



客车的顶盖蒙皮由于不在可视范围内,故对其平整度要求不高,其重点是减重和毛边处理。
减重是因为顶盖蒙皮面积大,减重效果明显。毛边处理则是关系到防腐和防漏问题。
减重与毛边问题都与材料息息相关,顶盖蒙皮常用的材料有钢板、玻璃钢和铝板三种。
顶盖蒙皮用的钢板最常见的是0.8mm或1.0mm的冷轧镀锌钢板。
镀锌板顶蒙皮通常是分成三块的,即两侧板和中板,三者采用搭接结构。两侧板需预先加工成型、中板则是平板卷料。很少见有顶蒙皮采用整张钢板成型的,有两方面原因限制了整体顶蒙皮的使用:一是如此大面积的板材成型很困难,二是整体成型顶蒙皮与顶骨架的误差会严重影响二者的装配效果。
对于三块式顶蒙皮的设计,必须注意两方面的问题:中板与侧边板的搭接和侧边板与侧窗玻璃之间的结构关系。
(1)中板与侧边板的搭接 图3-41反映的是钢板顶蒙皮的一般结构,设计中应注意以下两点:
①为了防水,中板是一定要压在侧板之上的,这也是常识。它们共同带胶点焊在纵梁之上,以保证防水。另外,为了顶蒙皮的平整度,中板蒙皮也要经过涨拉,有条件的能辊压成筋板则会更好。
②中板蒙皮的宽度是由这样两个因素决定的,一是目前钢厂提供的卷板宽度一般是不超过1500mm的,二是内饰中顶板的宽度及内行李架固定点的位置。综合考虑这些因素就是为了合并顶纵梁以达到减重的目的。
(2)侧边板与侧窗玻璃之间的结构关系 在图3-41中的Ⅱ处放大的位置,我们给出了如图3-42所示的四种结构形式。其实本书的内容写到此,我们早已有了评价骨架或蒙皮结构好与坏的标准,这就是骨架是否满足力流传递的连续性和蒙皮的结构是否不露毛边。依此标准评价图3-42中的四种结构如下:
