



在Pro/NC模块数控仿真加工中,软件系统会生成刀具运动轨迹文件,即刀位数据文件(CL文件)。但是数控机床不能直接识别此类代码,所以必须将这种数据文件转换成机床能读取的G代码。Pro/NC模块的后置处理工作即为该转换过程,具体步骤如下。
1)选择“NC序列”菜单中的“完成序列”,系统返回“制造”菜单。
2)选择“制造”菜单中的“CL数据”,系统打开“CL数据”菜单。选择“输出”,系统打开“输出”菜单和“选取特征”菜单,如图8-23所示。
3)选择“NC序列”,并选择“NC序列列表”中的“OP010”序列,如图8-23所示,系统打开“轨迹”菜单。
4)选择“轨迹”菜单中的“文件”,系统打开图8-24所示的“输出类型”菜单。勾选“CL文件”以输出刀具轨迹文件,勾选“交互”以输出交互式文件,同时勾选“MCD文件”。
5)单击“完成”,即可输出文件,同时弹出图8-25所示的“保存副本”对话框,CL文件扩展名为“.ncl”。
后置处理时系统弹出“后置期处理选项”菜单(见图8-26),使用默认,单击“完成”。系统弹出“后置期处理列表”菜单,根据具体的机床选择代码的后置处理类型,即可生成NC代码。
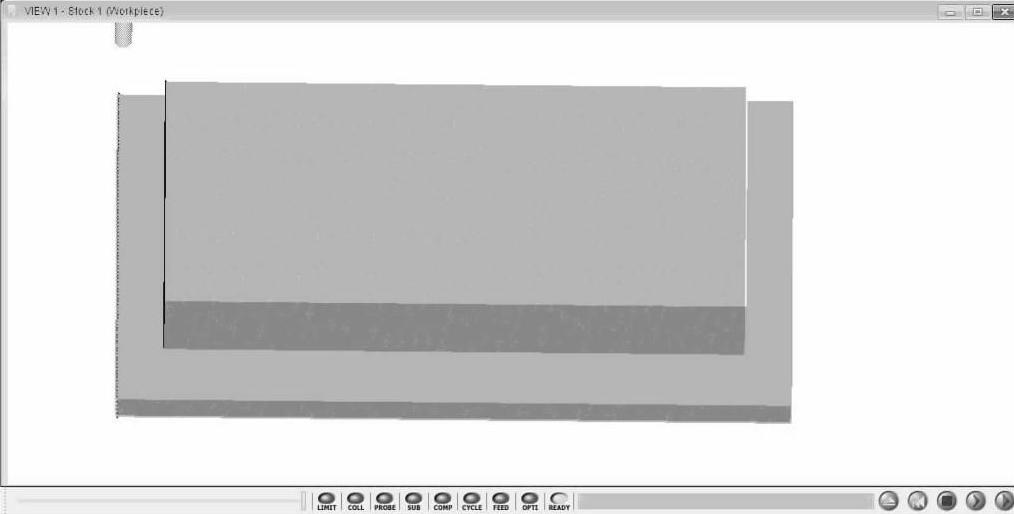
图8-21 底面VERICUT仿真
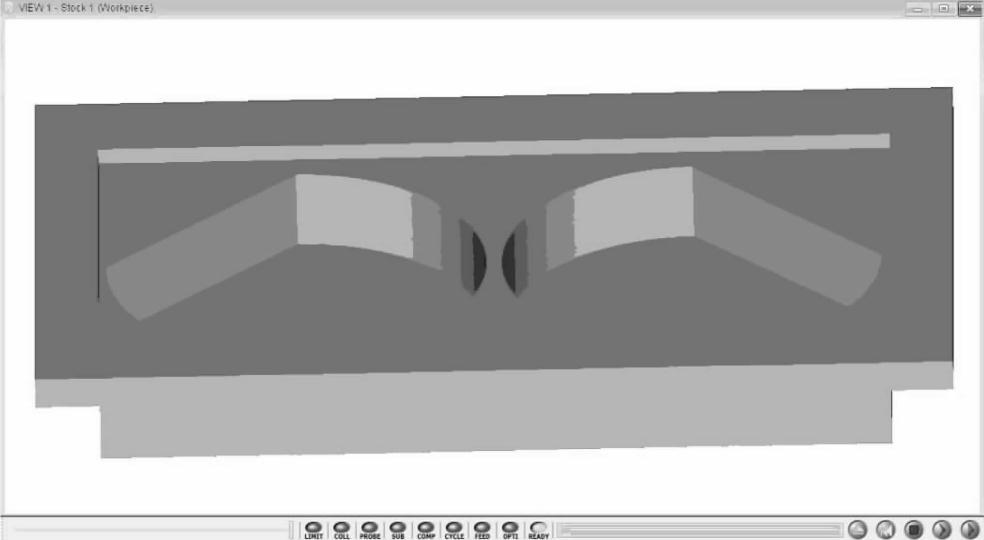
图8-22 完成VERICUT仿真

图8-23 生成CL数据

图8-24 输出类型设置
