



1.气门
①气门的拆装。拆装气门时,必须先使用专用气门拆装钳压缩气门弹簧,图3-17所示为几种拆装气门的方法,然后拆下或装上气门锁片或锁销,并慢慢放松气门弹簧即可。
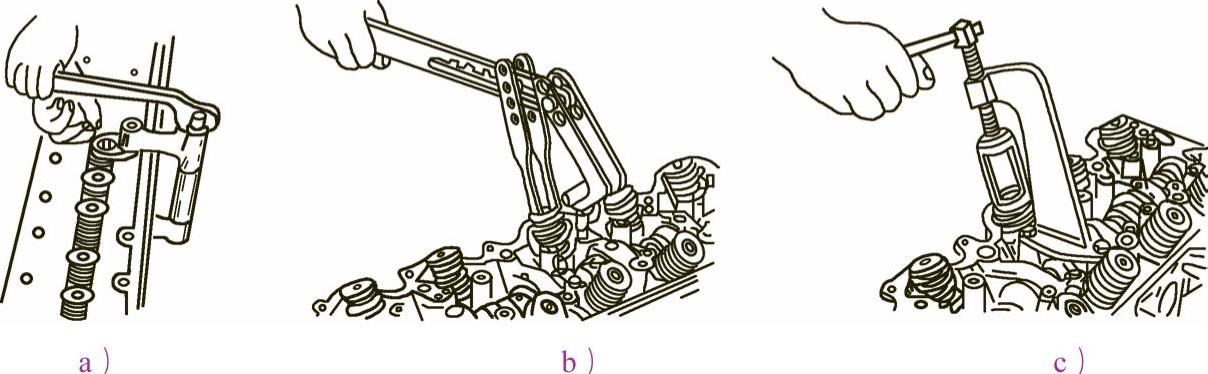
图3-17 几种拆装气门的方法
维修提示:
●拆下的气门,必须做好标记开按顺序拦放,以免破坏气门与气门座及气门导管的配合。气门锁片或锁销很小,应注意不要丢失。
②气门杆弯曲的检查与修理。气门杆弯曲变形可按图3-18所示进行检查,若弯曲变形超过允许极限,应校正或更换气门。
维修提示:
●气门杆弯曲校正应在压床上进行冷压校正,方法是使弯曲拱面向上,用压床使其产生反变形,校压量一般为实际弯曲变形量的lo倍,保持2mm。气门杆的弯曲变形量用直线度误差表示,一般应不大于0.03mm。
③气门磨损和烧蚀的检查与修理。如图3-19所示,气门磨损情况可通过测量气门头部厚度、气门头部直径、气门总长度和气门杆直径等的相关尺寸进行检查,若测得尺寸不符合规定,应更换气门。
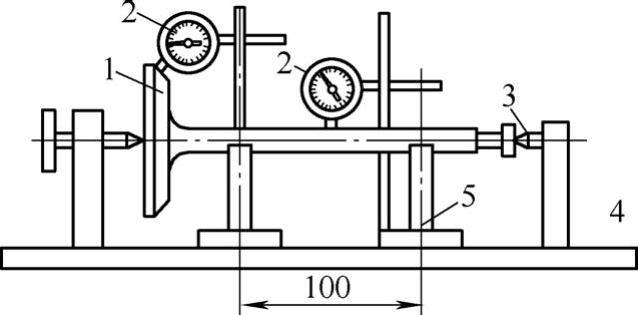
图3-18 气门杆弯曲的检查
1—气门 2—百分表 3—顶尖 4—平板 5—V形架
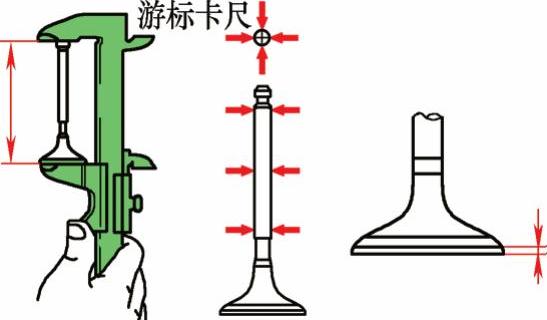
图3-19 气门的检测
维修提示:
●气门密封锥面有轻微斑痕、沟槽或烧蚀,可在专用气门光磨机上进行l光磨修理。修理后的气门尺寸应符合规定,修理气门后还应铰修气门座,并进行气门研磨。气门密封锥面斑痕、沟槽或烧蚀严重时,应更换气门。
2.气门座
①气门座的铰修。发动机工作时,气门座承受高温和气门落座时的冲击,经常出现工作锥面烧蚀、变宽或与气门接触环带断线等故障,一般可通过铰削和研磨进行修理。
气门座的铰削通常用气门座铰刀进行手工加工。气门座铰刀由多只不同直径、不同锥角的铰刀组成,如图3-20所示。
气门座一般应先粗铰后精铰,铰削方法如下:
a.修理气门座前,应检查气门导管,若不符合要求应先更换或修理气门导管,以便保证气门座与气门导管的中心线重合。
b.按气门头部直径和气门座各锥面角度选择一组合适的气门座铰刀。按气门导管内径选择合适的气门座铰刀杆,铰刀杆插入气门导管应转动灵活而不松旷。
c.先用45°(或30°)的粗铰刀加工气门座工作锥面,直到全部露出金属光泽。
维修提示:
●铰削时,两手握住手柄垂直向下用力,并只作顺时针方向转动,不允许倒转或只在小范围内转动,如图3-21所示。

图3-20 气门座铰刀
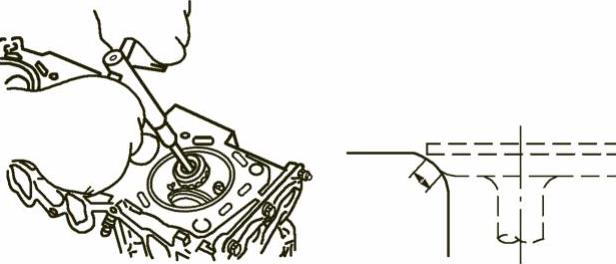
图3-21 气门座的铰削
d.用修理好的气门或新气门进行试配,根据气门密封锥面接触环带的位置和宽度进行铰削修正。若接触环带偏向气门杆部,应用75°的铰刀修正;若接触环带偏向气门顶部,应用15°的铰刀修正。
维修提示:
●铰削好的气门座工作面宽度应符合规定,接触环带应处在气门密封锥面中部偏气门顶的位置。
e.最后用45°的细铰刀精铰气门座工作锥面,并在铰刀下面垫上细砂布修磨。
②气门与气门座的研磨。气门座铰削好后,应在气门与气门座之间涂上少许研磨膏进行研磨,以保证气门与气门座的密封性。维修提示:
●气门与气门座的密封性可用画线法进行检查,即用软铅笔在气门密封锥面上每隔10mm画一条线,将气门装入气门导管,用手将气门与气门座压紧并往复转动1/4圈,然后取下气门检查,若所有画线均被切断,说明气门与气门座密封良好,否则应继续研磨。
③气门座圈的更换。气门座损坏、严重烧蚀、松动或下沉2mm(指测量的气门顶部下沉量)以上,应更换气门座圈。若气门座是在气缸盖上直接加工的,则必须更换气缸盖。
维修提示:(https://www.xing528.com)
