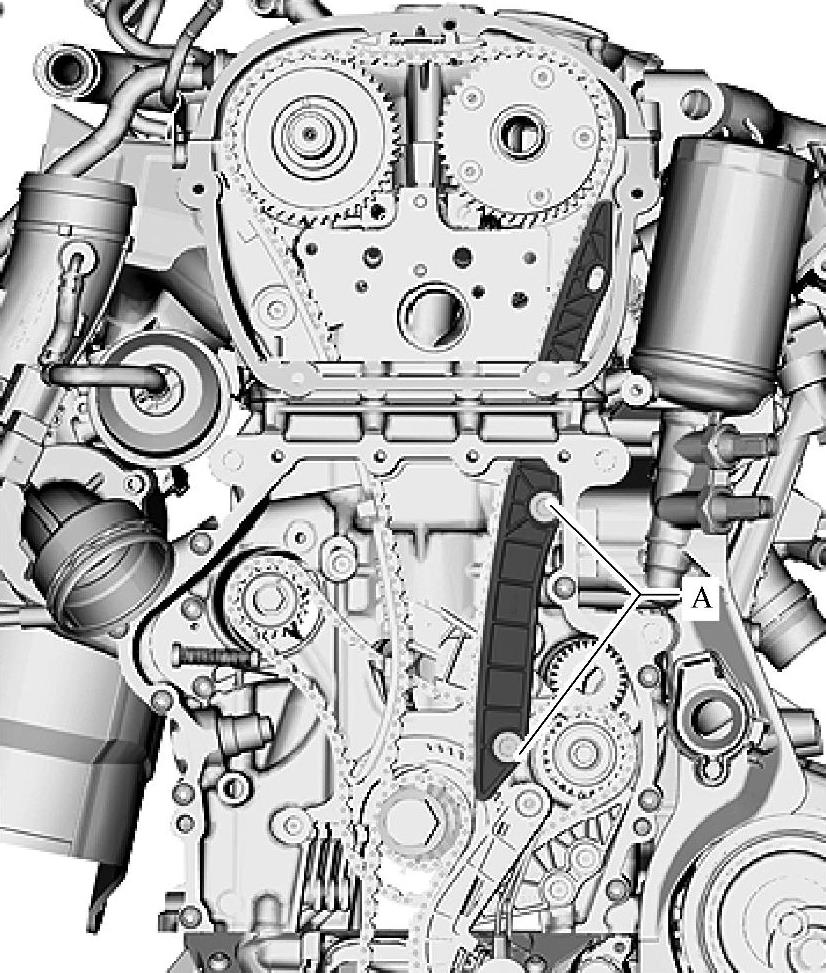
图1-106 取出导轨
⑥如图1-106所示,旋出导向螺栓A,拆下凸轮轴正时链导轨。
9)拆下正时链。
4.正时链单元安装步骤
注意:以下工作步骤必须在一个工作程序内完成,因此需要两名人员进行操作。凸轮轴正时链上的有色链节必须对准凸轮轴链轮上的标记。
1)将凸轮轴正时链放到排气凸轮轴上,使凸轮轴正时链上的有色链节对准排气凸轮轴链轮上的标记,如图1-107所示。
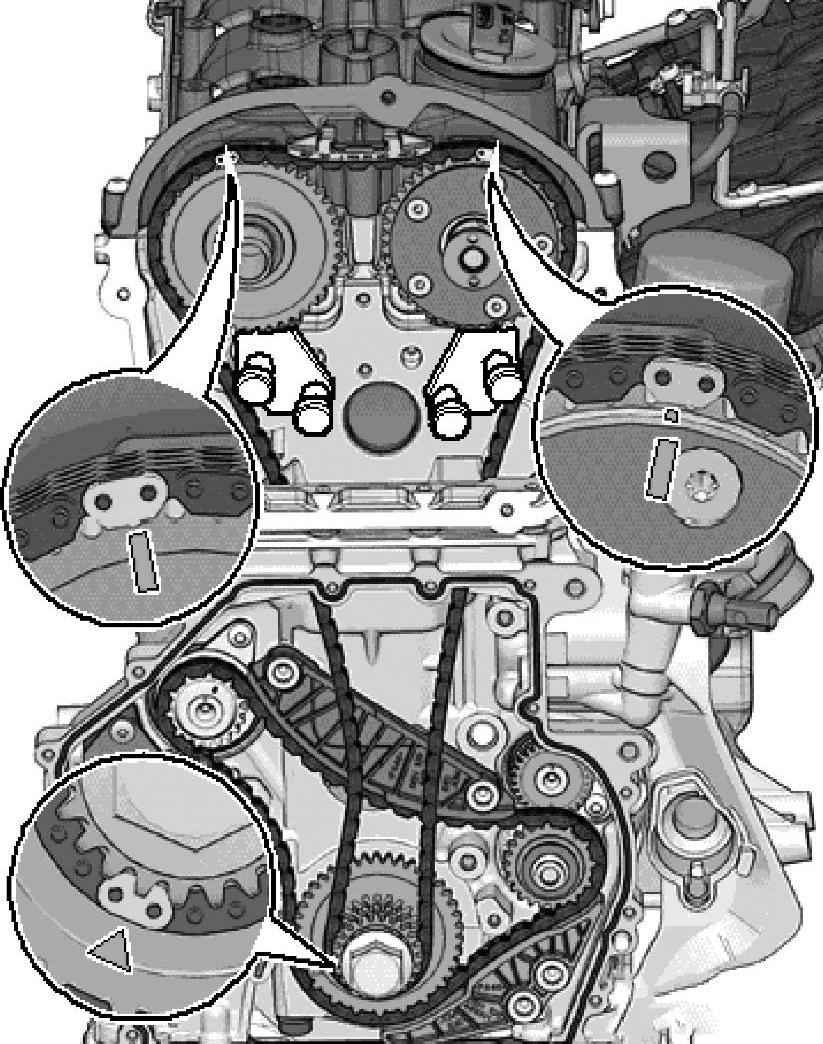
图1-107 对准正时标记
2)转动TSI发动机进气凸轮轴调整工具SVW9002,使凸轮轴正时链上的有色链节对准进气凸轮轴链轮上的标记。
3)同时转动TSI发动机排气凸轮轴调整工具SVW 9001和TSI发动机进气凸轮轴调整工具SVW 9002,使正时链上的有色链节对准曲轴链轮上的标记。