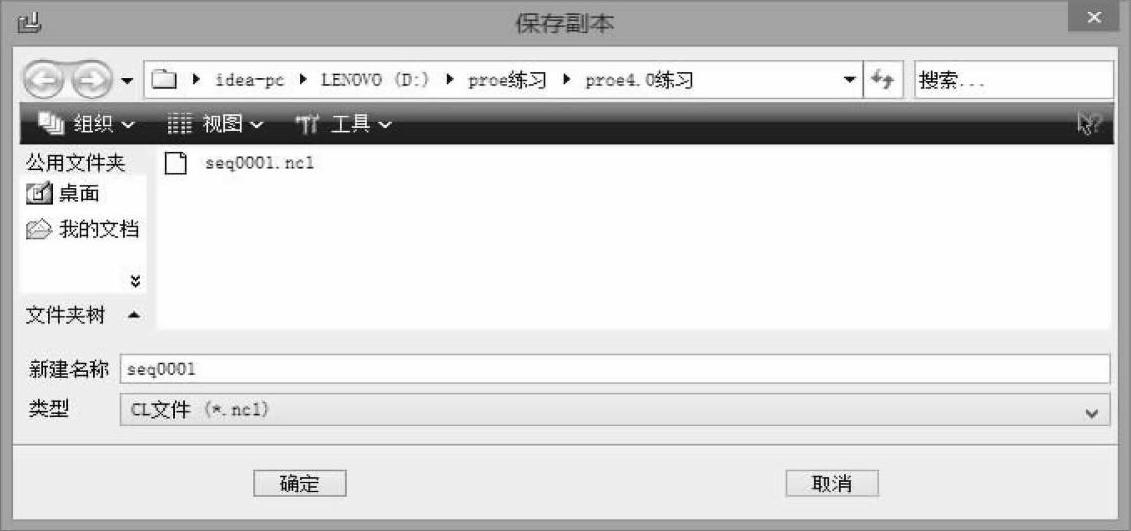
图8-25 “保存副本”对话框
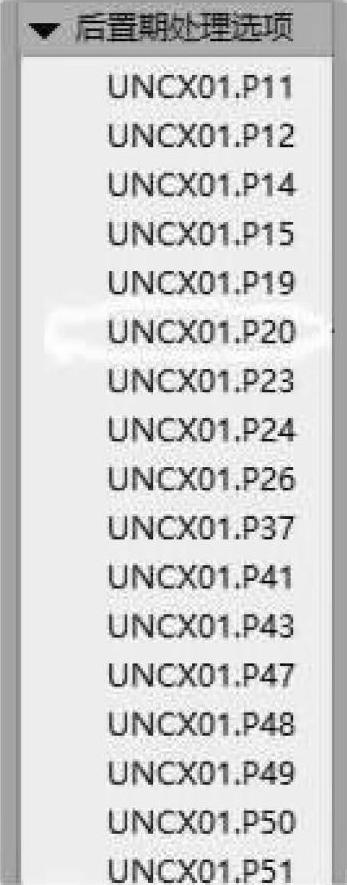
图8-26 “后置期处理选项”菜单
6)生成铣削表面矩形体积块的部分G代码如下,走刀路径如图8-27所示。
N0010 M03 S500 (主轴正转,转速500r/min)
N0020 G01 G43 X-492.Y-272. Z10.F500.H01 (刀具在高度方向上距原点10mm处,沿直线从原点O工进到点A,进给量500mm/min,刀具长度补偿为正补偿)
N0030 Z-1.5 (延Z轴下刀至-1.5mm处)
N0040 X492. (刀具沿X轴直线工进到B点)(https://www.xing528.com)
N0050 Y232. (刀具沿Y轴直线工进到C点)
N0060 X-492. (刀具沿X轴直线工进到D点)
N0070 Y-264. (刀具沿Y轴直线工进到E点)
N0080 X492. (刀具沿X轴直线工进到F点)
┇
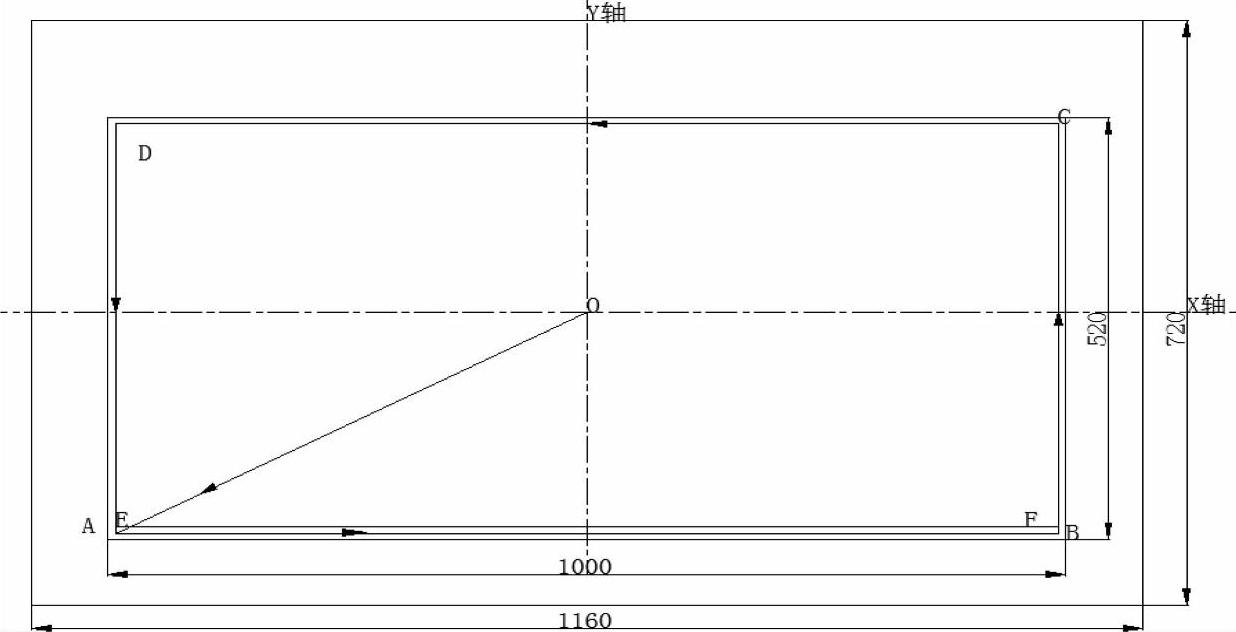
图8-27 矩形体积块的走刀轨迹
铣削槽型体积块的部分G代码如下,其走刀路径如图8-28所示。
N0010 G01 G43 X-481.968 Y-36.154 Z10.F500.H01 (刀具在高度方向上距原点10mm处,沿直线从原点O工进到点A,进给量为500mm/min,刀具长度补偿为正补偿)
