



1)钢材轧制缺欠(图3-24)的检测和修复应符合下列要求:
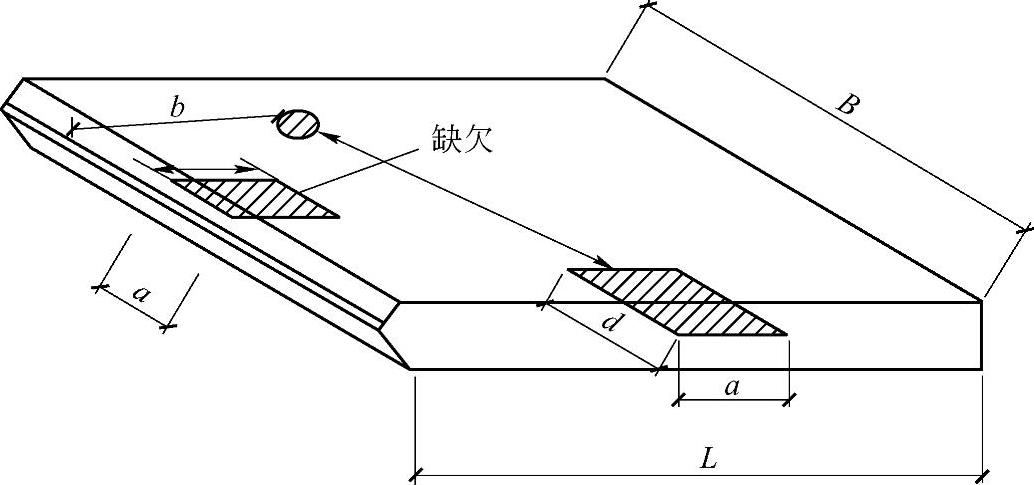
图3-24 夹层缺欠
① 焊接坡口边缘上钢材的夹层缺欠长度超过25mm时,应采用无损检测方法检测其深度。当缺欠深度不大于6mm时,应用机械方法清除;当缺欠深度大于6mm且不超过25mm时,应用机械方法清除后焊接填满;当缺欠深度大于25mm时,应采用超声波测定其尺寸,如果单个缺欠面积(a×d)或聚焦缺欠的总面积不超过被切割钢材总面积(B×L)的4%时为合格,否则不应使用。
② 钢材内部的夹层,其尺寸不超过①的规定且位置离母材坡口表面距离b不小于25mm时不需要修补;距离b小于25mm时应进行焊接修补。
