



1.正时链单元部件分解
发动机正时链单元部件如图1-63所示。
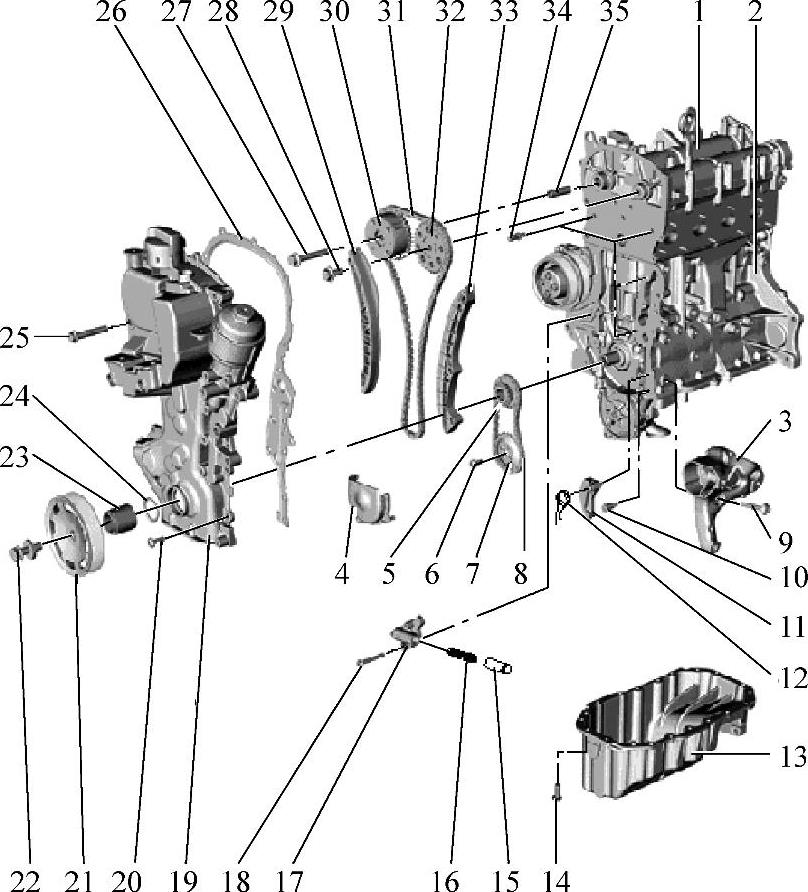
图1-63 大众CFBA发动机正时链单元
1—带有凸轮轴壳体的气缸盖,密封表面不得再次加工,集成了凸轮轴轴承,拆卸密封剂残余物,在安装前涂一层DCN154103Z1。安装时,从上部垂直安装,使得定位销进入气缸盖上的孔中 2—气缸体 3—辅助支架,用于张紧器和空调压缩机 4—罩盖 5—曲轴链轮,用于驱动机油泵和正时链条,接触表面必须无油脂和机油 6—螺栓,拧紧力矩:20N·m+继续旋转90°(1/4圈),更换 7—链轮,使用定位扳手T10172锁定链轮 8—正时链条,在拆卸之前,标出旋转方向(用于安装位置) 9—螺栓,拧紧力矩:23N·m 10—螺栓,拧紧力矩:15N·m 11—带有张紧板的链轮张紧器,用于驱动机油泵 12—张紧弹簧 13—油底壳,在安装之前清洁密封表面,用硅铜密封剂DCN176600Z1安装 14、18—螺栓,拧紧力矩:9N·m 15—活塞,用于驱动链轮张紧器 16—弹簧 17—链条张紧器 19—气门正时壳体,使用密封剂DCN176501Z1进行安装。安装时,在凸轮轴壳体和气缸体上安装两个M6×80无头螺栓作为导向,要导向气门正时壳体,用两个螺栓固定油底壳到位 20—螺栓,拧紧力矩:10N·m 21—曲轴带轮,接触表面必须无油脂和机油,用扳手3415固定曲轴带轮 22—螺栓,拧紧力矩:150N·m+继续旋转180°(1/2圈),更换。