N0020 Z-21.5 (沿Z轴下刀至-21.5mm处)
N0030 G03 X-246.78 Y191.978 I231.968 J-3.846 F100. (刀具沿逆圓弧方向从A点工进到B点,进给速度为100mm/min)
N0040 G01 X-481.968 Y-36.154 F500. (直线沿直线从B点工进到A点,进给速度为500mm/min)
N0050 X-246.78 Y191.978 (继续直线进给,从A点铣削到B点,进给速度保持不变)
N0060 Z10.F100. (刀具沿Z轴上升到Z=10mm处,进给速度为100mm/min)
N0070 X-246.78 F500. (刀具沿X方向工进,进给速度为500mm/min)
N0080 Z-21.5 (沿Z轴下降至Z=-21.5mm处)
N0090 X-246.78 (刀具沿X方向工进,进给速度不变)
N0100 X-255.028 Y183.977(刀具从B点直线进给到C点)
N0110 X-189.517 (刀具从C点直线进给到D点)
N0120 G02 X-165.278 Y175.977 I-60.483 J-223.977 F100. (刀具从D点沿顺时针方向工进到E点)
┇
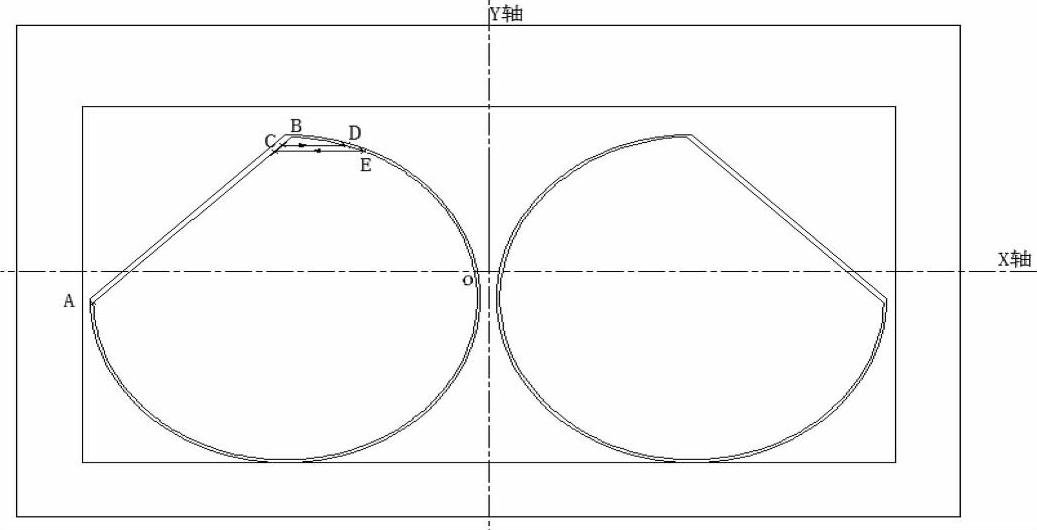
图8-28 槽型体积块的走刀轨迹
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。