●更换气门座圈时,对铝合金气缸盖不可用撬动方法拆卸旧气门座圈,可用镗削加工方法将旧气门座圈镗削到只剩一薄层,就可很容易地拆下旧气门座圈;也可将一合适的旧气门焊接到旧气门座圈上,然后敲击气门杆拆下旧气门座圈。安装新座圈前,应对座孔加工,使新气门座圈与座孔的过盈配合量为0.08~0.12mm。安装新座圈时,应将气门座圈放在固体二氧化碳(干冰)或液态氮中冷却使其冷缩,然后再将气门座圈敲入座孔。
3.气门导管
(1)气门导管磨损的检查与修理 气门导管磨损后会使其与气门杆的配合间隙增大,导致气门工作时摆动,关闭不严。
气门导管的磨损情况可通过测量气门导管与气门杆配合间隙间接检查。配合间隙的检查有两种方法:一种是按图3-22所示,直接测量气门导管内径和气门杆直径,并计算其配合间隙;另外一种是先把气门安装在气门导管内,再将气门提起10~15mm(相对气缸盖平面),然后用百分表测量气门头部的摆动量。
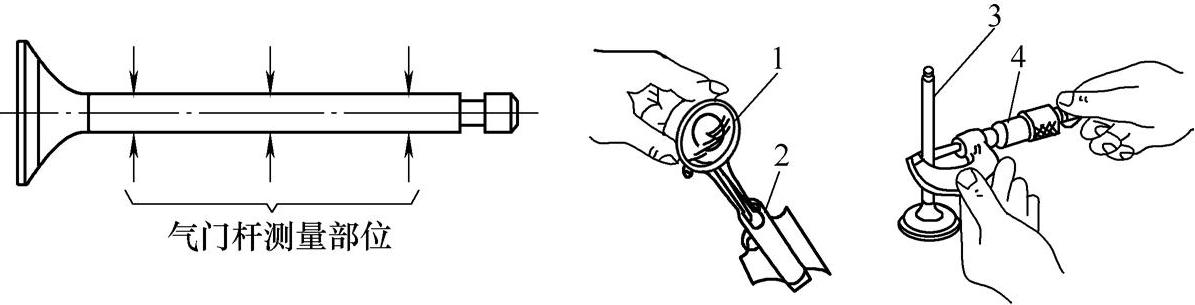
图3-22 气门杆和气门导管直径的测量
1—内径百分表 2—气门导管 3—气门杆 4—千分尺
维修提示:
●气门导管与气门杆配合间隙若超过允许极限时,可换用一个新气门重新进行检查,根据测量结果视情况确定更换气门或气门导管,必要时两者一起更换。
(2)更换气门导管 如图3-23所示,更换气门导管时,应用冲子和锤子将气门导管按规定方向(一般为气缸盖上方)拆出旧气门导管;如果旧气门导管装有限位卡环,拆缷前应先将其露出气门导管孔的部分敲断。
维修提示:
●对于铝合金气缸盖,拆卸旧气门导管前还应加热气缸盖,以免气缸盖裂损。
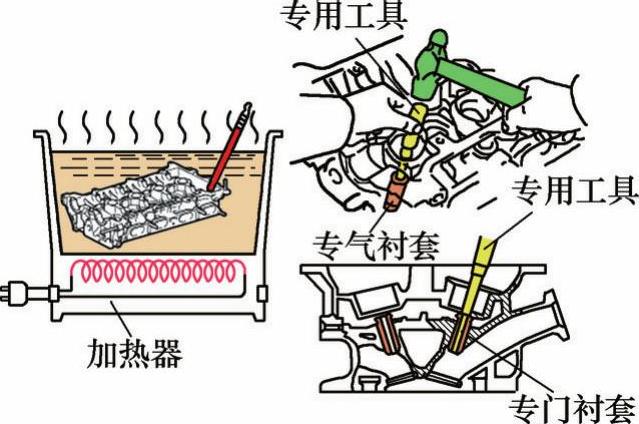
图3-23 更换气门导管
拆下旧气门导管后,应根据新导管外径适当铰削气门导管孔,使气门导管与气门导管孔有适当的过盈量,一般为0.015~0.065mm。
安装新气门导管前,应先用60~80℃的热水或喷灯加热气缸盖,然后用冲子和锤子将新气门导管敲入气门导管孔。气门导管伸出进、排气道的高度应符合规定,测量方法如图3-24所示。
维修提示:
●气门导管安装好后,应铰削气门导管内孔,使气门导管与气门杆配合间隙符合标准。
