



气缸盖的结构如图3-95所示。
1.检查配气相位
1)所需要的专用工具和维修设备如图3-96所示。
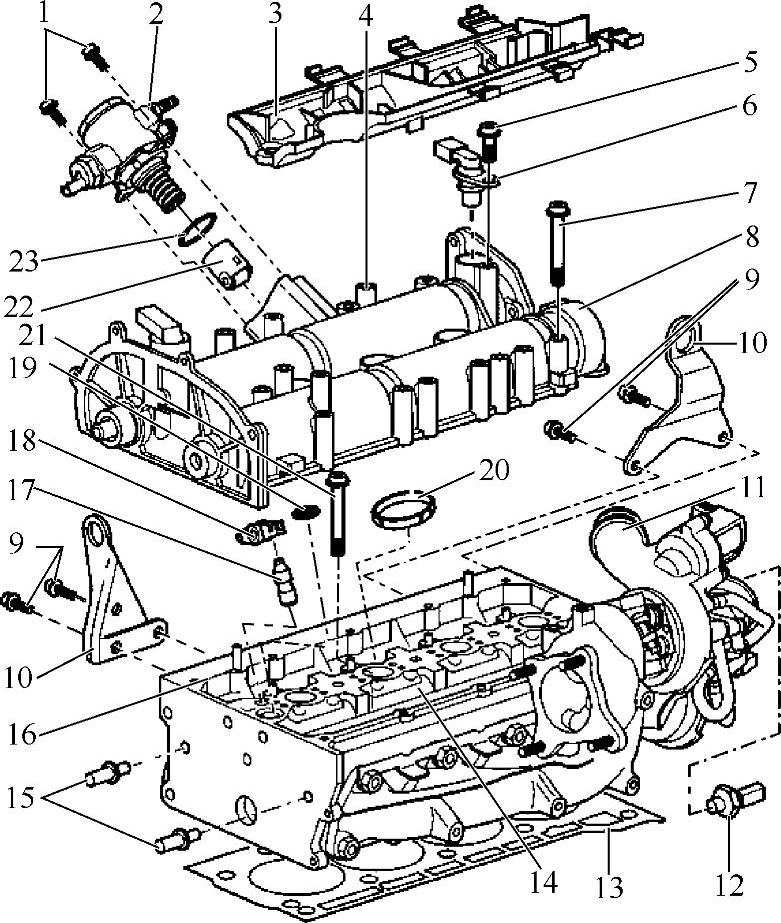
图3-95 气缸盖的结构
1—螺栓8N·m 2—高压泵 3—布线槽 4—至空气滤清器 5—螺栓10N·m 6—霍尔传感器G40 7—10N·m+继续旋转1/4圈(90°) 8—凸轮轴箱 9—螺栓20N·m 10—悬吊环 11—废气涡轮增压器 12—机油压力开关F125N·m 13—气缸盖密封件 14—气缸盖 15—导向螺栓20N·m 16—定位销 17—液压挺杆 18—滚子摇臂 19—过滤网 20—密封环 21—气缸盖螺栓 22—滚轮挺杆 23—O型圈
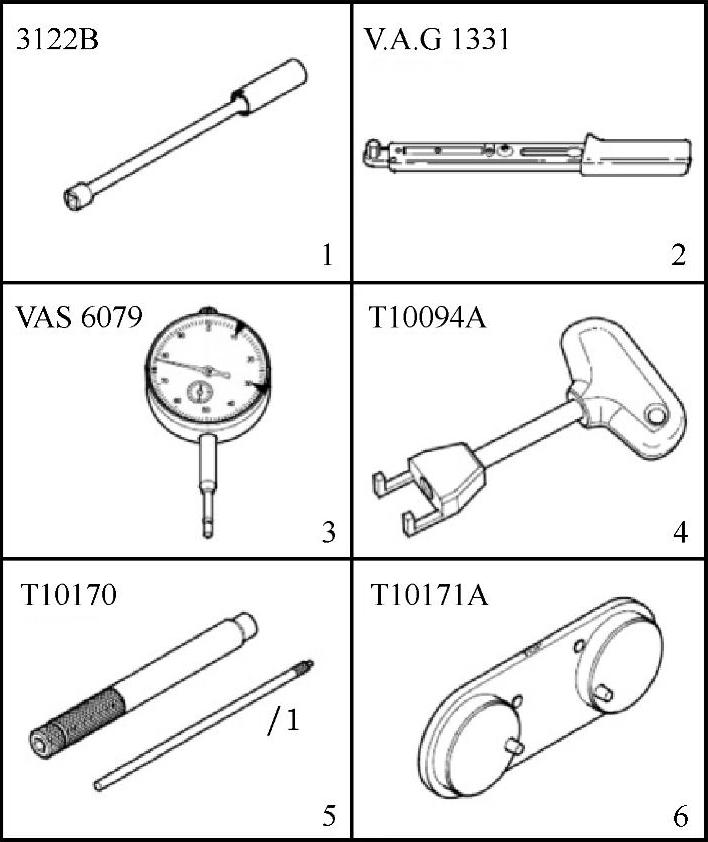
图3-96 专用工具和维修设备
1—火花塞扳手3122 B 2—转矩扳手(5~50N·m)V.A.G 1331 3—千分表VAS 6079 4—起拔器T10094 A 5—千分表的适配接头T10170 6—凸轮轴固定件T10171 A
2)如图3-97所示,将模板1放在凸轮轴固定件T10171上。
3)将凸轮轴固定件T10171用一个冲子在标记2上做标记,如图3-97所示。
4)将凸轮轴固定件T10171用一个7mm的钻头钻孔。
5)在孔的两侧去毛刺。
6)为工具名称T10171增加字母A标记。
7)排放冷却液。
8)拆下发动机罩。
9)取下压力管上的软管2,并打开线束固定夹3,如图3-98所示。
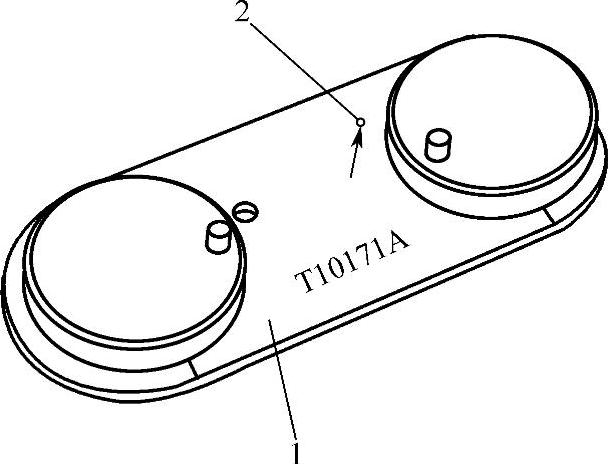
图3-97 将凸轮轴固定件做标记
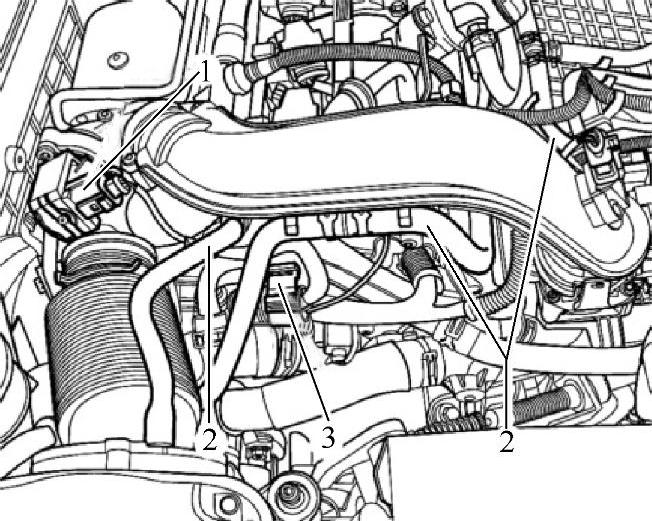
图3-98 取下压力管上的软管
10)从下部拔出冷却液管1上的冷却液软管并松开气缸体上冷却液管1的固定螺栓,如图3-99箭头所示。
11)从上部拔出冷却液管1上的冷却液软管并从凸轮轴箱上拧下冷却液管1的固定螺栓,拆下冷却液管1。
12)旋出凸轮轴后部端盖2的固定螺栓,并取下端盖,如图3-100所示。
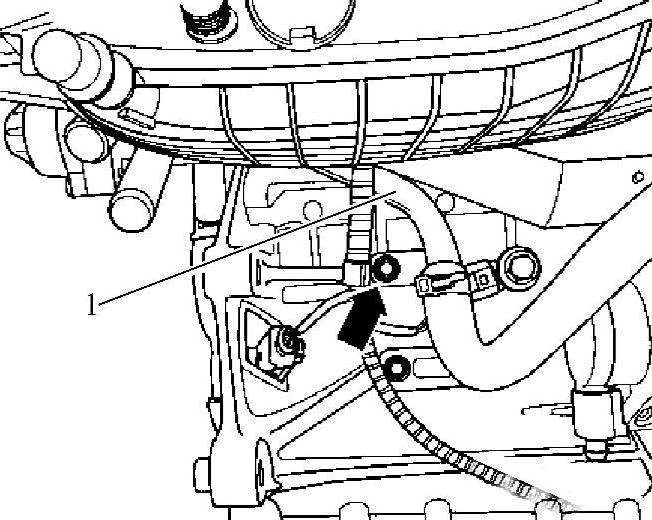
图3-99 拔出冷却液管
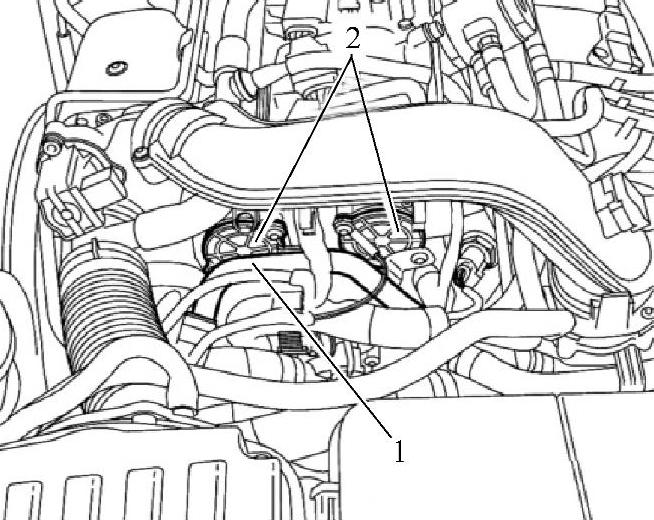
图3-100 并取下端盖
13)拆下气缸1的火花塞。为此要使用起拔器T10094 A和火花塞扳手3122 B。
14)将千分表适配接头T10170拧入火花塞螺纹孔至极限位置。
15)将带加长件T10170/1的千分表VAS 6079插入千分表适配接头中直至极限位置并拧紧夹紧螺母,如图3-101箭头所示。
16)将曲轴朝发动机运转方向转到气缸1的上止点。记下千分表指针的位置。
17)凸轮轴上的孔箭头必须处于图3-102所示的位置。必要时,将曲轴再旋转一圈即360°。
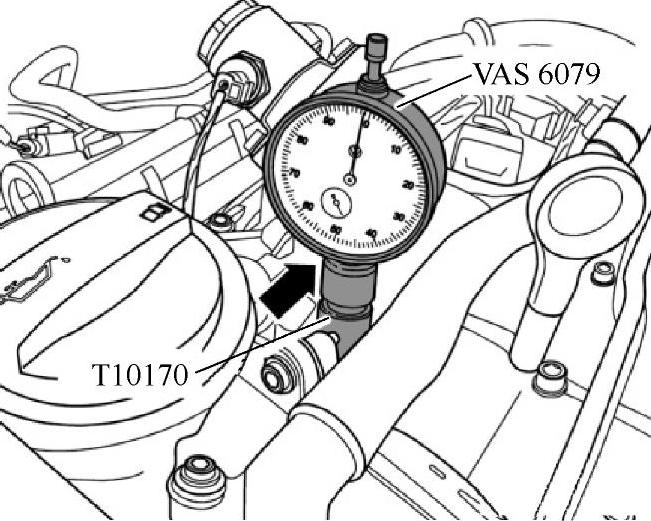
图3-101 安装千分表
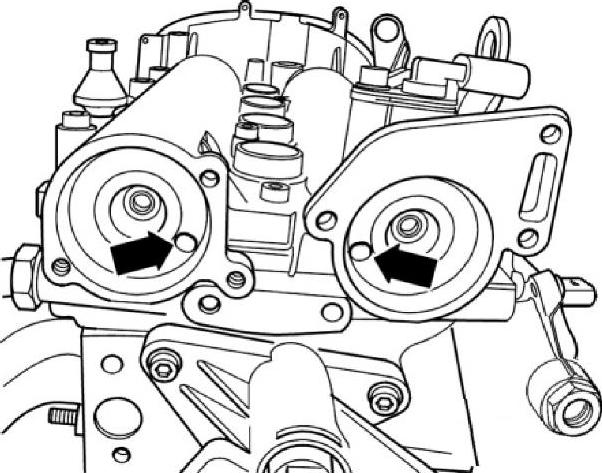
图3-102 对正凸轮轴上的孔箭头
提示:如果曲轴转动超过上止点大于0.01mm,则将曲轴逆着发动机运转方向再转动约45°。接着将曲轴朝发动机运转方向转动到气缸1上止点位置。气缸1上止点允许的偏差为±0.01mm。
18)将凸轮轴固定件T10171A插入到凸轮轴开口中直到极限位置。
19)定位销1必须嵌入孔2中,必须可以从上方看到标记“TOP”,如图3-103所示。
20)如果凸轮轴固定件T10171A无法插入到凸轮轴开口中至极限位置,则配气相位不正确,必须进行调整。如果凸轮轴固定件T10171A能推入凸轮轴开口至极限位置,说明配气相位正常。