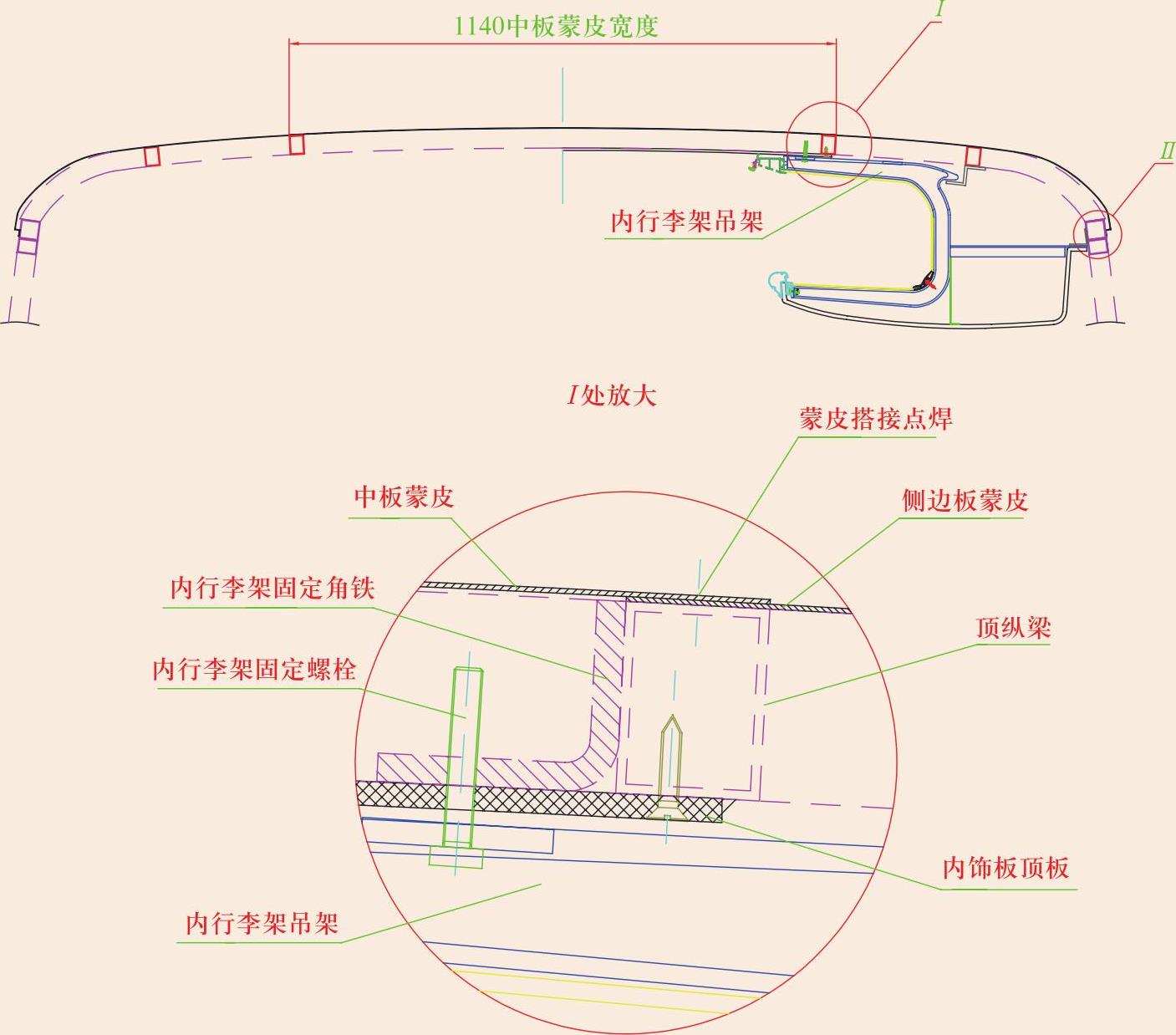
图3-41 钢板顶蒙皮的一般结构
结构a—好,骨架和蒙皮都满足评价标准,但顶盖侧蒙皮成型工艺复杂,需辊压成型。
结构b—好,骨架和蒙皮都满足评价标准,顶盖侧蒙皮成型工艺也简单,但必须加装装饰条,此时的装饰条也可改造成流水槽。
结构c—不好,骨架不满足评价标准,顶蒙皮成型7mm的折边也比较困难。
结构d—不好,骨架不满足评价标准,顶蒙皮露毛边,必须装流水槽来遮盖。
玻璃钢顶蒙皮有平板蒙皮和成型蒙皮两种。
平板玻璃钢顶蒙皮一般都是整幅的平板卷料,料厚为2~3mm,装配时靠顶骨架的弧度成型。这就要求顶骨架的弧度要尽可能平缓,只有这样,整张结构的板材才能不需预成型而靠顶骨架来直接成型并装配,这是一种典型的现场配装现象。