凸轮轴正时链上的有色链节对准曲轴链轮上的标记后,将TSI发动机排气凸轮轴调整工具SVW 9001和TSI发动机进气凸轮轴调整工具SVW 9002把持住再进行下一步操作。
4)安装凸轮轴正时链的导向夹板,拧紧两个导向螺栓,安装链条张紧器的固定螺栓,取下定位销T40011。
5)松开并取TSI发动机排气凸轮轴调整工具SVW 9001和TSI发动机进气凸轮轴调整工具SVW 9002。
6)安装轴承座,并用螺栓固定。
7)安装正时链下部盖板。
8)安装正时链上部盖板。
9)安装多楔带张紧装置。
5.平衡轴正时链单元拆装
1)拆卸凸轮轴正时链。
2)旋出平衡轴正时链的链条张紧器螺栓1。
3)旋出导向螺栓2、3和4,如图1-108所示。
4)取下平衡轴正时链。
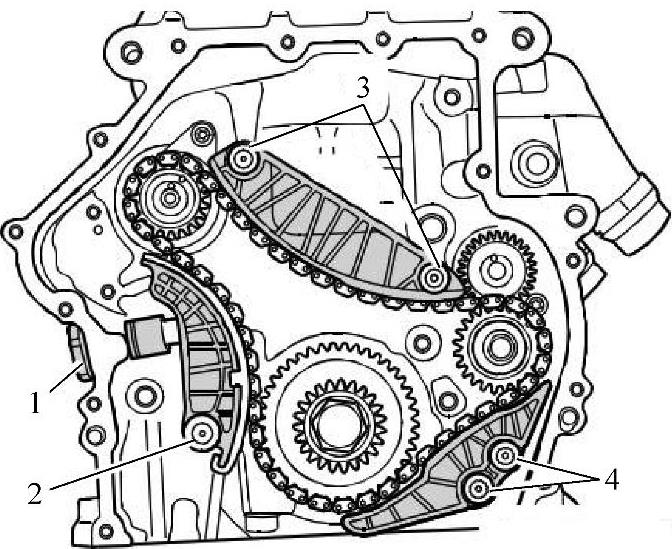
图1-108 拆卸平衡轴正时链张紧器与导向轨