21)其他的安装步骤以倒序进行。
22)安装时注意下列事项:更换凸轮轴密封盖的密封环并在安装前涂油。
2.调整配气相位
1)将千分表和适配器安装在气缸1安装火花塞的位置,如图3-104所示,拧紧夹紧螺母,如图中箭头所示。
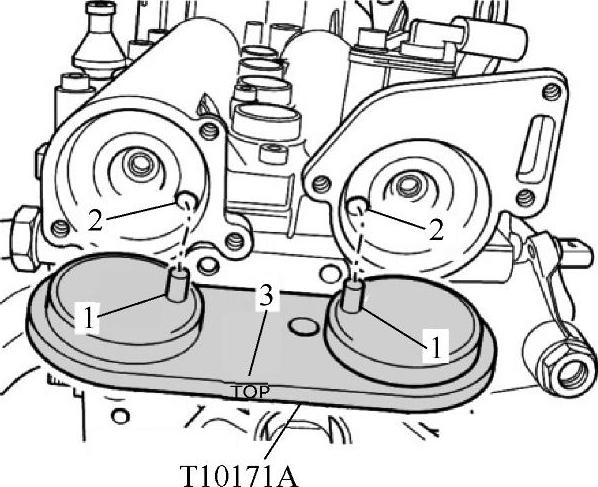
图3-103 对正工具T10171 A TOP箭头
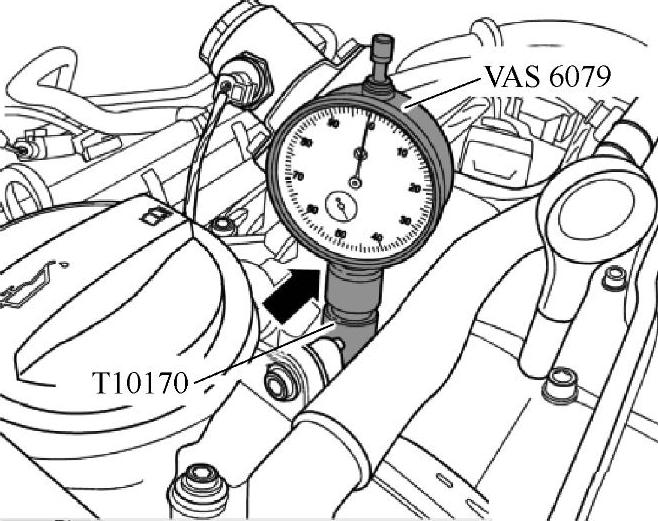
图3-104 安装千分表和适配器
2)旋转曲轴找到气缸1上止点,用T10340固定曲轴,将千分表指针调零。
3)旋出固定螺栓T10340。
4)将凸轮轴固定件T10171 A插入到凸轮轴开口中直到极限位置,定位销1必须嵌入孔2中,必须可以从上方看到标记“TOP”。必要时将曲轴再旋转一圈即360°。
提示:如果曲轴转动超过上止点大于0.01mm,则将曲轴逆着发动机运转方向再转动约45°。接着将曲轴朝发动机运转方向转动到气缸1上止点位置。气缸1上止点允许的偏差为±0.01mm。
5)沿箭头方向按压张紧轨1,用定位销T40011固定住张紧轮活塞,如图3-105所示。
6)旋出螺栓4和左旋的螺栓2,取下凸轮轴调节器1和链条,用T10172固定排气凸轮轴,如图3-106所示。
7)安装凸轮轴调节器1,更换螺栓2和4。
8)分别以40N·m和50N·m力矩拧紧螺栓2和4。
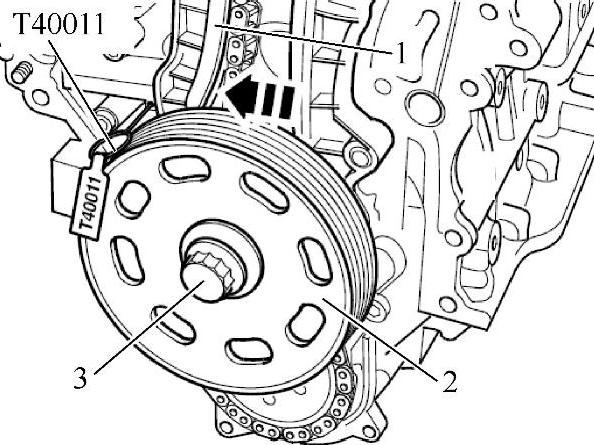
图3-105 沿箭头方向按压张紧轨
1—张紧轨 2—曲轴传动带轮 3—螺栓
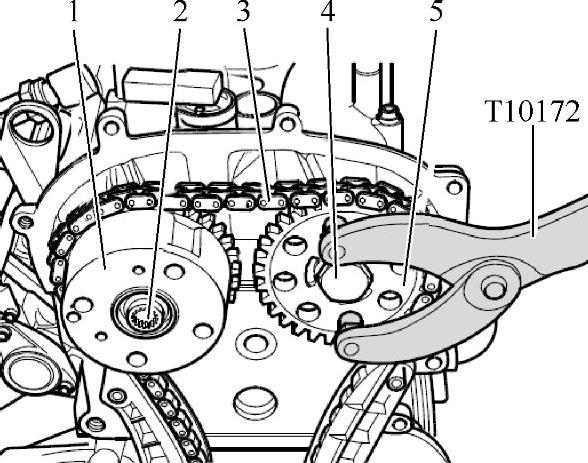
图3-106 用T10172固定排气凸轮轴
1—凸轮轴调节器 2、4—螺栓 3—正时链条 5—排气凸轮轴链轮
9)旋转两根凸轮轴,直到T10171可以安装到位。
10)用手拧紧一个M6的螺栓,在T10171上来固定,如图3-107所示。
11)松开螺栓2和4。
12)拆下一个凸轮轴链轮,装上链轮和链条。
13)安装凸轮轴螺栓,使链轮可以在凸轮轴上自由旋转。
14)张紧链条,拔出定位销。
15)沿发动机运转方向旋转曲轴,直到达到气缸1上止点。
16)将T10340用30N·m的力矩拧紧在缸体的定位孔上,如图3-108所示。
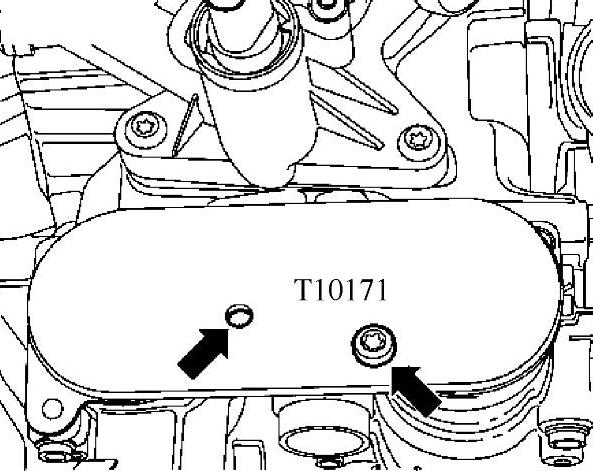
图3-107 用M6的螺栓固定T10171
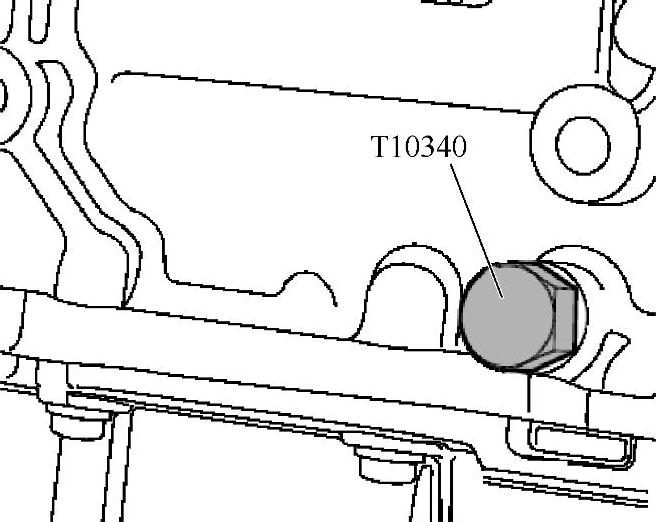
图3-108 将T10340用30N·m的力矩拧紧在缸体的定位孔
17)分别以40N·m和50N·m的力矩拧紧螺栓2和4,链条保持张紧。
18)拆掉定位工具T10171和T10340。
19)沿发动机运转方向转动曲轴2圈,直到达到气缸1上止点。
20)上止点的允许偏差是±0.01mm。
21)安装T10171,如果不能安装到位请重复调整。
22)将螺栓2和4再拧紧1/4圈。
3.拆卸和安装凸轮轴箱
(1)拆卸
1)首先检查是否安装了已编码的收音机设备。必要时先查询防盗编码。
2)卸掉燃油系统高压区内的压力。
3)关闭点火开关后断开蓄电池搭铁线。
4)拆卸废气涡轮增压器。
5)拆卸高压泵。
6)拆卸正时齿轮箱罩。
7)将曲轴旋转到气缸1的上止点位置,接着将曲轴逆着发动机运转方向回转约45°,然后将凸轮轴正时齿轮和正时链拆下。
8)拔下凸轮轴调节电磁阀N205的连接插头。
9)拆卸点火线圈。为此使用起拔器T10094A。
10)从凸轮轴箱上将导线布线槽和导线一同拆下。
11)拔下霍尔传感器G40的连接插头。
12)从凸轮轴箱上拧下搭铁线。
13)拆下凸轮轴后部密封盖。
14)拔出机油标尺。
15)从外向里以交叉方式松开并旋出凸轮轴箱的紧固螺栓。
