



当零件组成的构件变形较为复杂,并具有一定的结构刚度时,可按下列顺序进行矫正:
① 先矫正总体变形,后矫正局部变形。
② 先矫正主要变形,后矫正次要变形。
③ 先矫正下部变形,后矫正上部变形。
④ 先矫正主体构件,后矫正副件。
当钢构件发生弯曲或扭曲变形超过设计规定的范围时,必须进行矫正。常用的矫正方法有机械矫正法、火焰矫正法或混合矫正法等。
1.机械矫正
机械矫正法主要采用顶弯机、压力机矫正弯曲构件,亦可利用固定的反力架、液压式或螺旋式千斤顶等小型机械工具顶压矫正构件的变形。矫正时,将构件变形部位放在两支撑的空间处,对准凸出处加压,即可调直变形的构件。
2.火焰矫正
条形钢结构变形主要采用火焰矫正。其特点是时间短,收缩量大,其水平收缩方向是沿着弯曲的一面按水平对应收缩后产生新的变形来矫正已发生的变形,如图3-50所示。
1)采用加热三角形法加热三角形矫正弯曲的构件时,应根据其变形方向来确定加热三角形的位置,如图3-50所示。
① 上下弯曲,加热三角形在立面,如图3-50a所示。

图3-50 型钢火焰矫正加热方向
a)上下弯曲加热 b)左右弯曲加热 c)三角形加热后收缩方向
② 左右方向弯曲,加热三角形在平面,如图3-50b所示。
③ 加热三角形的顶点位置应在弯曲构件的凹面一侧,三角形的底边应在弯曲的凸面一侧。
2)加热三角形的数量多少应按构件变形的程度来确定:
① 构件变形的弯矩大,则加热三角形的数量要多,间距要近。(https://www.xing528.com)
② 构件变形的弯矩小,则加热三角形的数量要少,间距要远。
③ 一般对5m以上长度的截面100~300mm2的型钢件用火焰(三角形)矫正时,加热三角形的相邻中心距为500~800mm,每个三角形的底边宽由变形程度来确定,一般应在80~150mm范围内,如图3-51所示。
3)加热三角形的高度和底边宽度一般是型钢高度的1/5~2/3,加热温度在700~800℃之间,不得超过900℃的正火温度。矫正的构件材料若是低合金钢结构钢时,矫正后必须缓慢冷却,必要时可用绝热材料加以覆盖保护,以免增加硬化组织,发生脆裂等缺陷。
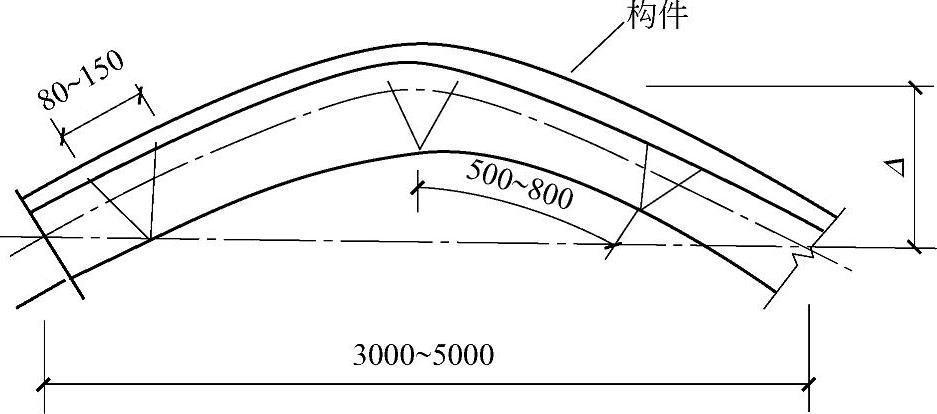
图3-51 火焰矫正构件加热三角形的尺寸和距离
3.构件混合矫正
钢结构混合矫正法是依靠综合作用矫正构件的变形。
1)当变形构件符合下列情况之一者,应采用混合矫正法:
① 构件变形的程度较严重,并兼有死弯。
② 变形构件截面尺寸较大,矫正设备能力不足。
③ 构件变形形状复杂。
④ 构件变形方向具有两个及两个以上的不同方向。
⑤ 用单一矫正方法不能矫正变形构件,均采用混合矫正法进行。
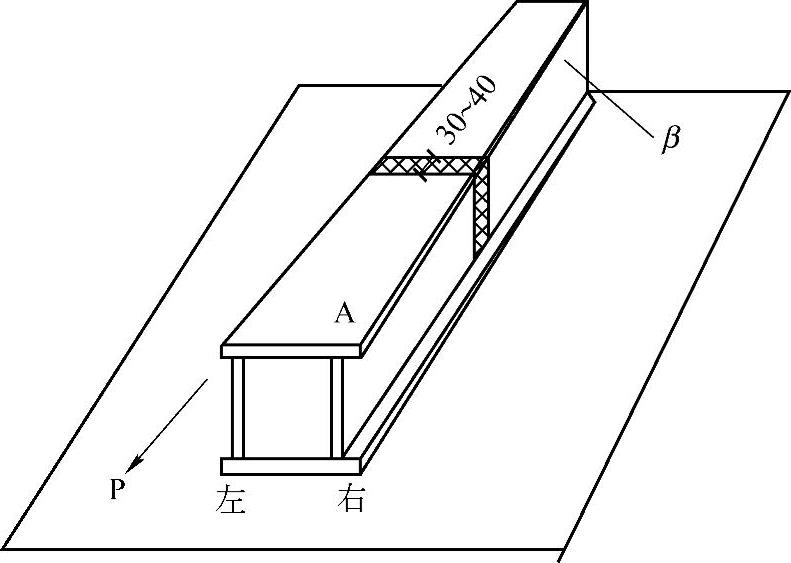
图3-52 箱形梁的扭曲变形矫正
2)箱形梁构件扭曲矫正方法:矫正箱形梁扭曲时,应将其底面固定在平台上,因其刚性较大,需在梁中间位置的两个侧面及上平面,用2~3只大型烤枪同时进行火焰加热,加热宽度约30~40mm,并用牵拉工具逆着扭曲方向的对角方向施加外力P,在加热与牵引综合作用下,能将扭曲矫正,如图3-52所示。
箱形梁的扭曲被矫正后,可能会产生上拱或侧弯的新变形。对上拱变形的矫正,可在上拱处由最高点向两端用加热三角形方法矫正。侧弯矫正时除用加热三角形法单一矫正外,还可边加热边用千斤顶进行矫正。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。