图3-43是MAN公交的顶蒙皮胶粘结构,图3-44至图3-47是MAN公交顶蒙皮的现场施工照片,其车身结构与图3-43略有差异,即对应的是侧窗玻璃加大的造型。而图3-48则对应的是图3-43。
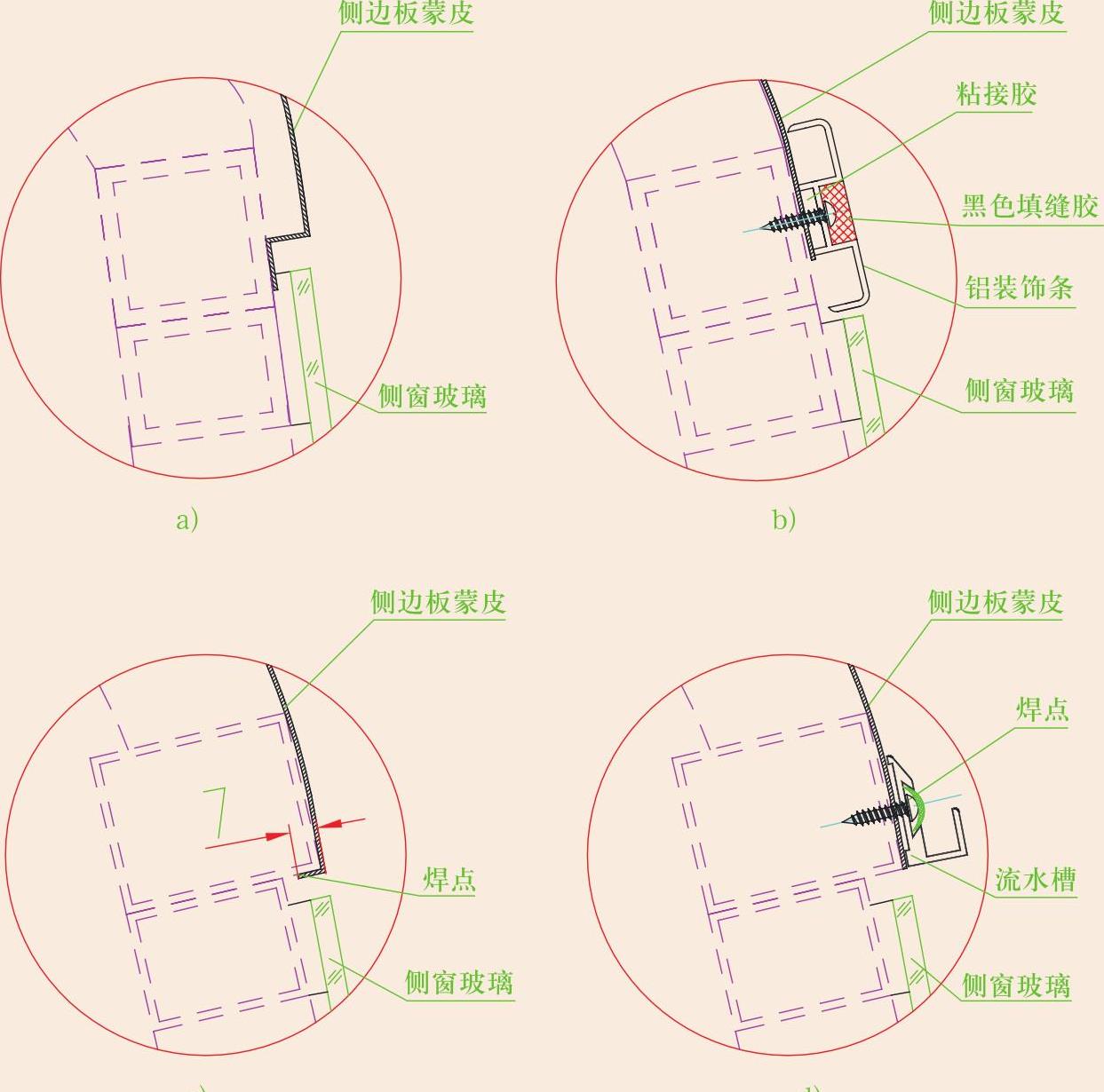
图3-42 侧边板与侧窗玻璃之间的结构关系
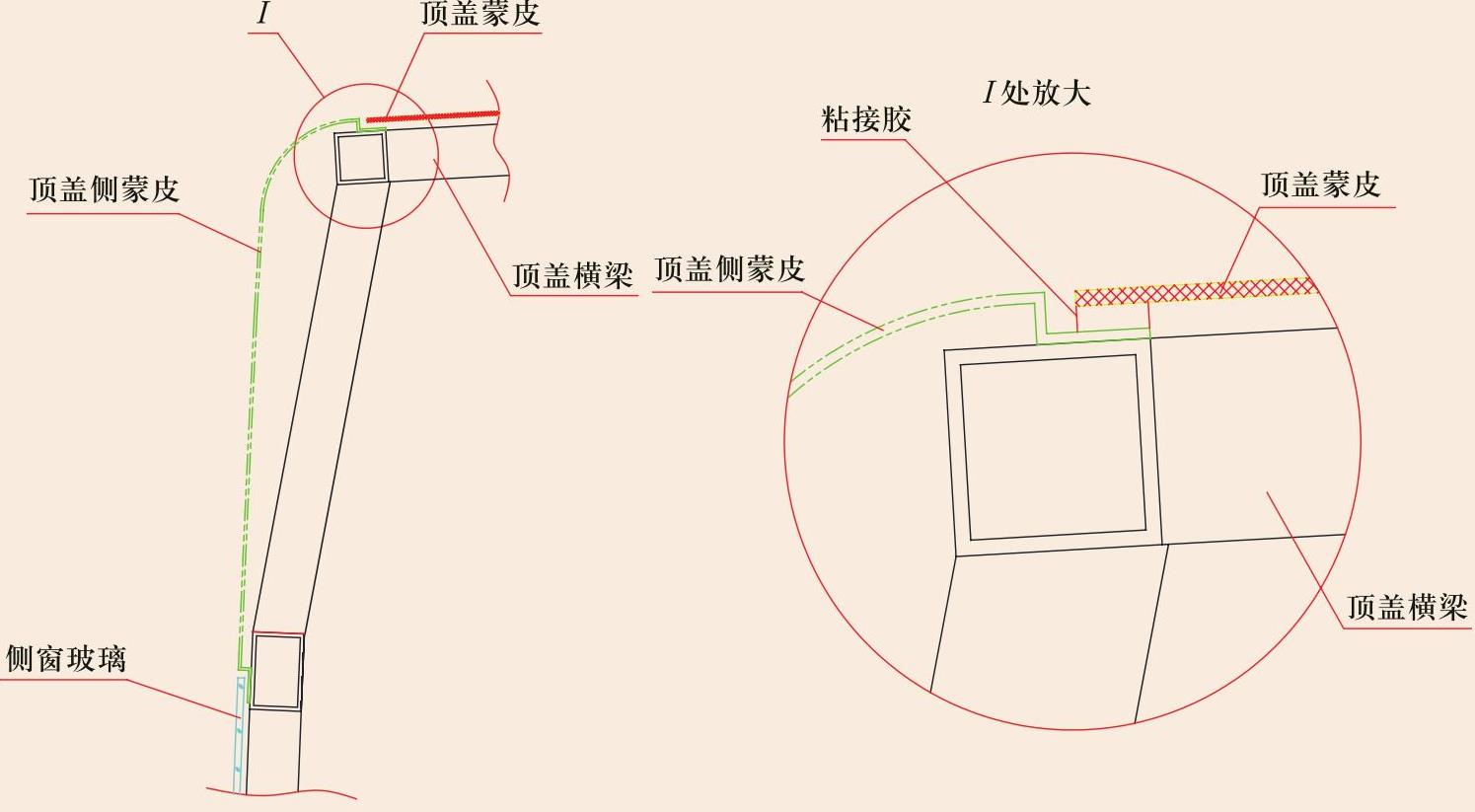
图3-43 MAN公交顶蒙皮粘接结构

图3-44 MAN公交顶蒙皮粘接过程(打胶)

图3-45 MAN公交顶蒙皮粘接过程(安装缓冲垫)

图3-46 MAN公交顶蒙皮粘接过程(铺蒙皮板)
 (https://www.xing528.com)