16)小心地拆下凸轮轴箱。
(2)安装 安装以倒序进行。安装时注意下列事项:
1)用一把可旋转的刷子去除气缸盖和凸轮轴箱的密封剂残余物,例如用一个带塑料刷头的手电钻(佩戴防护眼镜)。
2)仔细清洁密封面。密封面上必须无机油和油脂。
3)要避免脏物和残余密封剂进入气缸盖。
4)转动进气和排气凸轮轴,直到凸轮轴固定件T10171A插入到凸轮轴开口中至极限位置。
5)在相应的孔中用手拧入一个螺栓M6,固定凸轮轴固定件T10171A,不要拧紧。
6)将4个新的密封环安装到气缸盖火花塞孔区域的凹槽中。
7)将密封剂薄薄而均匀地涂敷在凸轮轴箱的干净密封面上,如图3-109所示的阴影区。在区域箭头内不能涂敷密封剂。
提示:密封剂不允许涂敷得过厚,否则多余的密封剂可能进入油道中并可能会因此造成发动机损坏。
8)注意要让所有的滚子摇臂正确安装在气门杆末端1上,并且卡到相应的液压挺杆2上,如图3-110所示。
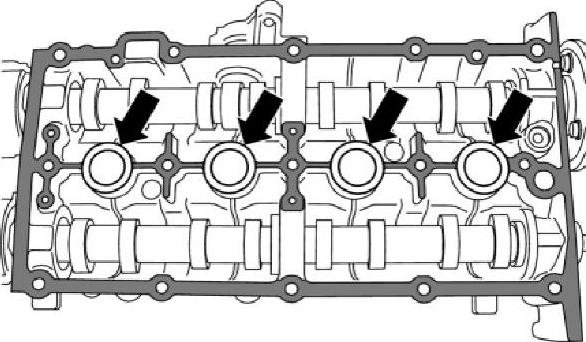
图3-109 将密封剂薄薄而均匀
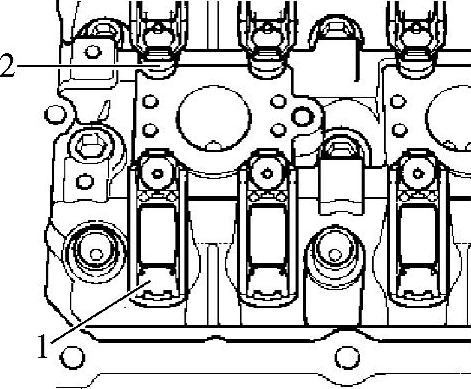
图3-110 正确安装滚子摇臂
地涂敷在凸轮轴箱
9)在安装凸轮轴箱前将两个无头螺栓(M6×80)旋入气缸盖。
10)小心地将凸轮轴箱从上面垂直装到气缸盖的无头螺栓和定位销上,如图3-111所示。
11)注意不要让残余机油滴到密封面上。
12)将凸轮轴箱的新紧固螺栓以交叉方式从里向外均匀拧紧。注意不要使凸轮轴箱歪斜。拧紧力矩为10N·m+继续转动1/4圈(90°)。
提示:安装凸轮轴箱后必须让密封剂干燥约30min。
4.拆卸和安装正时链和机油泵驱动链
(1)拆卸
1)拆卸正时齿轮箱罩。
2)从机油泵上拔出盖板1,如图3-112a所示。
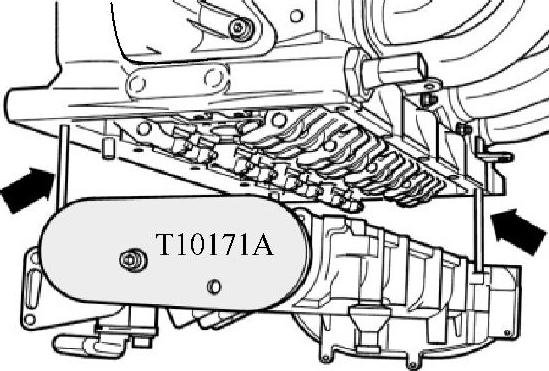
图3-111 将凸轮轴箱从上面垂直装到气缸盖
3)用记号笔标记正时链3(图3-112b)的运转方向。
4)用固定支架T10172固定凸轮轴正时齿轮5,松开螺栓2和4,如图3-112b所示。
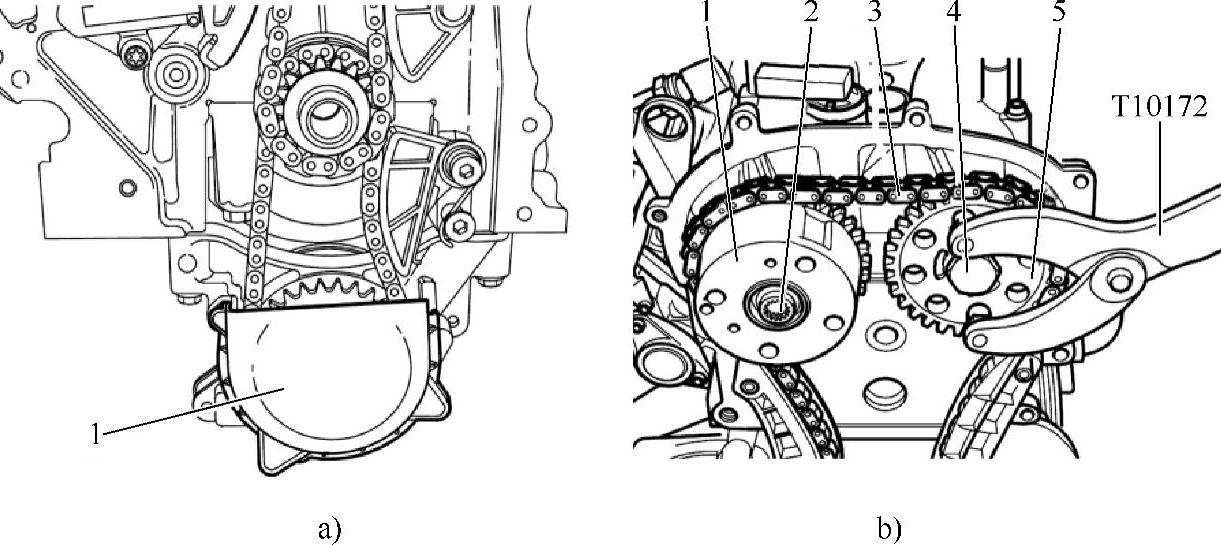
图3-112 拔盖板且固定正时齿轮
a)从机油泵上拔出盖板 b)用固定支架T10172固定凸轮轴正时齿轮
5)沿箭头方向压张紧轨并用定位销T40011固定链条张紧器的活塞,如图3-113所示。
6)将凸轮轴调节器1(图3-112b)和正时链3(图3-112b)一起取下。
7)用固定支架T10172固定机油泵的链轮并松开紧固螺栓1,如图3-114所示。
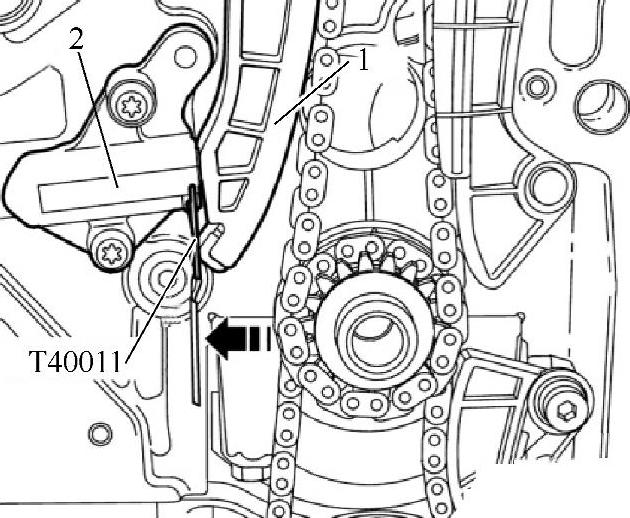
图3-113 固定链条张紧器的活塞
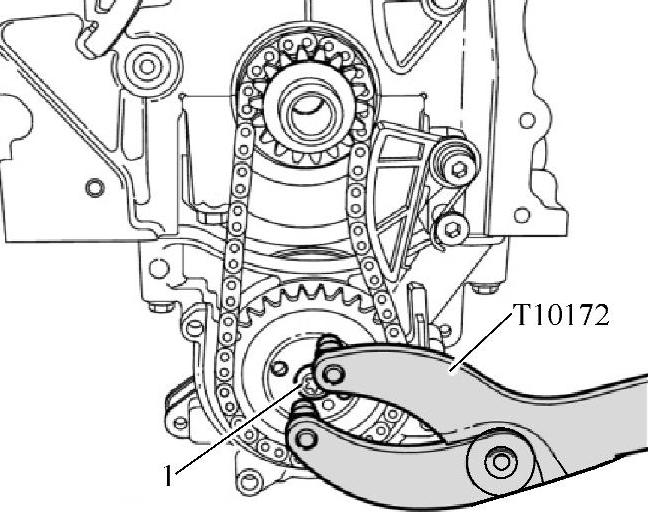
图3-114 松开紧固螺栓
8)将固定销2上的张紧弹簧1用螺钉旋具撬出并取出张紧弹簧1,如图3-115所示。
9)旋出紧固螺栓3并取下链条张紧器。
10)用记号笔标记机油泵驱动链2的运转方向。
11)拧下链轮1的紧固螺栓并将链轮1和3连同机油泵驱动链2一起取下。
(2)安装
1)曲轴必须位于气缸1的上止点位置。
2)沿箭头方向推链轮1直到曲轴轴颈的极限位置。
3)用记号笔标记链轮和气缸体、曲轴的位置,如图3-116所示。
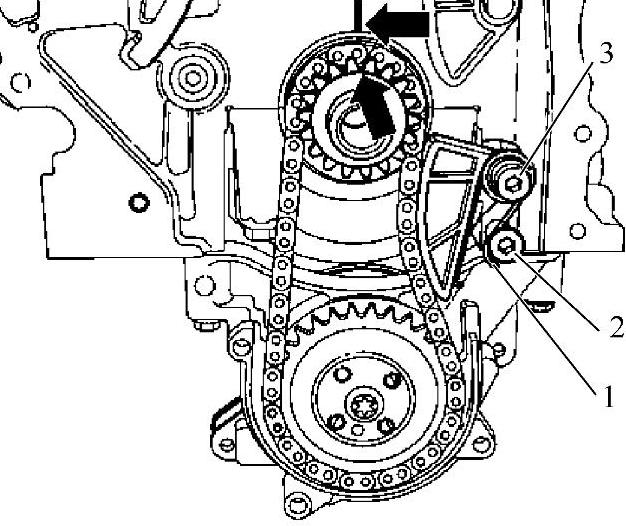
图3-115 将张紧弹簧1用一把螺钉旋具安装到固定销
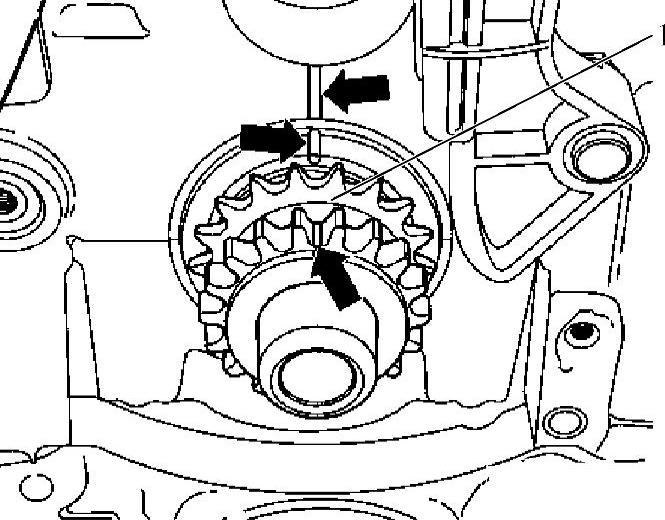
图3-116 链轮和气缸体、曲轴的位置
4)将机油泵驱动链放到链轮上并同时将链轮放到机油泵的驱动轴上。
5)将机油泵驱动轴用固定支架T10172固定。