固定螺栓的接触表面必须无油脂,在安装之前对螺纹进行润滑,用扳手3415固定曲轴带轮,可以使用角度盘-Hazet 6690-测量角度 23—轴承套,接触表面必须无油脂 24—O形圈,更换 25—螺栓,拧紧力矩:50N·m 26—密封件 27—螺栓,拧紧力矩:40N·m+继续旋转90°(1/4圈),使用定位扳手-T10172-固定住排气凸轮轴链轮,螺栓是左螺纹,更换 28—螺栓,拧紧力矩:50N·m+继续旋转90°(1/4圈),更换 29—张紧导轨,用于正时链条 30—凸轮轴调节器,不得分解 31—正时链条,拆卸前标出旋转方向 32—链轮,用于排气凸轮轴,使用定位扳手T10172固定住链轮 33—导轨,用于正时链条 34—导向销,拧紧力矩:20N·m 35—导向套
2.正时链单元拆卸步骤
1)拆下气缸1的火花塞。
2)将千分表适配接头T10170拧入火花塞螺纹孔至极限位置。
3)将带加长件T10170/1的千分表VAS 6079安装到千分表适配接头中至极限位置并拧紧夹紧螺母。
4)将曲轴朝发动机运转方向转到气缸1的上止点。记下千分表指针的位置。
5)凸轮轴上的孔必须处于图1-64所示的位置。必要时,将曲轴再旋转一圈(360°)。
提示:如果曲轴转动超过上止点0.01mm,则将曲轴逆着发动机运转方向再转动约45°。接着将曲轴朝发动机运转方向转动到气缸1上止点位置。气缸1上止点允许的偏差:0.01mm。
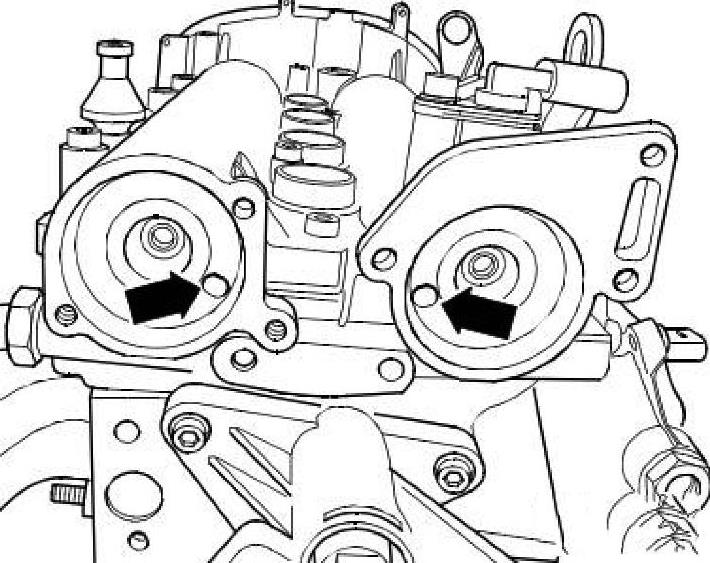
图1-64 凸轮轴孔位