(https://www.xing528.com)
图3-47 MAN公交顶蒙皮粘接过程(粘接完成)

图3-48 MAN公交的顶蒙皮胶粘状态
图3-49则是BENZ的TOURISMO顶蒙皮结构,其顶蒙皮侧围之间采用了辊压件型材,顶盖弧度做得很平缓,这样其顶蒙皮就能采用塑料板材粘接结构了。
图3-49 BENZ的TOURISMO顶蒙皮结构
玻璃钢蒙皮减重效果明显,以12m车长为例,采用2mm厚玻璃钢板材时,可减重约100kg。
成型顶蒙皮则是一张蒙皮将顶侧弧度全部带出,图3-50所示为IVECO大巴玻璃钢顶蒙皮结构。
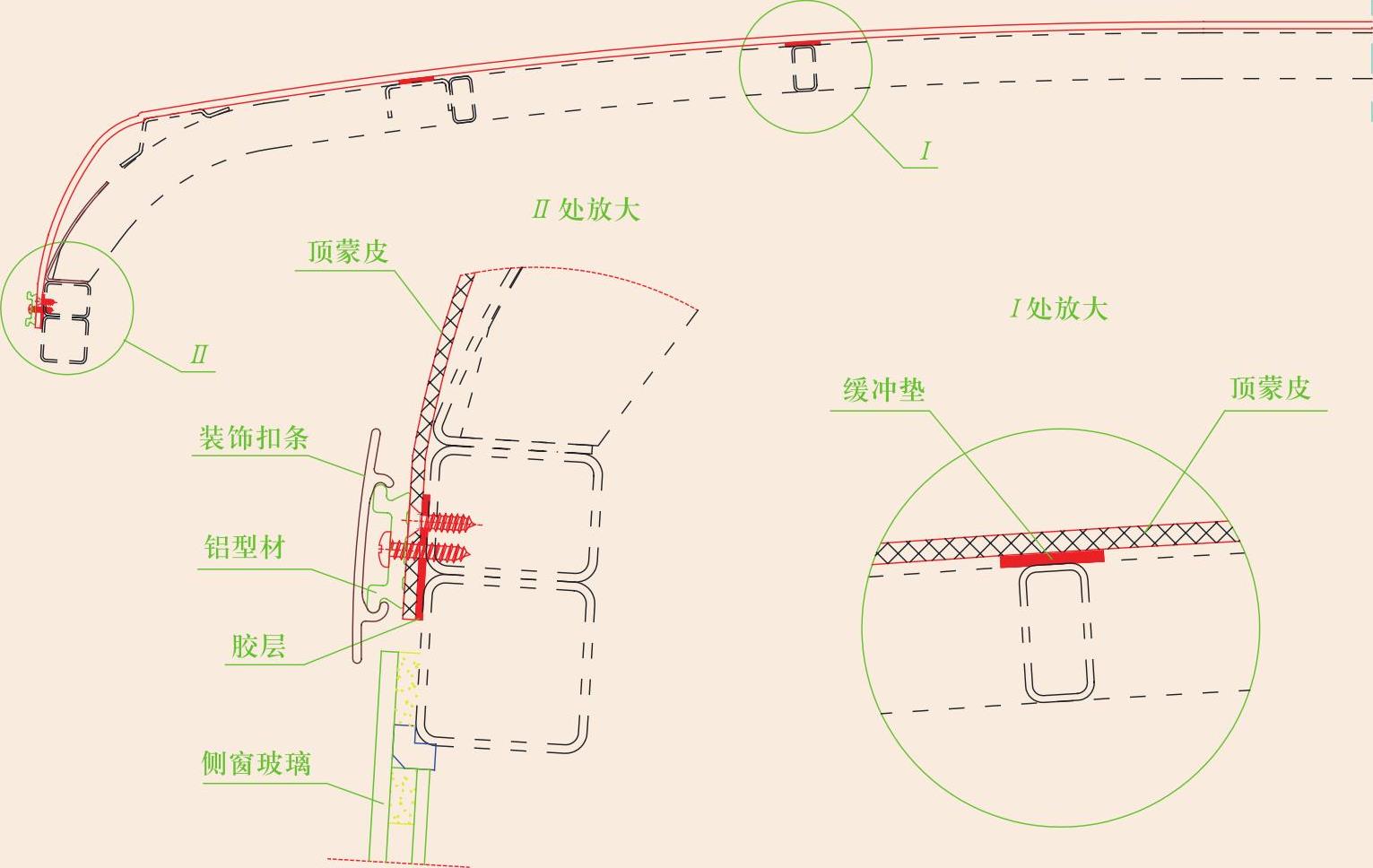
图3-50 IVECO大巴玻璃钢顶蒙皮结构