6)将新的固定螺栓用20N·m的力矩拧紧并继续转动1/4圈(90°)。
7)将链条张紧器安装到机油泵驱动链上并用15N·m的力矩拧紧紧固螺栓3。
8)将张紧弹簧1用一把螺钉旋具安装到固定销2上,如图3-115所示。提示:注意标记箭头,曲轴不允许转动。
9)用手给链轮3拧上一个新的紧固螺栓,如图3-117所示。
10)将正时链1装到曲轴链轮4、排气凸轮轴链轮3和凸轮轴调节器2上,并用手给凸轮轴调节器2拧上一个新的紧固螺栓,如图3-117所示。
提示:①注意正时链1上的运转方向标记。②注意导向套安装在进气凸轮轴和凸轮轴调节器之间。③凸轮轴调节器2的紧固螺栓为左旋螺纹。④正时链必须贴紧滑轨1和曲轴链轮,如图3-118箭头所示。
11)安装链条张紧器1,并用9N·m的力矩拧紧紧固螺栓2,如图3-119所示。
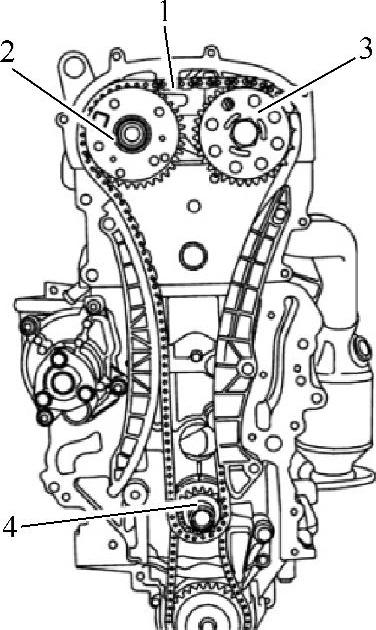
图3-117 装配正时链条
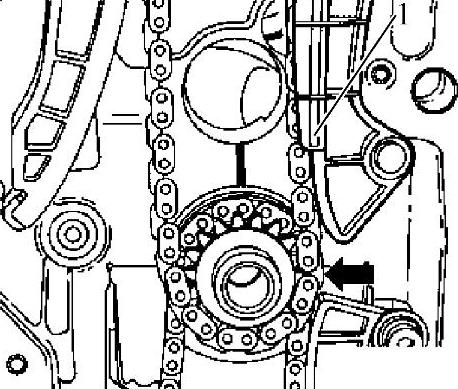
图3-118 正时链必须贴紧滑轨
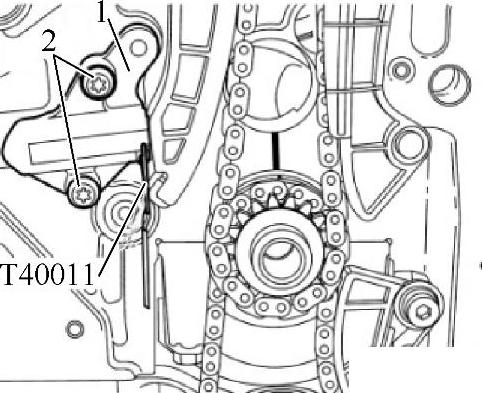
图3-119 安装链条张紧器
12)从链条张紧器中拔出定位销T40011,张紧正时链,如图3-119所示。
13)检查曲轴链轮和气缸体上的标记,它们必须相互重叠。
14)用40N·m的力矩拧紧凸轮轴调节器2的紧固螺栓,并用50N·m的力矩拧紧曲轴链轮4的紧固螺栓(使用固定支架T10172)。
15)安装机油泵齿轮盖板。
16)安装正时齿轮箱罩。
17)安装油底壳。
18)安装曲轴传动带轮。
19)安装多楔传动带。
20)其他的安装步骤以倒序进行。
5.拆卸和安装气缸盖
(1)拆卸
1)拆卸进气管。
2)拆卸进气管下部件。
3)拆卸废气涡轮增压器。
4)拆下气缸盖上的冷却液调节器壳。(https://www.xing528.com)
5)拆卸正时齿轮箱罩。
6)拆卸正时链及正时链的张紧轨和滑轨。
7)如图3-120所示,拧下变速器的紧固螺栓并装上支架T10358。
8)将支承工具10-222A的钩子挂到支架T10358上。
9)旋转丝杆,直到钩子略微张紧。
10)将钩子1从左侧悬挂环中取出并将丝杆推到支承工具10-222 A的左侧,如图3-121所示。
11)拆卸凸轮轴箱。
12)将滚子摇臂连同液压挺杆一起取出,并将其放在干净的垫块上。提示:不要将滚子摇臂和液压挺杆换位。
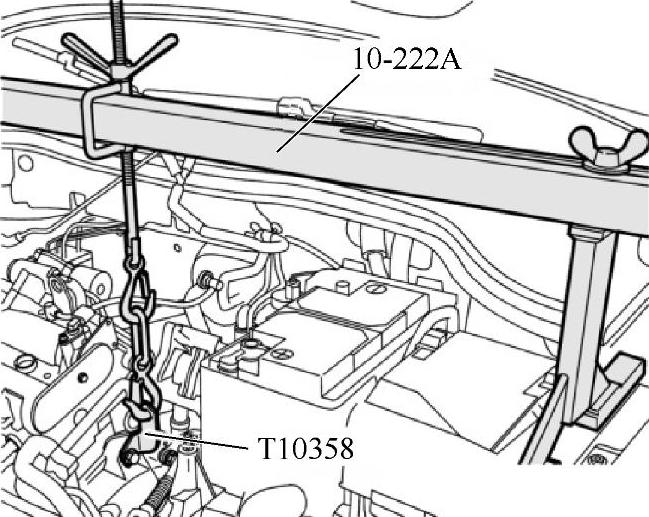
图3-120 装上支架T10358
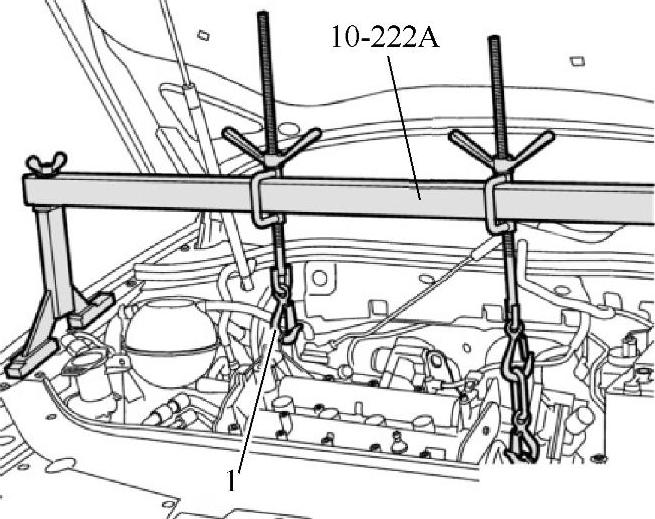
图3-121 将丝杆推到支承工具10-222A的左侧
13)按规定的顺序松开并旋出气缸盖螺栓,如图3-122所示(由两边向中间交叉均力分2到3次拆下螺栓)。
14)拆下气缸盖。
(2)安装条件 活塞不允许位于上止点处。
提示:①安装前才从包装中取出新的气缸盖密封件。②安装新密封件必须格外小心。损坏会导致泄漏。
1)小心地清洁气缸盖和气缸体的密封面。同时注意必须无长的沟槽或刮痕。
2)小心地清理残留砂屑和研磨残余物及抹布。
3)将干净的抹布塞入气缸,擦净气缸内表面和活塞之间的污垢和残留砂屑。
4)使气缸1的活塞运行到上止点,并略微回转曲轴。
5)放上新的气缸盖密封件。标签(备件号码)必须可以看得清。装上气缸盖。同时注意气缸体上的定位销。
6)装入新的气缸盖螺栓,并用手拧紧。
7)按图3-123所示的拧紧顺序(由中间向两边分三次拧紧螺栓)以如下方法拧紧气缸盖螺栓:①用30N·m的力矩拧紧所有螺栓。②接着用刚性扳手将所有螺栓继续转动1/4圈(90°)。③最后再次将所有螺栓继续转动1/4圈(90°)。