6)如图1-65所示,将凸轮轴固定件T10171A插入到凸轮轴开口中,直到极限位置。定位销(箭头1)必须嵌入孔(箭头2)中。必须可以从上方看到标记“TOP”(箭头3)。
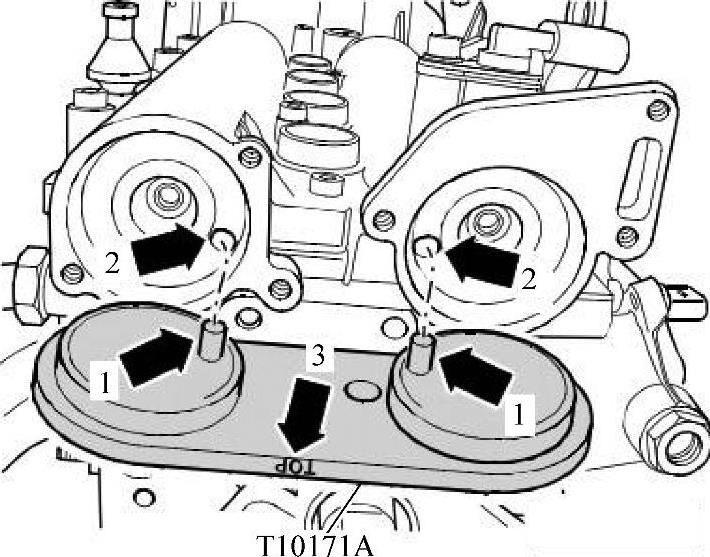
图1-65 专用工具的使用
7)在相应的孔中用手拧入一个螺栓M6,固定凸轮轴固定件T10171 A,不要拧紧。
8)拆卸正时齿轮箱罩。
9)从机油泵上拔出盖板。
10)用记号笔标记正时链3的运转方向,如图1-66所示。
注意:凸轮轴调节器1的紧固螺栓2为左旋螺纹。
11)用固定支架T10172固定凸轮轴正时齿轮5,松开螺栓2和4,如图1-66所示。
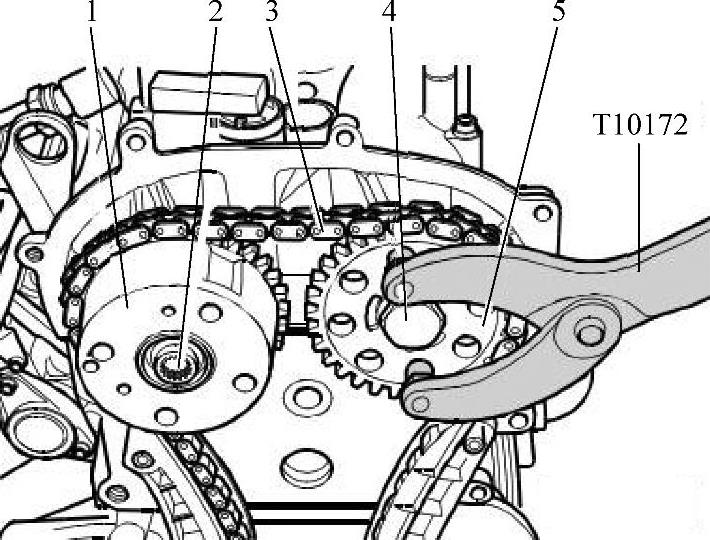
图1-66 凸轮轴拆卸
12)如图1-67所示,沿箭头方向压张紧轨,并用定位销T40011固定链条张紧器的活塞。
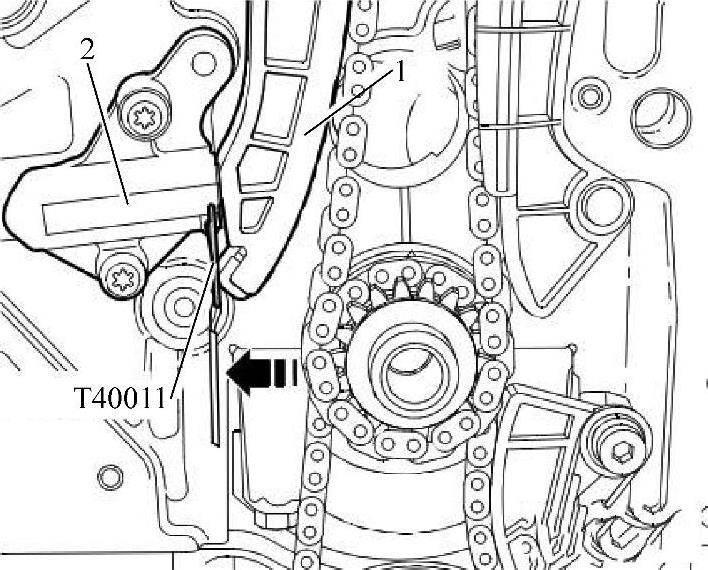
图1-67 拆卸张紧器图
13)将凸轮轴调节器和正时链一起取下。
14)用固定支架T10172固定机油泵的链轮,并松开紧固螺栓。
15)将固定销上的张紧弹簧用旋具撬出并取出张紧弹簧。
16)旋出紧固螺栓并取下链条张紧器。
17)用记号笔标记机油泵驱动链的运转方向。
18)拧下链轮的紧固螺栓,并将链轮连同机油泵驱动链一起取下。
3.正时链单元安装步骤
说明:曲轴必须位于气缸1的上止点位置。
1)如图1-68所示,沿箭头方向推链轮直到曲轴轴颈的极限位置。