③ 夹层是裂纹时,裂纹长度a和深度d均不大于50mm时应进行焊接修补;裂纹深度d大于50mm或累计长度超过板宽的20%时不应使用。
④ 焊接修补应符合《钢结构焊接规范》(GB 50661—2011)第7.11节的规定。
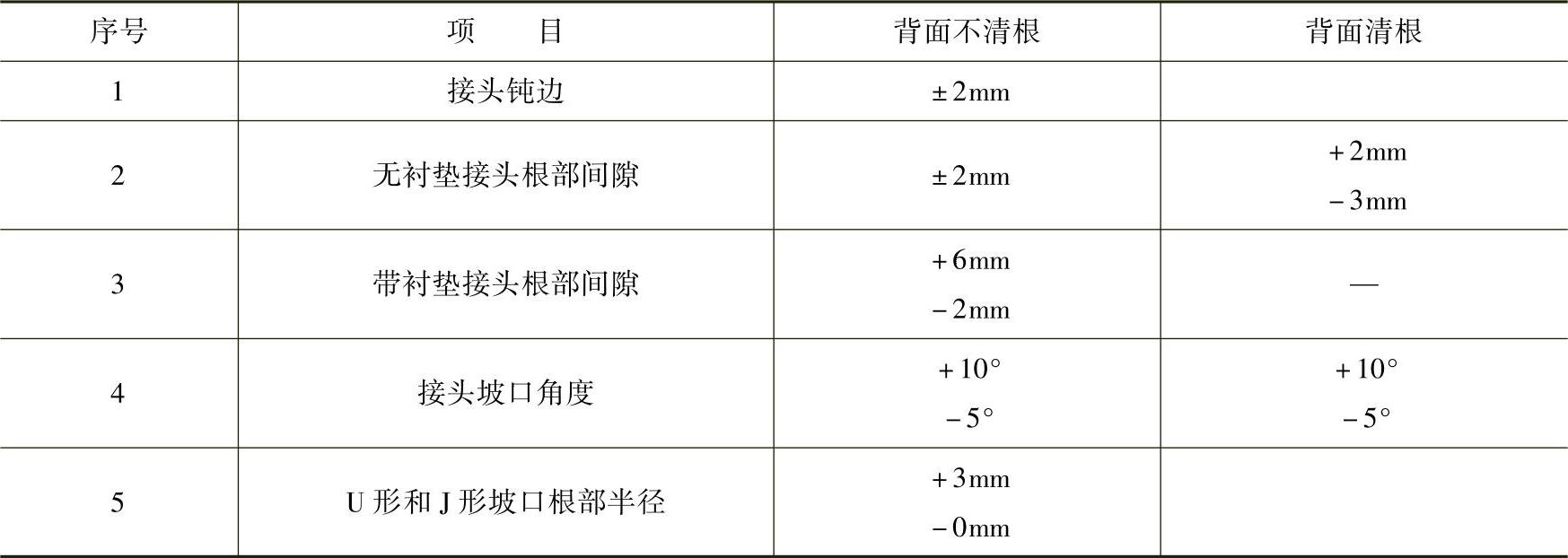
2)组装后坡口尺寸允许偏差应符合表3-12的规定。
表3-12 坡口尺寸组装允许偏差
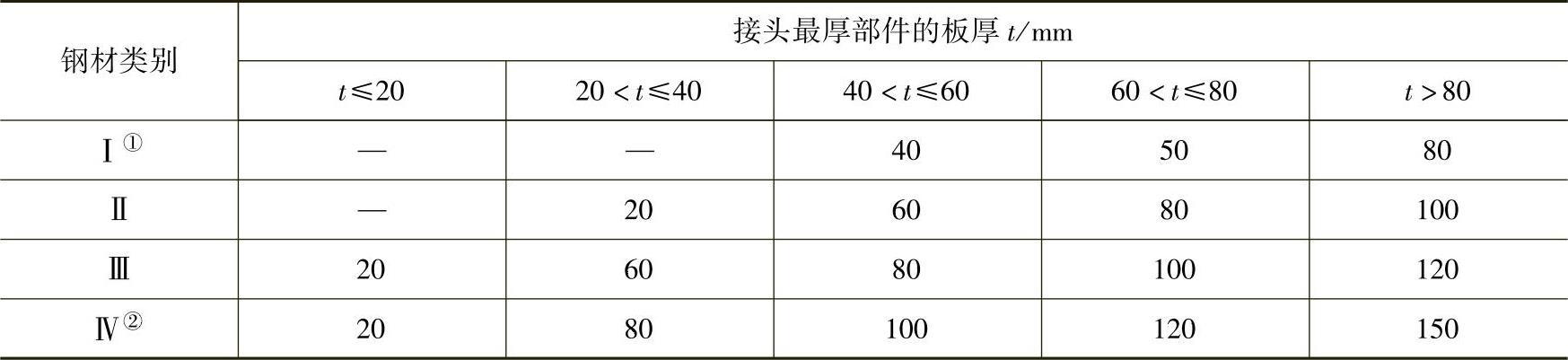
3)常用钢材采用中等热输入焊接时,最低预热温度宜符合表3-13的要求。
表3-13 常用钢材最低预热温度要求 (单位:℃)
注:1.焊接热输入约为15~25kJ/cm,当热输入每增大5kJ/cm时,预热温度可比表中温度降低20℃。