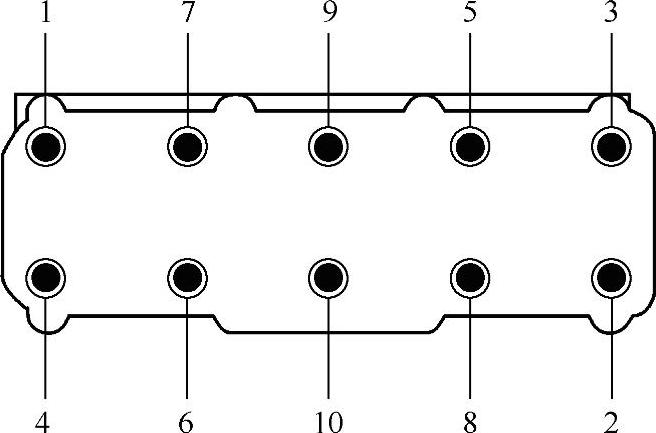
图3-122 气缸盖拆卸顺序
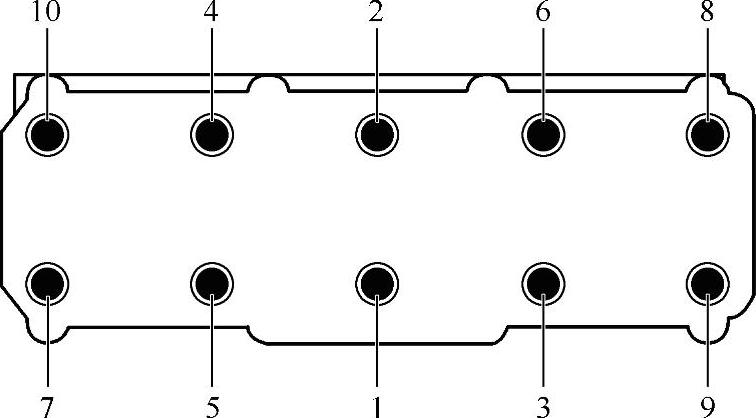
图3-123 拧紧螺栓的顺序
8)将液压挺杆装入气缸盖,并将相应的滚子摇臂安装在气门杆末端和液压挺杆上。
9)安装凸轮轴箱。
10)调整配气相位。
11)其他的安装步骤以倒序进行。
6.检测缸压
气缸密封性是表征发动机技术状况的重要指标,气缸密封性的诊断参数主要有气缸压缩压力、曲轴箱窜气量、气缸漏气率、进气管真空度等。
气缸压力表是检测气缸压缩压力的一种专用压力表,它一般由压力表头、导管、单向阀和接头等组成,如图3-124所示。发动机气缸压力表接头有两种。螺纹接头可以拧在火花塞孔内,螺纹接头一般配软导管;锥形或阶梯橡胶接头,可以压紧在火花塞或喷油器的孔内,橡胶接头一般配硬导管。
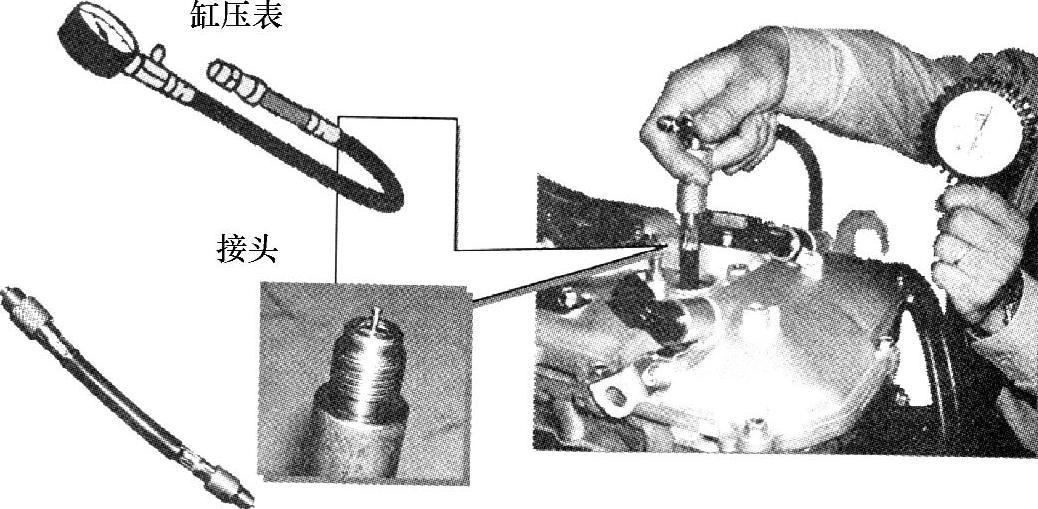
图3-124 气缸缸压表
(1)操作步骤
1)测量气缸压缩压力时,应将发动机运转至正常工作温度(冷却液温度80~90℃)后熄火进行。
2)拆卸发动机罩。
3)拆卸和安装发动机罩。
4)使用起拔器T10094A,拆下点火线圈。
5)从熔丝架中取出燃油泵控制单元的熔丝。
6)汽油机需要拆除全部火花塞,将节气门全开;柴油机需要拆除全部喷油器。然后把气缸压力表的锥形橡皮头扶正压紧在火花塞(喷油器)孔上用起动机转动曲轴3~5s(转速应符合原厂规定)。待压力表指针指示并保持最大压力后停止转动,记录压力表指示的读数。按下单向阀按钮使压力表指针回零。按上述方法依次进行测量,每缸测量次数不少于两次,取平均值。
7)高尔夫A6汽油直喷发动机压缩压力值:新的为10~15bar过压;磨损极限为7bar过压;所有气缸间允许相差为3bar。
8)气缸压力表装有通大气的单向阀,在测试气缸压力之后,单向阀关闭,使压力表指针位置保持不变以便读数。读数后按下单向阀使气缸压力表指针回零。
(2)诊断标准 以发动机处在海平面为准,汽油机的气缸压缩压力应符合原厂规定的范围或不低于原厂规定的标准值的10%;柴油机的气缸压缩压力应符合原厂规定的范围或不低于原厂规定的标准值的20%。为保证发动机运转平稳,各缸的压力差:汽油机应不超过其平均值的10%;柴油机应不超过其平均值的8%。
(3)结果分析 如果测得的气缸压缩压力超过原厂规定,其原因一般为燃烧室内积炭过多、气缸衬垫过薄或缸体与缸盖结合平面经多次修理磨削过甚所至。
如果测得的气缸压缩压力低于原厂规定时,可向该缸火花塞(喷油器)孔内注入20~30mL新机油后再测量。
①如果第二次测出的压力比第一次高,接近标准压力,表明是气缸、活塞环、活塞磨损过大或活塞环对口、卡死、断裂及缸壁拉伤等原因造成气缸不密封。
②如果第二次测出的压力与第一次基本相同,即仍比标准压力低,表明是进、排气门或气缸衬垫不密封。
③如果两次检测结果均表明某相邻两缸压力都相当低,说明是两缸相邻处的气缸衬垫烧损窜气。
(4)曲轴箱窜气的检测 检测曲轴箱窜气量,可诊断气缸与活塞环的密封性。测量方法如下:测量时,将曲轴箱密封。(堵住机油尺口、曲轴箱通风进出口等),由加机油口处用胶管将漏窜气体导出,输入气体流量计。当漏窜气体移动时,由于流量孔板两边存在压力差,使压力计水柱移动,直至气体压力与水柱落差平衡为止。压力计通常以流量为刻度,因而由压力计水柱高度可以确定窜入曲轴箱的气体量。
7.拆装气门机构
气门机构的装配如图3-125所示。
(1)凸轮轴轴向间隙测量
1)将千分表支架装在气缸盖上,如图3-126所示。
2)安装千分表,并将千分表杆顶在凸轮轴前端,并将千分表校零。
3)轴向推拉凸轮轴,千分表的摆动量即为轴向间隙。
4)磨损极限:最大为0.40mm。如超过此极限更换所有凸轮轴轴承盖。