注意:与链轮铸在一起的凸缘必须插入曲轴轴颈的凹槽中。
2)用记号笔标记链轮和气缸体、曲轴的位置。
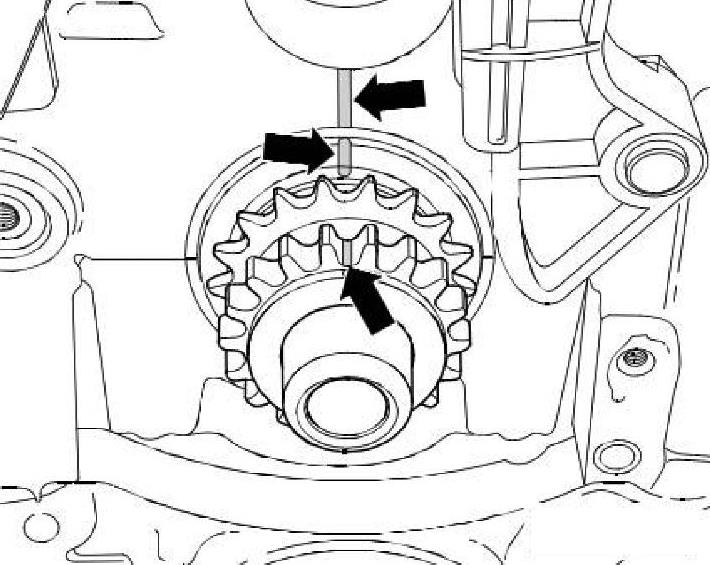
图1-68 对正曲轴正时标记
3)将机油泵驱动链放到链轮上并同时将链轮放到机油泵的驱动轴上。
提示:注意机油泵驱动链上的运转方向标记。机油泵驱动轮只在一个位置与机油泵驱动轴(图1-69中箭头)匹配。
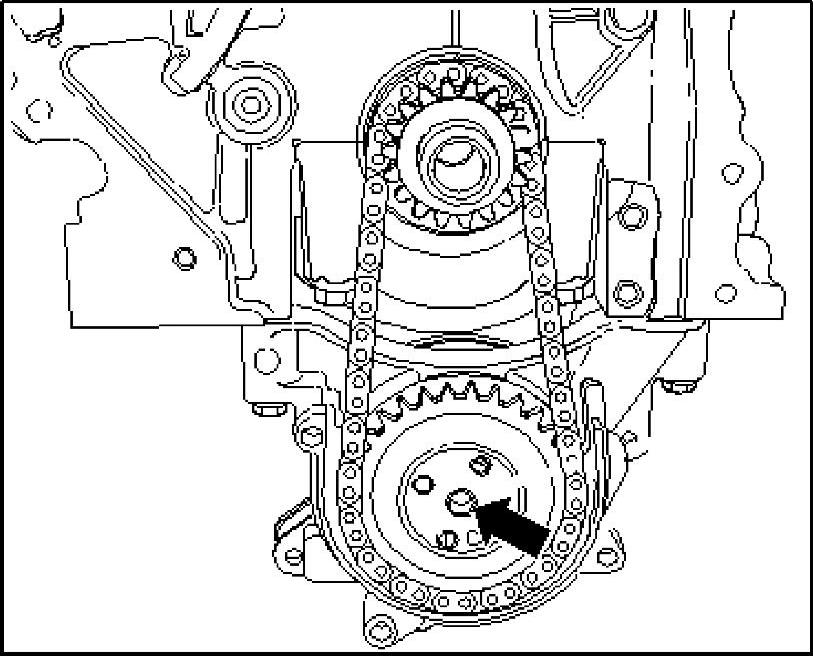
图1-69 安装机油泵驱动链
4)将机油泵驱动轴用固定支架T10172固定。
5)将新的固定螺栓用20N·m的力矩拧紧,并继续转动圈(90°)。
6)将链条张紧器安装到机油泵驱动链上,并用15N·m的力矩拧紧紧固螺栓。
7)将张紧弹簧用旋具安装到固定销上。
8)用手给链轮拧上一个新的紧固螺栓。
9)将正时链装到曲轴链轮、排气凸轮轴链轮和凸轮轴调节器上,并用手给凸轮轴调节器拧上一个新的紧固螺栓。
注意:正时链上的运转方向标记。导向套安装在进气凸轮轴和凸轮轴调节器之间。凸轮轴调节器的紧固螺栓为左旋螺纹。
10)安装链条张紧器并用9N·m的力矩拧紧紧固螺栓。
11)从链条张紧器中拔出定位销T40011,张紧正时链。(https://www.xing528.com)
12)检查曲轴链轮和气缸体上的标记,它们必须相互重叠。
13)用40N·m的力矩拧紧紧固螺栓,并用50N·m的力矩拧紧螺栓(使用固定支架T10172)。检查过配气相位后,继续转动1/4圈(90°)拧紧紧固螺栓。凸轮轴调节器的紧固螺栓为左旋螺纹。
