



要点:
●活塞的常见故障是破损、烧蚀、磨损。活塞是易损零件,价格比较便宜,在汽车维修中一般不对活塞进行修理,而是直接更换。在更换新件前,应查明故障原因,并予以排除。
1.活塞
(1)活塞的清洁 活塞上的积炭主要沉积在活塞顶部,如图2-31所示。

图2-31 活塞的积炭
活塞顶部积炭可用刮刀清除,也可用电动钢丝刷进行清除,清除过程如图2-32所示。

图2-32 活塞顶部积炭的清除
若活塞环槽内有积炭,可用折断的旧活塞环磨制成合适的形状进行清除(图2-33),但应注意不要刮伤活塞环槽底部。

图2-33 活塞环槽积炭的清除
(2)活塞破损和烧蚀的检查与修理 拆出活塞后应检查其顶部有无异常,若有撞击造成的明显凹陷甚至是裂损,应及时查明故障原因,予以排除。发动机工作中,造成活塞受撞击损坏的原因一般是气门间隙过小、配气相位失准、气门弹簧折断等导致活塞与气门相撞,或维修时气缸内掉入异物。对受损的活塞,若其顶部虽有凹陷但无裂损,可继续使用,若发现有裂纹或孔洞必须更换新件。
破损的活塞如图2-34所示。

图2-34 破损的活塞
维修提示:
●活塞烧蚀呈现在活塞顶部,轻者有疏松状麻坑,重者有局部烧熔现象。活塞烧蚀主要是气缸内温度过高所引起的。烧蚀较轻的活塞,允许继续使用,烧蚀严重时必须更换。
(3)活塞环槽磨损的检查与修理 活塞环槽的磨损通常发生在高度方向上,第一道活塞环槽磨损最严重。活塞环槽磨损后使活塞环侧隙增大,如不及时修理或更换活塞,会导致发动机工作时烧机油和气缸压力下降等后果。
①活塞环侧隙的检查。活塞环侧隙是指活塞环与活塞环槽在高度方向上的配合间隙。如图2-35所示,测量时,将一新活塞环放入环槽,用塞尺测量环的侧隙。若更换新活塞环后侧隙过小,可将活塞环平放在细砂布上研磨;若侧隙过大,说明环槽磨损,应将活塞环与活塞一起更换。新装时侧隙一般为0.02~0.05mm,若间隙超过0.15mm,应更换活塞环。
②活塞环端隙的检查。如图2-36所示,将活塞环放入气缸,使其水平停放在距上平面15mm的气缸内,用塞尺进行测量,其磨损极限为1.00mm。

图2-35 测量活塞环的侧隙

图2-36 活塞环端隙的检查
(4)活塞刮伤的检查与修理 活塞刮伤一般都有明显的痕迹,轻度刮伤的活塞,如果不影响与气缸的配合间隙,允许用细砂布研磨后继续使用,刮伤严重的活塞必须更换,并根据下述情况查明故障原因。
①活塞裙部两侧同时出现刮伤,通常是新换活塞与气缸配合间隙过小所致。
②活塞裙部垂直活塞销方向的一侧刮伤,通常是怠速转速过低使气缸壁润滑不良或发动机长期大负荷工作,而导致活塞受侧压力较大的一侧刮伤。
③活塞裙部两侧销座处刮伤,通常是活塞销与座孔配合过紧,受热后沿活塞销方向膨胀量过大造成。
④活塞与气缸配合间隙过大,将会引起第一道环槽的上部磨损或刮伤。
⑤刮伤部位出现在一侧活塞销座的上方,通常是连杆变形造成。
(5)活塞的测量
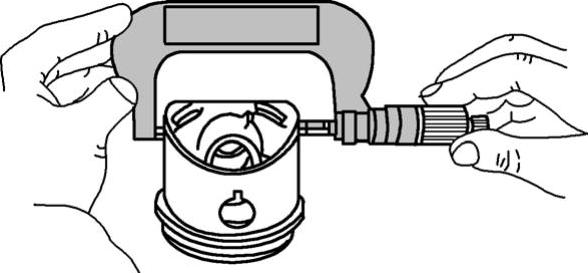
①检查活塞裙部的磨损。在与活塞销垂直的方向,用外径千分尺测量活塞裙部直径,如图2-37所示。若测量值超过极限值,在发动机大修时应更换全部活塞。
②活塞更换时,只能用质量等级和尺寸相同的产品更换,其一台发动机上同组活塞的质量差不得大于标准规定。
(6)活塞的拆装 发动机工作中,活塞与气缸进行了良好的自然磨合,在拆装时不允许各缸活塞互换。因此,从气缸内拆出活塞时,必须注意活塞顶部有无缸位标记,如果没有应作缸位标记。
维修提示:
●活塞的方向不要装错,活塞顶部有箭头或缺口等标记(图2-38)的通常应朝向发动机前方,裙部有膨胀槽的应朝向承受侧压力较小的一侧。
2.活塞环
(1)活塞环的拆装
①从活塞上拆装活塞环时应使用专用卡钳,如图2-39所示;若手工拆装活塞环时,应先用布包住活塞环开口端部,然后用两手拇指使活塞环开口张大。但应注意,不要使活塞环开口两端上下错开,以免活塞环变形或折断。
②安装非矩形断面的气环时,应注意活塞环端面上是否有“TOP”等标记,若有,有标记的一面应向上。内切口扭曲环的切口应向上,外切口扭曲环的切口应向下。活塞环若装反,会导致漏气和窜油。
 (https://www.xing528.com)
(https://www.xing528.com)
图2-37 活塞裙部的测量