铝板蒙皮常见于全铝车身,图3-51是全铝车身的顶盖铝蒙皮的两种安装结构:一种是粘接的,另一种是铆接的。粘接的铝蒙皮,其结构和原理同塑料蒙皮,铆接结构的则在铆接后必须用密封胶盖住铆钉以解决防水问题。图3-52是顶盖铝蒙皮的铆接安装结构,图3-53是顶盖铆接铝蒙皮的密封胶结构。
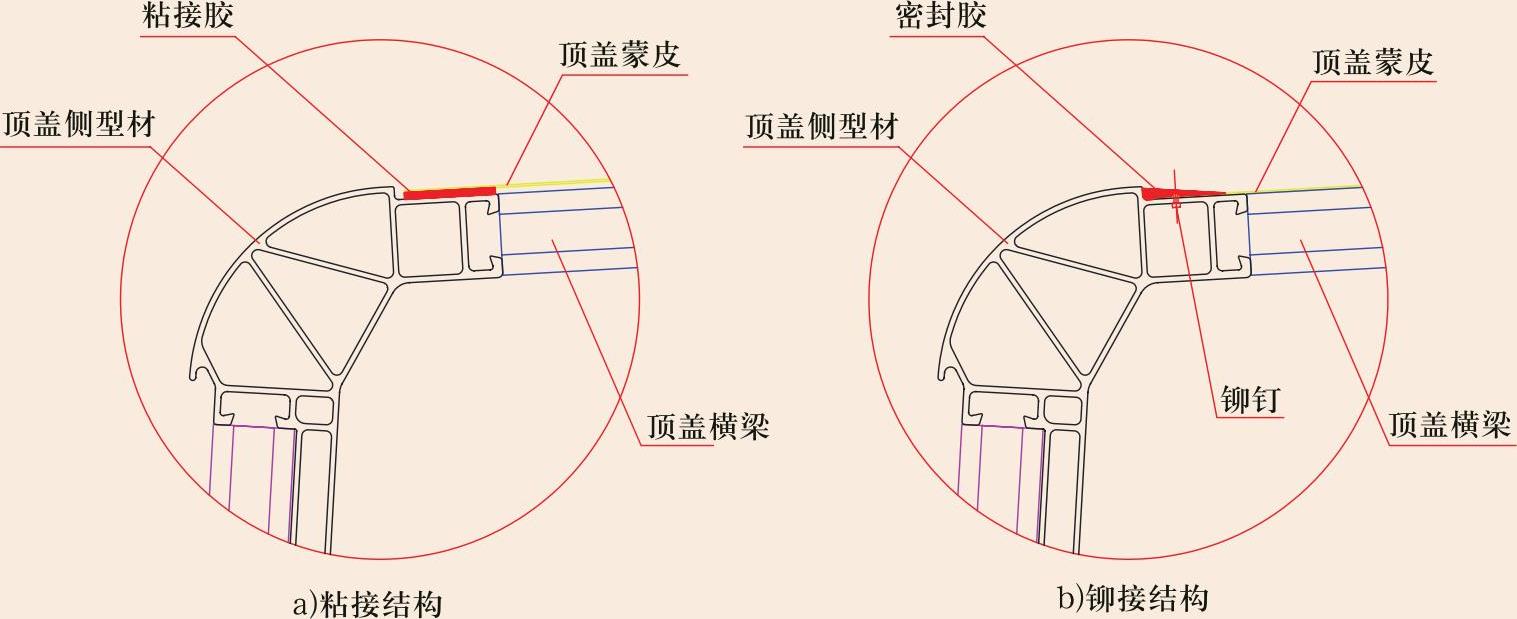
图3-51 顶盖铝蒙皮的两种安装结构

图3-52 顶盖铝蒙皮的铆接安装结构
铝蒙皮既可用于全铝车身,也可用于钢结构车身。
用于钢车身时减重效果明显,以12m车长为例,采用1mm厚铝板材时,也可减重约100kg。
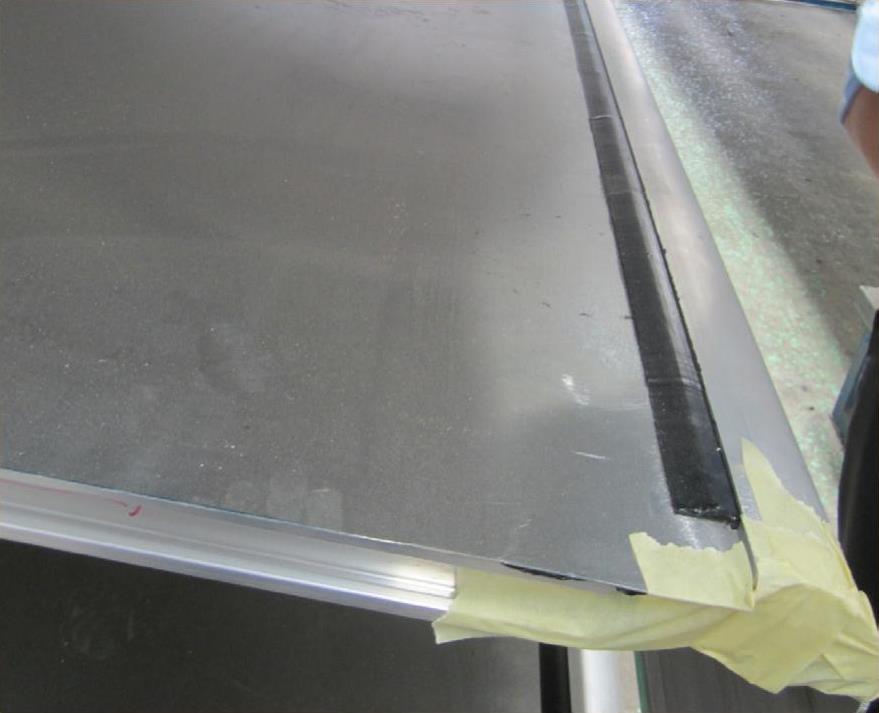
图3-53 顶盖铆接铝蒙皮的密封胶结构
最后说说顶蒙皮的前后两端的处理方式。
以顶蒙皮为钢蒙皮为例:
①前后围是钣金蒙皮时,目前通用的做法是钣金对焊并磨平,最后刮腻子。
②前后围是玻璃钢时,目前常见的做法是用树脂和玻纤布在现场将对接缝糊住,最后再磨平、刮腻子。
但最合理的方式是做出结构缝、缝内打密封胶,此时顶蒙皮与前后围玻璃钢在对缝处都不是毛边,而是预留了胶槽,在胶槽内打填缝胶即可,例如,图3-54所示的胶槽结构是最好的处理方式。
这种方法仅限于前后围是玻璃钢材料,对于钣金的前后围则无法实现,原因是钣金件不易做出胶槽的沉台,从这点也可看出玻璃钢前后围比钣金的合理。
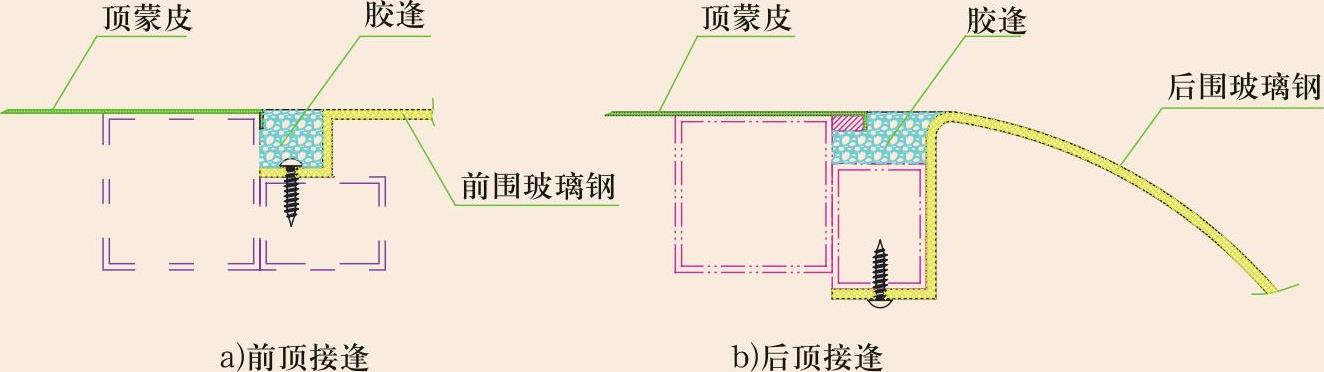
图3—54 顶蒙皮与前后围玻璃铡的胶槽结构
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。