14)拧下螺栓并将凸轮轴固定件T10171 A从凸轮轴箱上取下。
15)检查配气相位(方法如同拆卸步骤1)~6))。
16)将凸轮轴正时齿轮用固定支架T10172固定,并用呆扳手将紧固螺栓(左旋螺纹)继续转四分之一圈(90°)。
提示:凸轮轴调节器的紧固螺栓为左旋螺纹。在拧紧螺栓时,凸轮轴正时齿轮不允许转动。
17)安装机油泵齿轮盖板。
18)安装正时齿轮箱罩。
19)安装油底壳。
20)安装曲轴带轮。
21)安装多楔带。
4.发动机正时调整方法
1)拆卸第1缸带功率输出级的点火线圈。
2)用火花塞扳手Hazet 4766-1拆下第1缸火花塞。
3)将测量表适配器T10170旋入到火花塞孔直到止位。
4)将百分表V/35.1和延长件T10170/1旋入到止位,并使用图1-70箭头所指处的锁止螺母锁定。
5)按照发动机运转方向转动曲轴直到第1缸的上止点。注意百分表上小针的位置。
6)然后将曲轴按照发动机旋转的相反方向转动45°。
7)沿图1-71的箭头方向压下张紧装置1,并用销子T40011锁止。
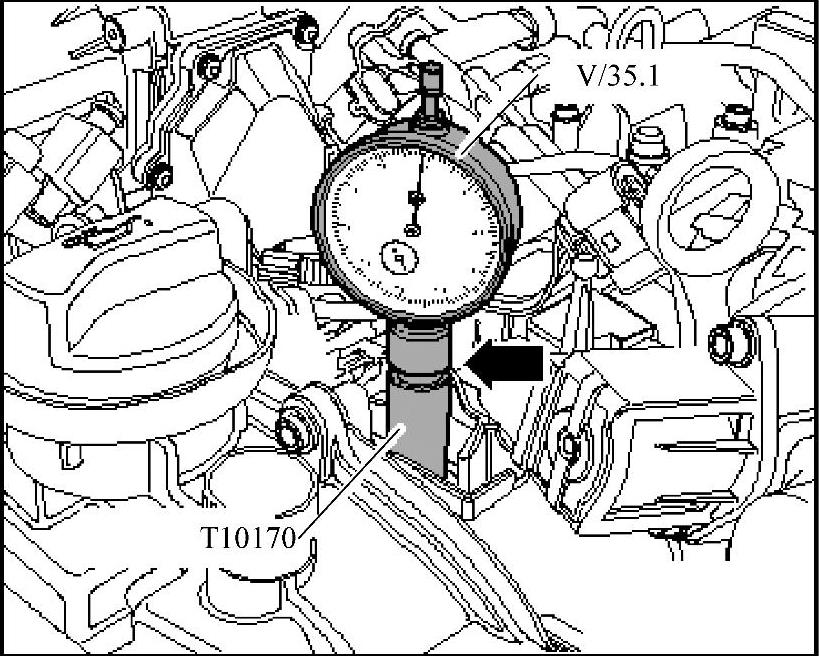
图1-70 安装百分表
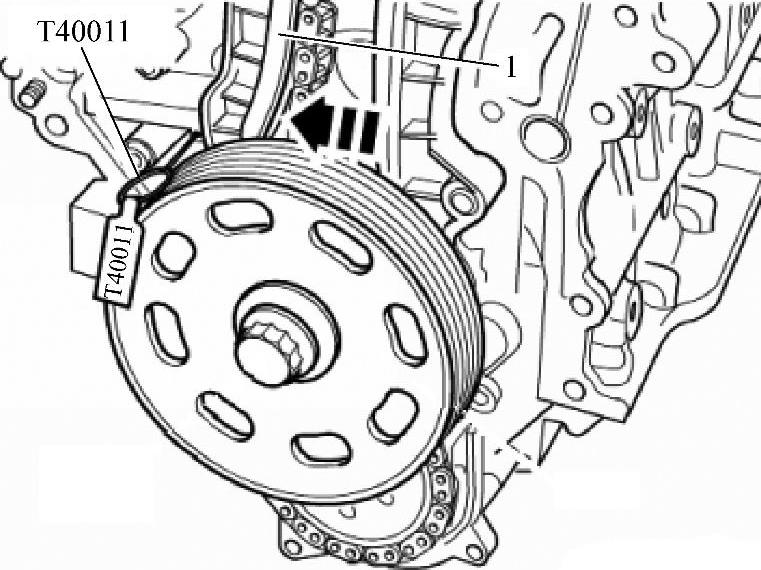
图1-71 固定张紧轨
步骤8)至11)的图示见图1-66。
8)使用彩色记号笔标记出正时链条3的旋转方向。凸轮轴调节器固定螺栓2是左旋螺纹。