(2)凸轮轴弯曲变形的检修 凸轮轴的弯曲变形是以凸轮轴中间轴颈对两端轴颈的径向圆跳动误差来衡量的,检查方法如图3-127所示。将凸轮轴放置在V形架上,V形架和百分表放置在平板上,使百分表测头与凸轮轴中间轴颈垂直接触。转动凸轮轴,观察百分表表针的摆差即为凸轮轴的弯曲度。
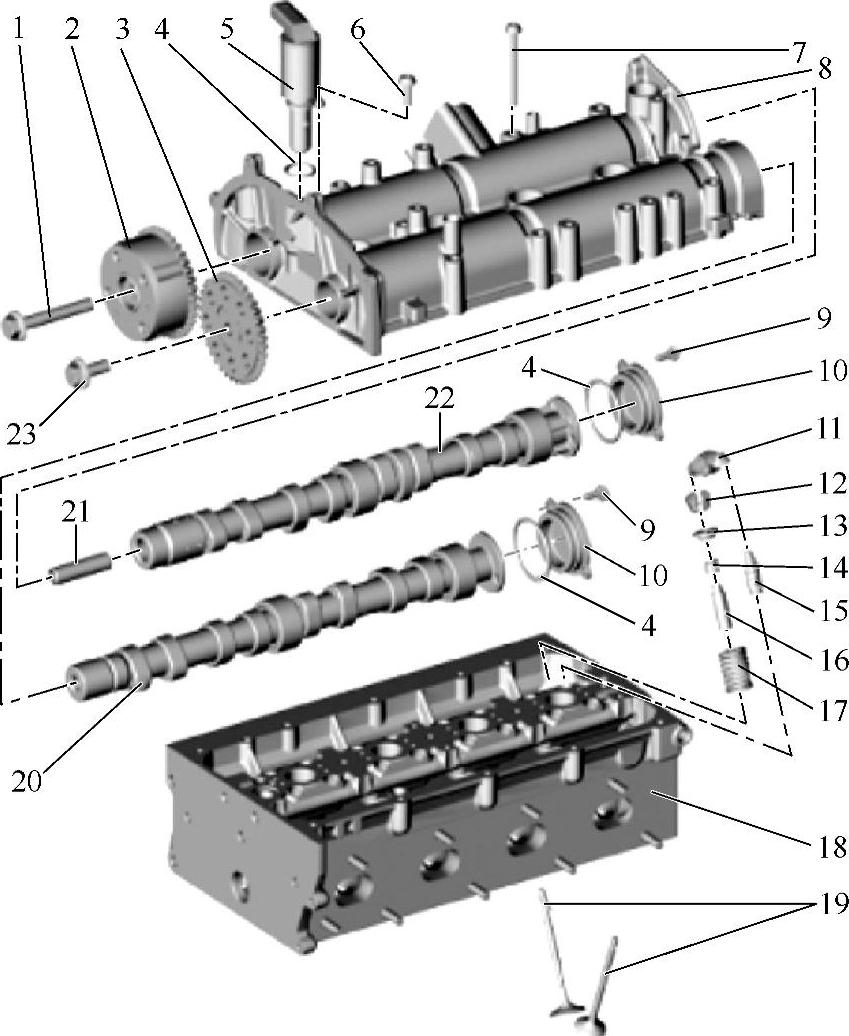
图3-125 气门机构装配图
1—螺栓40N·m+继续转动1/4圈(90°) 2—凸轮轴调节器(不允许拆分) 3—凸轮轴正时齿轮 4—O型圈 5—凸轮轴调节阀N205 6—螺栓10N·m 7—螺栓10N·m+继续转动1/4圈(90°) 8—凸轮轴箱 9—螺栓10N·m 10—密封盖 11—滚子摇臂 12—气门锥形锁夹 13—弹簧座 14—气门杆密封件 15—液压挺杆 16—气门导管 17—气门弹簧 18—气缸盖 19—气门 20—排气凸轮轴 21—导向套 22—进气凸轮轴 23—螺栓50N·m+继续转动1/4圈(90°)
检查完毕后将检查结果与标准值比较,以确定是修理还是更换。
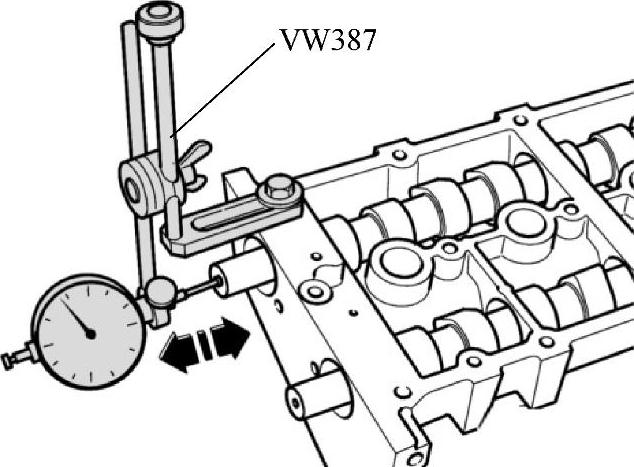
图3-126 凸轮轴轴向间隙测量
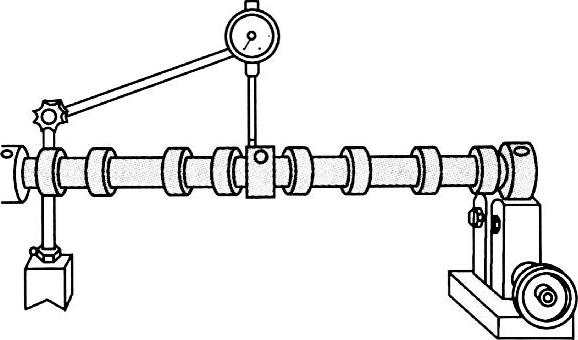
图3-127 测凸轮轴弯曲度
(3)凸轮轴轴颈的检修 用千分尺测量凸轮轴轴颈的圆度误差和圆柱度误差,如图3-128所示。凸轮轴轴颈的圆度误差不得大于0.015mm,各轴颈的同轴度误差不得超过0.05mm。否则应按修理尺寸法进行修磨。
(4)检测气门导管
1)将千分表和支架固定在气缸盖上,并将千分表校零,如图3-129所示。
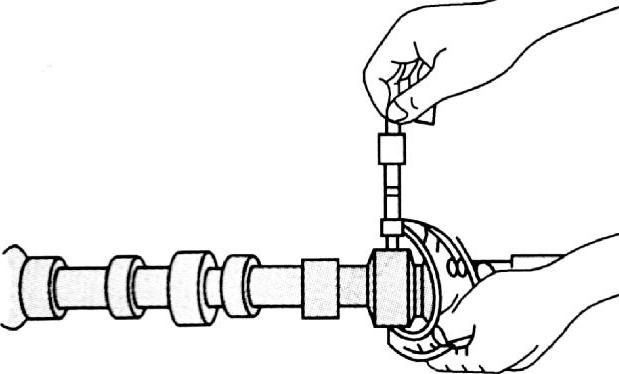
图3-128 测量凸轮轴轴颈
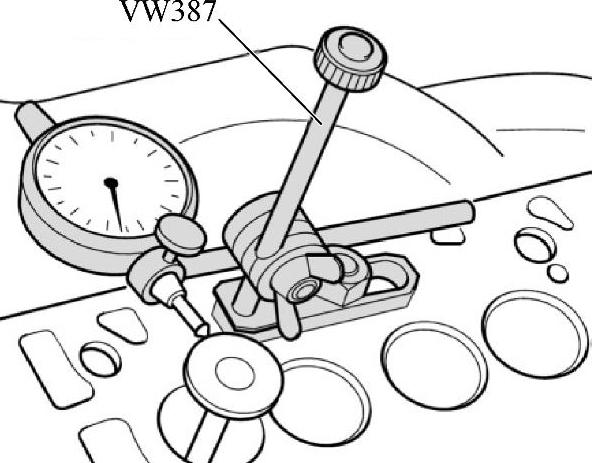
图3-129 测量气门导管
2)将一个新的气门插入导管。气门杆末端必须和导管紧贴。因为杆直径不同,进气门只能装在进气门导管中,而排气门只能装在排气门导管中。
3)转动气门确定旷摆间隙。磨损极限0.8mm,如果超过旷摆间隙则更换气缸盖。
(5)修整气门座 最大允许修整尺寸的计算如下:
1)插入气门,用力向气门座按压。
2)测量气门杆末端和气缸盖上缘之间的距离,如图3-130所示。
3)根据测得的距离和最小尺寸计算允许的最大修整尺寸。最小尺寸:进气门为7.6mm,排气门为7.6mm。
4)测得的距离(a)减去最小尺寸即为允许的最大修整尺寸。
例如:测得距离(a)8.0mm-最小尺寸7.6mm=最大允许修整尺寸0.4mm。
5)最大允许修整尺寸在气门座修整插图中表示为尺寸b,如图3-131所示。
(6)气门座铰削
1)铰刀类型。常用的气门绞刀一般为15°、30°、45°、75°四种规格。每种规格有直径不同的绞刀数只,以适应不同直径尺寸的气门头部需要,且有粗、精铰刀之分,粗绞刀在刃上有锯齿状缺口。

图3-130 测量气门杆末端与缸盖的距离
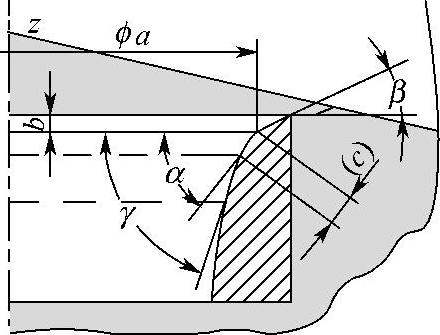
图3-131 气门座修整尺寸
a—ϕ28.7mm b—最大允许修整尺寸 c—1.5~1.8mm z—气缸盖下缘 α—气门座角度45° β—上部修正角30° γ—下部修正角60°
75°为铰削气门座上平面角,以使气门头部下沉量符合0.50~1.0mm的要求,并使气门工作斜面下移,铰后的切削面与平面夹角为15°;30°或45°铰刀为气门工作面铰刀,根据气门工作角度选用一种。15°铰刀起扩大气门座孔内径的作用,使气门工作面斜面上移,如图3-132所示。
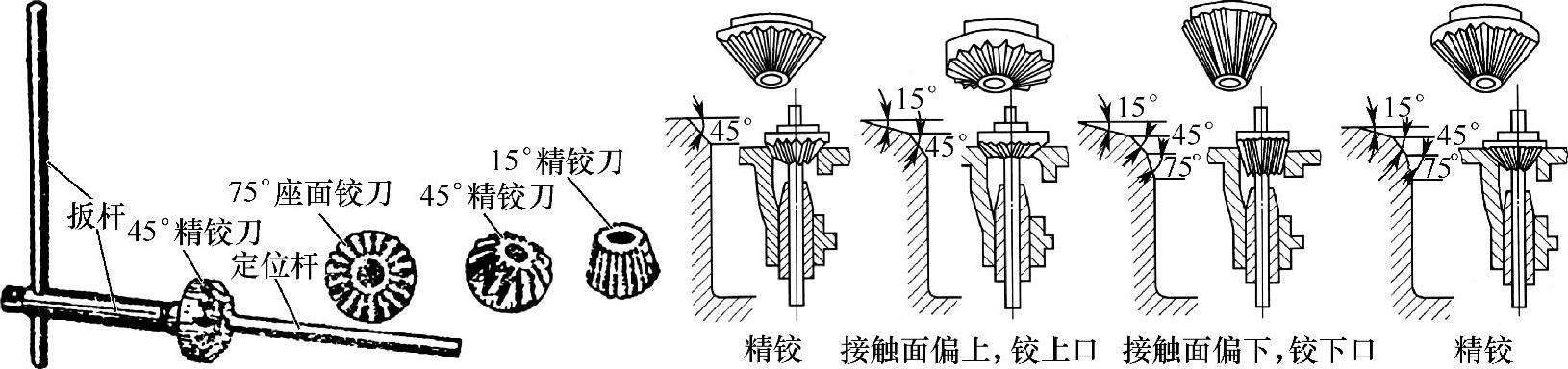
图3-132 气门铰刀