(3)更换气门油封 润滑油无泄漏而消耗异常,一般是活塞与气缸配合间隙过大或气门油封漏油所致。更换气门油封时,应使用专用工具安装气门油封,如图3-25所示。
维修提示:
●有些发动机进气门油封与排气门油封是不同的,安装时不能装错:
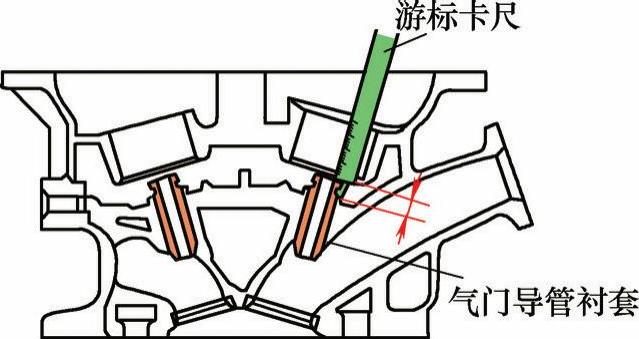
图3-24 气门导管衬套凸出高度测量
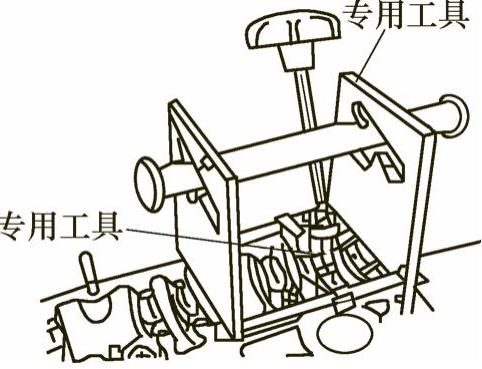
图3-25 气门油封的安装
4.气门弹簧
(1)气门弹簧的外观检查 气门弹簧常见故障是由于长期受压缩,产生塑性变形而导致自由长度变短、弹力减弱、簧身歪斜,严重时可能出现弹簧折断。对气门弹簧的检查主要是观察有无裂纹或折断、测量弹簧自由长度和垂直度、测量弹簧弹力。气门弹簧不能维修,必要时只能更换。
(2)气门弹簧自由长度的检查 气门弹簧的自由长度可用游标卡尺进行测量,如图3-26所示。
(3)气门弹簧垂直度的检查 如图3-27所示,气门弹簧的垂直度一般应不大于2.0mm。若气门弹簧的自由长度或垂直度不符合标准,应更换气门弹簧。
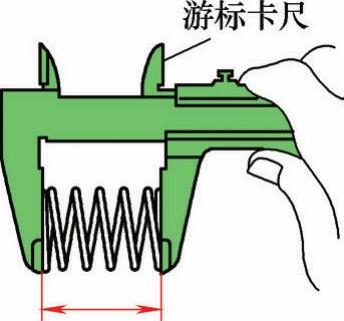
图3-26 气门弹簧自由长度的检查
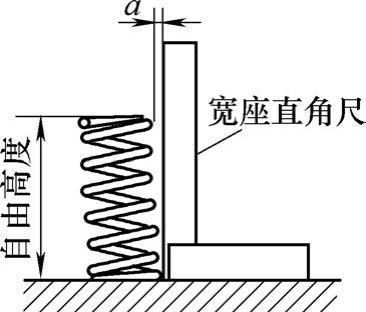
图3-27 气门弹簧垂直度的检查
(4)气门弹簧弹力的检查 气门弹簧的弹力应在专用弹簧检验仪上进行检查。如图3-28所示,用检验仪对气门弹簧施加压力,在规定压力下的气门弹簧高度(或规定气门弹簧高度下的压力)应符合标准,否则应更换气门弹簧。
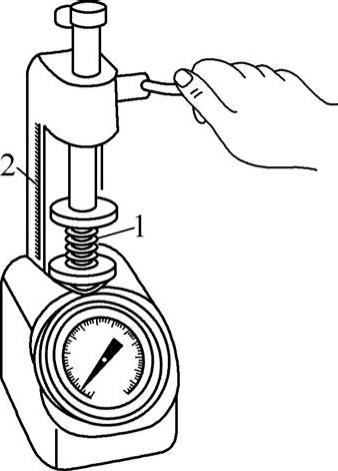
图3-28 气门弹簧弹力的检查
1—气门弹簧 2—弹簧检验仪
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。