9)使用定位扳手固定住排气凸轮轴正时齿轮5,旋出螺栓2和4并取下凸轮轴调节器1和正时链条3。
10)再次安装凸轮轴调节器1。
11)旋入螺栓2和4。使用定位扳手T10172固定螺栓2的拧紧力矩为:40N·m+继续旋转90°(1/4圈),固定螺栓4的拧紧力矩为:50N·m+继续旋转90°(1/4圈)。
步骤12)至13)的图示见图1-65。
12)转动进气和排气凸轮轴直到凸轮轴锁止器T10171A可以插入到凸轮轴孔中直到止位。
13)箭头1处的锁止销必须卡入箭头2处的孔中。必须可以从上面看到“TOP”(箭头3)。凸轮轴在转动时不能轴向推动。
14)将一个M6螺栓用手拧紧到凸轮轴锁止器上的孔中(但是不要拧紧),以固定凸轮轴锁止器T10171 A。
注意:凸轮轴锁止器T10171 A上有两个孔,适用于多种车型。
15)拆卸凸轮轴链轮螺栓。必须使用定位扳手T10172。凸轮轴锁止器T10171 A不能被用作反向固定工具。
16)拆下一个凸轮轴链轮。
17)把正时链条放在凸轮轴链轮上,注意链条的转动方向,并重新安装凸轮轴链轮。
18)旋入新的凸轮轴螺栓,保证凸轮轴链轮仍然可以相对于凸轮轴转动。
19)通过拆下销子T40011张紧正时链条。
20)沿发动机转动方向将曲轴转动到1缸的上止点。与气缸1上止点的允许偏差:±0.01mm。
如果曲轴转动超过上止点0.01mm,则将曲轴按发动机转动的相反方向转动45°。按照发动机运转方向转动曲轴直到第1缸的上止点。
21)从曲轴箱上旋开塞子。
