



1.火焰矫正原理
火焰矫正就是对变形的钢材用火焰局部加热的方法进行矫正。火焰矫正的原理如下。
要点
采用火焰对钢材的变形部位进行局部加热,利用钢材热胀冷缩的特点,使加热部分的纤维膨胀,而周围未加热部分温度低,使膨胀受到阻碍,产生压缩塑性变形,冷却后纤维缩短,使纤维长度趋于一致,从而使变形得以矫正。
2.决定火焰矫正效果的因素
(1)火焰加热的方式
①点状加热。加热区域为一定直径范围的圆圈状点,称为点状加热。
要点
矫正时可根据工件变形情况,加热一点或多点,多点加热常用梅花式,加热点直径一般不小于15mm(厚板适当大些)。
变形量大时,加热点距要小(一般为50~100mm),如图6-78a所示。
②线状加热。加热时火焰沿直线方向移动,也可同时作适当的横向摆动,称为线状加热。
要点
加热线的横向收缩大于纵向收缩,收缩量随加热线宽度的增加而增加。
加热线的宽度一般为钢材厚度的0.5~2倍。
线状加热一般用于变形较大的工件。它有直线加热、链状加热、带状加热三种,如图6-78b所示。
③三角形加热。加热区域呈三角形的称为三角形加热,如图6-78c所示。
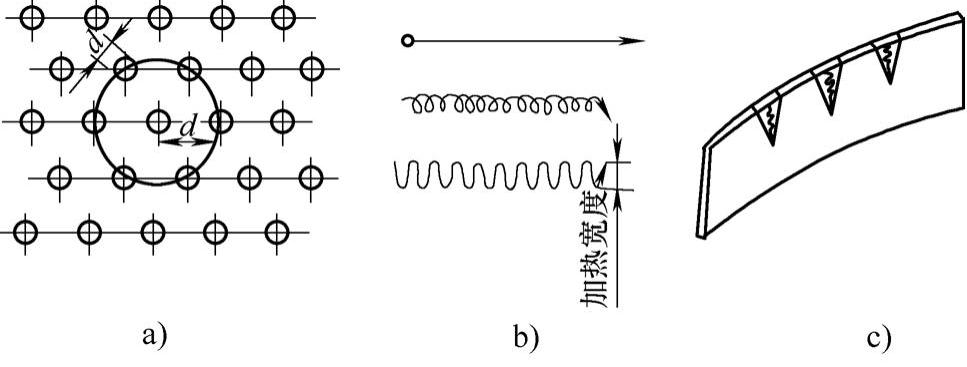
图6-78 火焰加热的方式(https://www.xing528.com)
a)点状加热 b)线状加热 c)三角形加热
火焰加热方式、适用范围及加热要点见表6-1。
表6-1 火焰加热方式、适用范围及加热要点
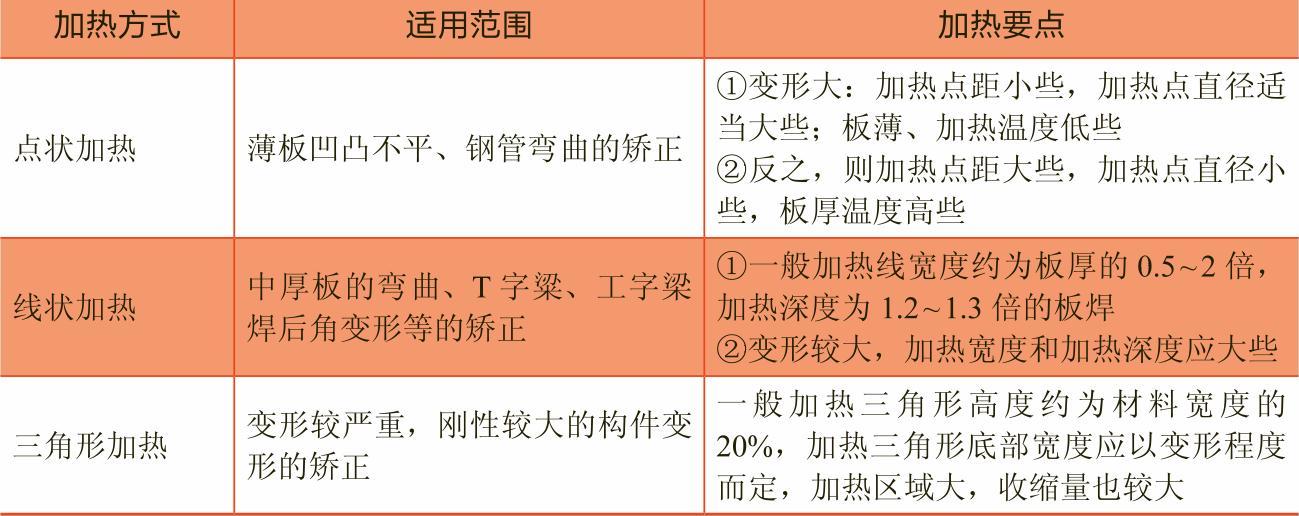

图6-79 火焰加热的位置
2)火焰加热的位置(图6-79)。应选择在金属纤维较长的部位或凸出部位。
3)火焰加热的温度。矫正时加热温度应控制在600~800℃。低碳钢不大于850℃;厚钢板和变形较大的工件,加热温度为700~850℃,加热速度要缓慢;薄钢板和变形小的工件,加热温度为600~700℃,加热速度要快。
要点
为了提高矫正效率和质量,还可以施加外力或在加热后用水急冷加热区,以加速金属的收缩,提高矫正效率。但对厚钢板(8mm以上),不能用水急冷,以防止较大的内应力产生裂纹;对具有淬硬倾向的材料也不宜采用。
3.薄钢板及型钢变形的火焰矫正要点
薄钢板及型钢变形的火焰矫正要点见表6-2。
表6-2 薄钢板及型钢变形的火焰矫正要点

(续)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。