5)旋转中间链轮/进气凸轮轴的平衡轴。如图1-109所示,使进气凸轮轴的平衡轴上的标记位于中间链轮上的标记之间。
6)安装平衡轴正时链。如图1-110所示,使平衡轴正时链上的有色链节分别对准曲轴链轮上的标记和进/排气凸轮轴的平衡轴链轮上的标记。
7)安装平衡轴正时链的导向夹板,旋入导向螺栓并固定。
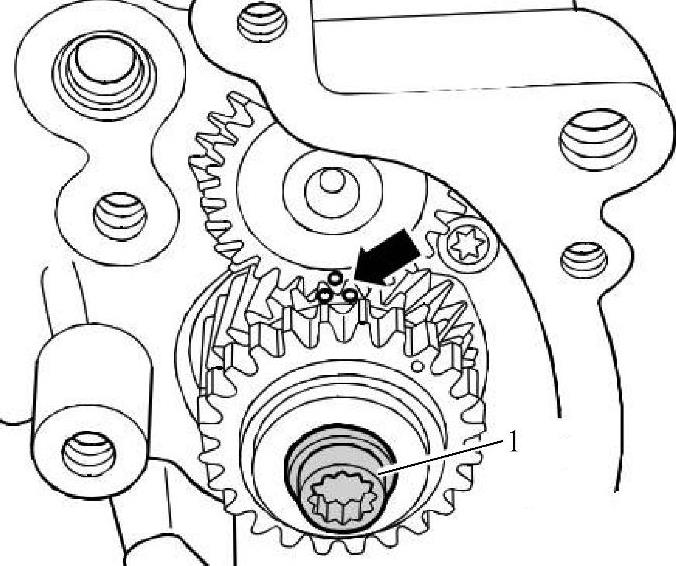
图1-109 设置平衡轴安装标记
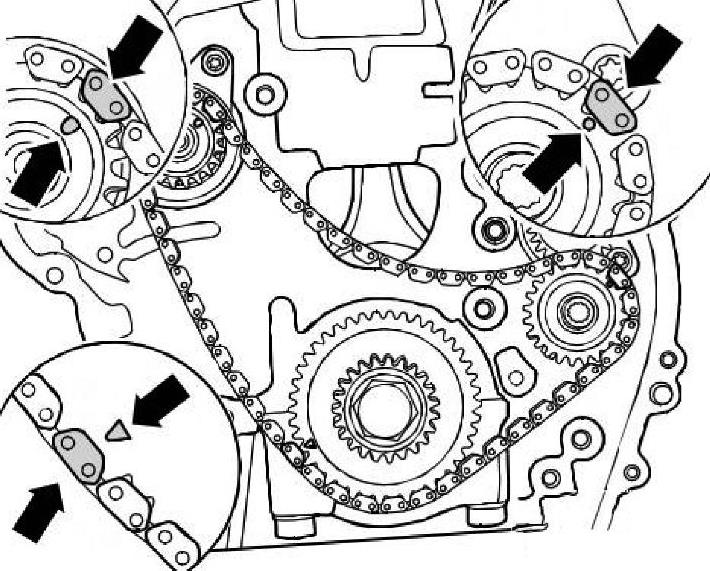
图1-110 对准平衡轴正时链标记
8)安装链条张紧器。
9)再次检查中间链轮/进气凸轮轴的平衡轴上的标记。
10)再次检查平衡轴正时链的标记。其余的安装以拆卸的相反顺序进行
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。