图2-38 活塞连杆的装配标识
③组合式油环的安装顺序是衬簧、上刮油钢片、下刮油钢片,衬簧接头处不能重叠过多,安装后两刮油钢片开口应相对并与衬簧接头错开90°。
④活塞环开口方向的布置直接影响气缸的磨损和密封性,开口方向的布置形式很多,但最好按原车要求进行。常见的活塞环开口方向布置形式如图2-40所示。除全裙式活塞外,一般活塞环开口不应与活塞销对正,同时开口应尽量避开做功时活塞与气缸壁接触的一侧。

图2-39 活塞环的拆装
1—活塞环 2—活塞环卡钳

图2-40 活塞环的开口方向
1—活塞环 2—活塞 3—连杆 4—第一道气环的开口位置 5—油环的开口位置 6—活塞销轴线 7—第二道气环的开口位置
⑤在将活塞连杆组装配到气缸内时,如图2-41所示,应使用专用工具活塞环压缩器将活塞环压紧。再按图2-42所示的方法,用锤子的木柄将活塞连杆组安装到气缸筒里。

图2-41 用专用工具压缩活塞环

图2-42 向气缸内安装活塞连杆组
(2)活塞环的选配
①更换活塞环时,应选用与气缸和活塞同一修理尺寸级别的活塞环,同时还应检查其侧隙和开口间隙是否符合标准,以保证活塞环与环槽和气缸的良好配合。轿车活塞环侧隙一般为0.03~0.07mm,开口间隙为0.10~0.50mm。
②检查活塞环开口间隙时,将活塞环放入气缸内,使活塞倒置将活塞环推到气缸中部位置,然后用塞尺插入活塞环开口检查其间隙值,如图2-43所示。活塞环开口间隙过小,可进行锉修;活塞环开口间隙过大或有其他损坏,则必须更换。
3.活塞销
(1)活塞销的拆装 采用半浮式连接的活塞销,必须在压力机上拆卸或安装,在维修中若不更换活塞,就不必拆下活塞销。采用铝合金活塞时,活塞销在常温下与座孔为过渡配合,安装时先将活塞在温度为70~80℃的水中或油中加热,然后再将活塞销装入,如图2-44所示。

图2-43 活塞环开口间隙的测量

图2-44 安装活塞销
拆卸活塞销时,应将活塞和连杆按缸位摆放好,以免装错。
(2)活塞销与活塞销座孔的选配 发动机工作中,活塞销座孔一般比活塞销更容易磨损。活塞销座孔磨损后,因修理成本较高,一般都更换活塞,并同时更换活塞销和活塞环。
维修提示:
●更换活塞销时,活塞销应与活塞销座孔进行选配。采用半浮式连接的活塞销,将活塞放置在销座孔处于垂直方向的位置上,在常温下活塞销应能用手推缓缓通过活塞销座孔。采用全浮式连接的活塞销,在活塞加热到70~80℃时,应能用手掌心将涂有润滑油的活塞销推入座孔。若不符合上述要求,过松或过紧均应重新选配活塞销,对采用全浮式连接的活塞销,允许通过铰削或镗削活塞销座孔的方法达到配合要求。
4.连杆
(1)连杆的拆装
①连杆大头内孔是与连杆盖配对装合后加工的,而且连杆装配后的质量在出厂时都有较严格的控制,为此,连杆和连杆盖的组合不能装错,一般都刻有配对标记(常用数字),拆装时必须注意。
②连杆上的喷油孔和偏位连杆都有方向性,同时为保证连杆大头和连杆小头与配合件的配合位置,连杆的杆身上刻有朝前标记(图2-38),并在连杆大头侧面刻有缸位序号,装配时不可装反,也不可装错缸位。
③连杆螺栓必须根据不同发动机的要求按规定力矩拧紧。带开口销的,不可漏装开口销。
(2)连杆变形的检查和校正
①连杆变形主要是弯曲和扭曲,其主要危害是导致气缸、活塞和连杆轴承异常磨损。对采用全浮式连接的活塞销,连杆弯曲可能会引起活塞销卡环脱出。连杆变形量的检查必须使用专用的连杆检测仪器。
②检查连杆变形时,将连杆轴承盖装好,活塞销装入连杆小头,再将连杆大头固定在检测器的定心轴上,然后把三点式量规的V形槽贴紧活塞销,用塞尺测量检测器平面与量规指销之间的间隙。三点式量规有三个指销,上面一个下面两个,三个指销均与检测器平面接触,说明连杆无变形;若量规仅上面一个指销(或下面两个指销)与检测器平面有间隙,说明连杆有弯曲变形,如图2-45所示,间隙大小反映了连杆的弯曲程度;若量规下面的两个指销与检测器平面的间隙不同,说明连杆有扭曲变形,如图2-46所示,两指销的间隙差反映了连杆的扭曲程度;若上述两种情况并存,说明连杆即有弯曲变形,又有扭曲变形。连杆弯曲或扭曲超过其允许极限时,应进行校正或更换连杆。

图2-45 连杆弯曲的检查

图2-46 连杆扭曲的检查
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。