22)将定位销T10340旋入曲轴箱到止位。
23)拧紧定位销T10340。拧紧力矩:30N·m。定位销T10340能够锁止曲轴,不让它按照发动机运转的方向转动。
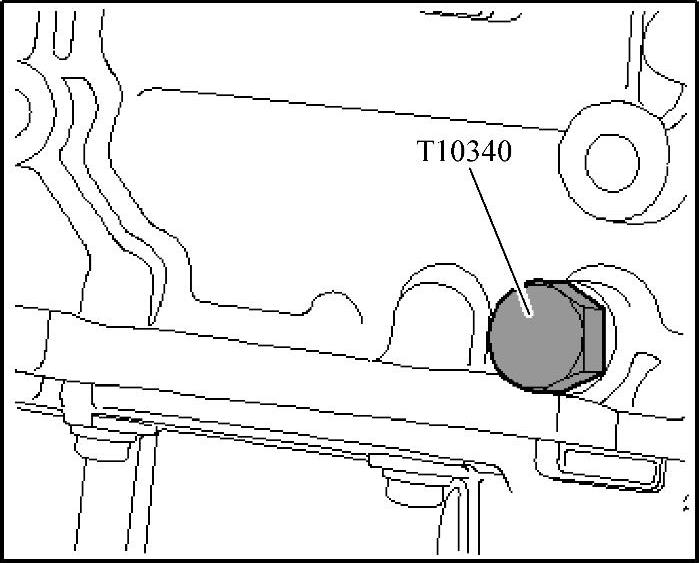
图1-72 安装曲轴定位销
24)用定位扳手T10172固定住排气凸轮轴5,拧紧螺栓2(左旋螺纹)到40N·m,把螺栓4拧紧到50N·m。在拧紧凸轮轴螺栓时,不得转动曲轴,正时链条3必须保持两侧张紧。部件图示见图1-66。
25)拆卸凸轮轴锁止器T10171 A。
26)从曲轴箱上旋出定位销T10340。
27)按照发动机运转方向转动曲轴直到第1缸的上止点。与第1缸上止点的允许偏差:±0.01mm。
28)将凸轮轴锁止器T10171 A插入到凸轮轴孔中直到止位。
29)如果不能安装凸轮轴锁止器T10171 A。重复进行调整。
30)如果能安装凸轮轴锁止器T10171 A。将定位销T10340旋入曲轴箱到止位。拧紧定位销T10340,拧紧力矩:30N·m。拆卸凸轮轴锁止器T10171 A,用定位扳手T10172把持住排气凸轮轴链轮并用扳手将螺栓2(左旋螺纹)和螺栓4继续旋转90°(1/4圈)。部件图示见图1-66。
提示:在拧紧时凸轮轴链轮不能在凸轮轴上转动。其余的安装以拆卸的相反顺序进行,安装过程中要注意下列事项:定位销T10340保持在曲轴箱内直到安装好曲轴带轮。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。