2.当采用非低氢焊接材料或焊接方法焊接时,预热温度应比表中规定的温度提高20℃。
3.当母材施焊处温度低于0℃时,应根据焊接作业环境、钢材牌号及板厚的具体情况将表中预热温度适当增加,且应在焊接过程中保持这一最低道间温度。
4.焊接接头板厚不同时,应按焊接接头中较厚板的板厚选择最低预热温度和道间温度。(https://www.xing528.com)
5.焊接接头材质不同时,应按焊接接头中较高强度、较高碳当量的钢材选择最低预热温度。
6.本表不适用于供货状态为调质处理的钢材;控轧控冷(TMCP)钢最低预热温度可由试验确定。
7.“—”表示焊接环境在0℃以上时,可不采取预热措施。
① 铸钢除外,Ⅰ类钢材中的铸钢预热温度宜参照Ⅱ类钢材的要求确定。
② 仅限于Ⅳ类钢材中的Q460、Q460GJ钢。
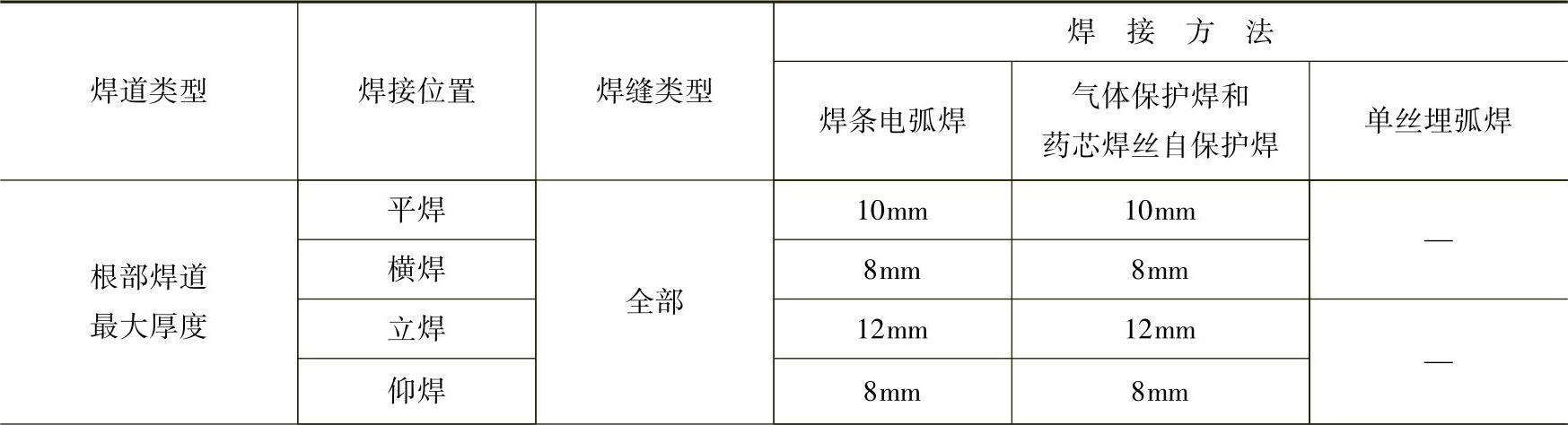
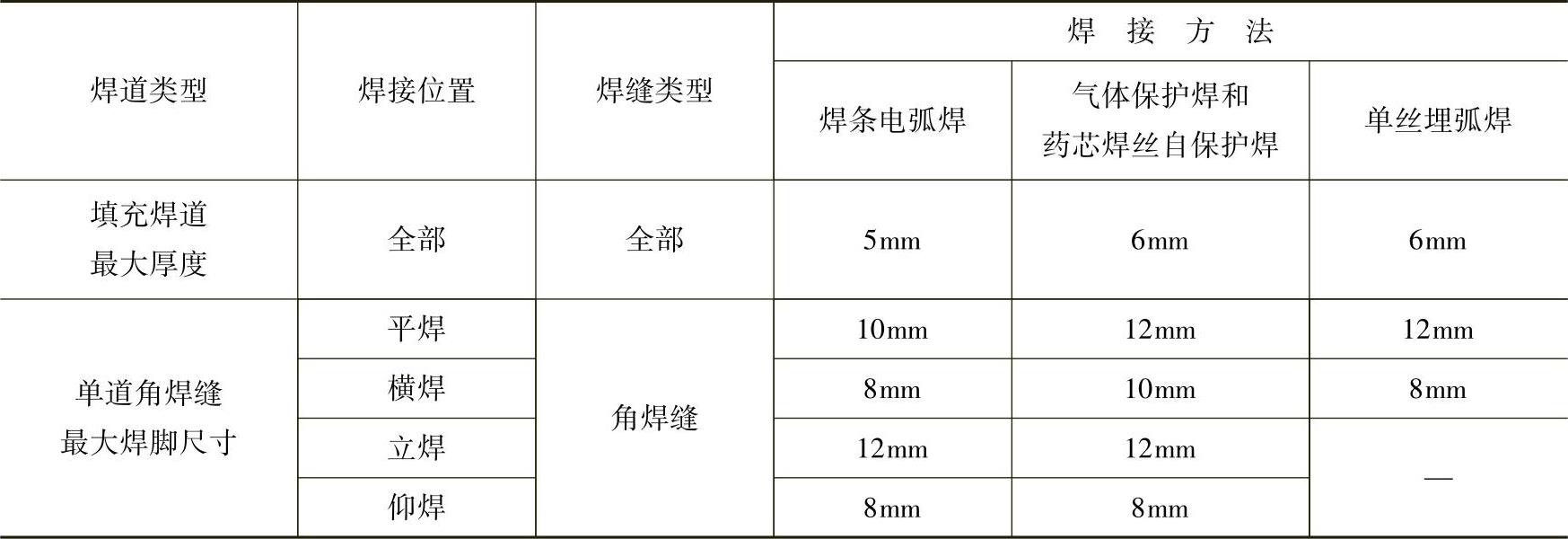
4)对于焊条电弧焊、半自动实心焊丝气体保护焊、半自动药芯焊丝气体保护焊、药芯焊丝自保护焊和自动埋弧焊焊接方法,其单道焊最大焊缝尺寸宜符合表3-14的规定。
表3-14 单道焊最大焊缝尺寸
(续)
5)电渣焊采用Ⅰ形坡口(图3-25)时,坡口间隙b与板厚t的关系应符合表3-15的规定。
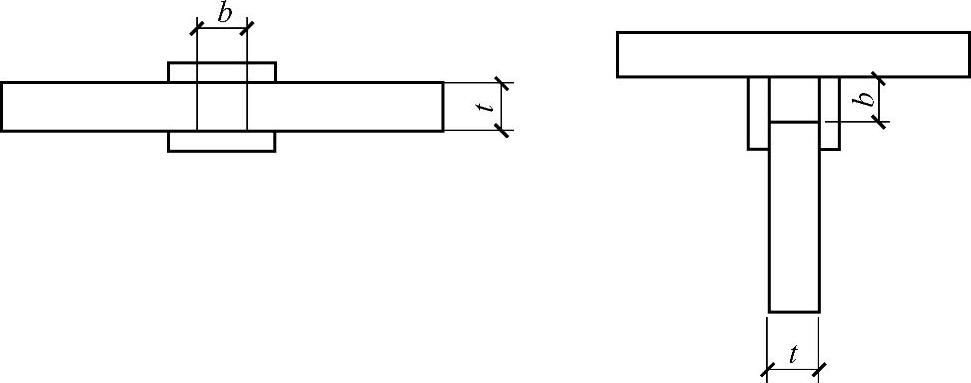
图3-25 电渣焊Ⅰ形坡口
表3-15 电渣焊Ⅰ形坡口间隙与板厚关系

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。