2)操作过程:
①根据气门导管内径选择铰刀导杆,导杆以轻易插入气门导管内,无旷动量为宜。导杆插入气门导管内部分有的加工成约0.25㎜的锥形,以保证气门座工作锥的轴线与导管轴线重合。
②把砂布垫在铰刀下,磨除座口硬化层,以防止铰刀打滑和延长铰刀使用寿命。
③用与气门锥角相同的精铰刀铰削工作锥面,直到凹陷、斑点全部去除并形成2.5㎜以上的完整锥面为止。铰削时两手用力要均衡并保持顺时针方向转动。
④气门座和气门的选配,一般是新气门座用旧气门,旧气门座配新气门。用相配的气门进行涂色试配,察看印迹。接触环带应在气门和斜面的中部靠里位置,若过上过下,可用15°或75°铰刀铰削。接触面宽度一般是进气门为1.0~2.0mm,排气门为1.5~2.0mm。
⑤最后用与工作面角度相同的细刃铰刀进行精铰,并在铰刀下垫细砂布磨修,以降低气门座口表面粗糙度。
3)气门座磨削。气门座铰削完毕后,一般还要进行磨削,磨削工艺如下:
①根据气门工作面锥度和尺寸选用砂轮。
②修磨砂轮工作面达到平整并与轴孔同轴度公差在0.025mm之内。
③选择合适的走心导杆,卡紧在气门导管内,磨削时,导杆应不转动。
④光磨时应保证光磨机正直,并轻轻施加压力,光磨时间不宜太长,要边磨边检查。
(7)气门的研磨 气门工作面经光磨或更换新件且气门座经过磨削后为使它们达到密合,还需要相互研磨。气门的研磨有两种方法,一种是手工操作,另一种是使用气门研磨机进行。
1)手工研磨:
①研磨前应先用汽油清洗气门、气门座和气门导管,将气门按顺序排列或在气门头部打上记号,以免气门位置错乱。
②在气门工作锥面上涂上一层薄薄的粗研磨砂,同时在气门杆上涂以机油,插入气门导管内。
③利用螺钉旋具或橡皮捻子使气门进行往复和旋转运动与气门座进行研磨,注意旋转角度不宜过大,并不时地提起和转动气门变换气门与座相对位置,以保证研磨均匀,如图3-133所示。
注意:在手工研磨中,不宜过分用力,也不要提起气门在气门座上用力拍击,否则会将气门工作面磨宽或磨成凹槽。
④当气门工作面与气门座工作面磨出一条较完整且无斑痕的接触环带时,可以将粗研磨砂洗去,换用细研磨砂,继续研磨。当工作面出现一条整齐的灰色的环带时,再洗去细研磨砂,涂上润滑油,继续研磨几分钟即可。
2)机器研磨:
①将气缸盖清洗干净,安放在气门研磨机工作台上。
②在已配好的气门工作面涂上一层研磨膏,在气门杆部涂上机油并装入气门导管内,调整各转轴,对正气门座孔。
③连接好研磨装置,调整气门升程,进行研磨。一般研磨10~15min即可。研磨好的工作面应成为一条光泽完整的圆环。
(8)气门的密封性检查 气门和气门座经过修理后,都要进行密封性检查,其方法如下:
1)划线法:
①检查前将气门及气门座清洗干净,在气门工作面上用软铅笔沿径向均匀地划上若干条线。
②然后与相配气门座接触,略压紧并转动气门45°~90°,取出气门,察看铅笔线条;如铅笔线条均被切断,如图3-134所示,则表示密封良好,否则,应重新研磨。
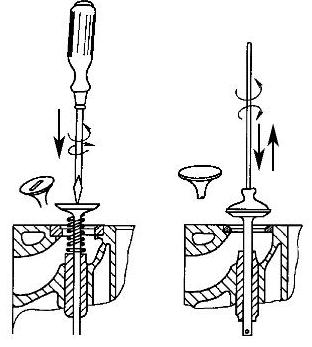
图3-133 研磨气门
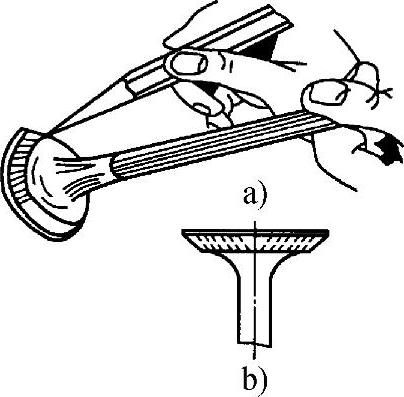
图3-134 铅笔划线检查
2)拍击法。将气门与相配气门座轻轻敲击几次,察看接触带,如有明亮的连续光环,即为合格。
3)涂红丹油。在气门工作面上涂抹上一层轴承蓝或红丹油,然后用橡皮捻子吸住气门在气门座上旋转1/4圈,再将气门提起,若轴承蓝或红丹油布满气门座工作面一周而无间断,又十分整齐,即表示密封良好。
4)渗油法。可用煤油或汽油浇在气门顶面上,5min内观察气门与座接触处是否有渗漏现象,如无渗漏即为合格。
(9)气门座的镶换 当气门座有裂纹、松动、烧蚀或磨损严重;或经多次加工修理,使新气门装入后,气门头部顶平面仍低于气缸盖燃烧室平面2mm以上,应镶换新的气门座,其工艺要点如下:
1)拆卸旧气门座。注意,不要损伤气门座承孔。
2)选择新气门座。用外径千分尺测量气门座外径,用内径量表测量气门座承孔内径,并根据气门座和缸盖承孔的材质选择合适过盈量(一般在0.07~0.17mm)。
3)气门座的镶换。将检查合格的新气门座进行冷却,时间不少于10min,同时加热气门座承孔,然后在气门座外侧涂上一层密封胶,将气门座压入承孔中。
(10)更换气门杆油封
1)拆卸:
①拆下凸轮轴箱。
②取出滚子摇臂并将其放到一块干净的垫板上。同时注意滚子摇臂不要混淆。
③用火花塞扳手3122B拧出火花塞。
④将相应气缸的活塞置于“下止点”处。
⑤安装带有压块3362/1的气门弹簧压紧装置3362,如图3-135所示。
⑥将压力软管VW653/3旋入火花塞螺纹孔中。
⑦将压力软管接到至少有6bar的压缩空气上,然后拆下气门弹簧。
⑧将气门杆密封件用气门杆密封件起拔器3364拔出。
2)安装:
①将随附的塑料套筒插到气门杆上。这样可以避免损坏新的气门杆密封件。
②将新的气门杆密封件装入气门杆密封件压入器3365中,如图3-136所示。
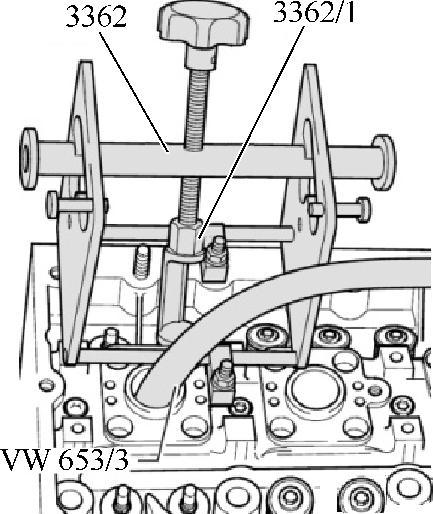
图3-135 安装带有压块装置3362
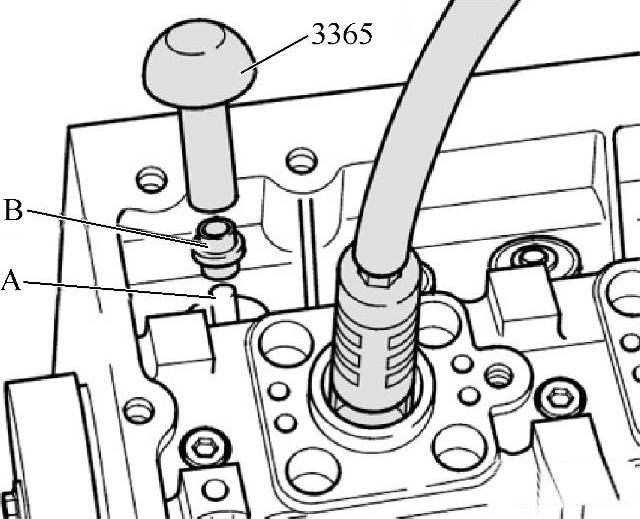
图3-136 将新的气门杆密封件装入
③给气门杆密封件密封唇涂上油并小心地安装到气门导管上。
④安装凸轮轴箱。
⑤调整配气相位。
⑥其他的安装步骤以倒序进行。
(11)正时链条的检修 正时链条伸长量的检查方法是将正时链条绕链轮一周,将链条提起不超过齿高的1/2,也可用弹簧秤在链条一个或更多的地方测量链条的伸长量,若超过使用极限应更换,如图3-137所示。
1)维修提示:
①液压挺柱不可修理。
②在发动机起动时,不规则气门噪声属于正常现象。
2)检修过程:
①起动发动机,并且让其运转到冷却液温度达到大约80℃,风扇接通。
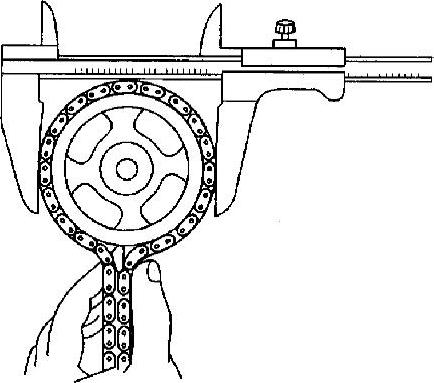
图3-137 链条的检测
②把发动机转速提到大约2500r/min,并运转至少2min;必要时,进行道路试车(提示:如果不规则的噪声消除后,但短期内再次出现,则必须更换机油单向阀)。
③如果液压挺柱仍有噪声,则按照下述方法查出损坏了的挺柱。
a.拆下气缸盖罩。
b.顺时针转动曲轴,使待查挺柱凸轮朝上。
c.测量凸轮轴和挺柱间隙,如果间隙大于0.2mm,更换挺柱。如果间隙小于0.1mm或无间隙,按下述方法进行检查:用楔形木棒或塑料棒压下挺柱,如图3-138所示。如果凸轮与挺柱间可放入0.2mm塞尺,更换挺柱。
d.挺柱直径的磨损可用外径千分尺测定,圆柱度及弯曲度误差不应超过0.01mm,径向跳动量不应超过0.05mm。气门挺柱孔内径可用分球式内径百分表检测,如图3-139所示。
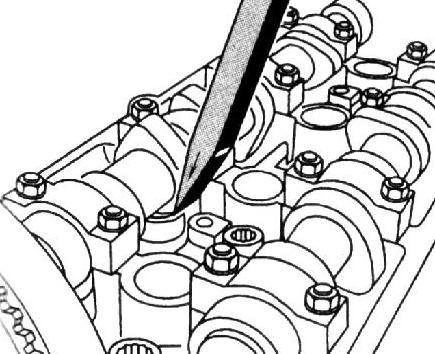
图3-138 用木制或者塑料楔向下压出挺柱
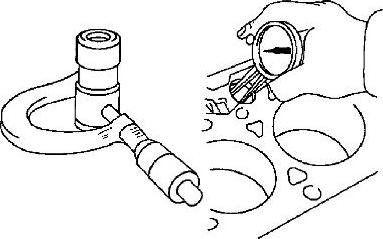
图3-139 气门挺柱及承孔的检测
3)更换提示:
①将液压挺柱浸入干净的机油中,抽动柱塞若干次,去除氧化膜及杂质,使柱塞灵活。通过推杆座排出空气,并用漏降测试装置在挺柱塞栓上施加200N的压力,在滑下2mm左右以后,测量1mm的漏降时间,在温度为20℃时,应为50s/mm。
②安装新的液压挺柱后,大约30min内发动机不允许起动,否则气门可能会撞到活塞,要等到液压元件必须入位。
③在气门传动机构工作后,小心谨慎地至少转动发动机2圈,以确保在起动时不会顶气门。
④将液压挺杆浸入干净的机油中,使用专用工具反复按下柱塞5~6次。如果在尝试3次后柱塞可被压下,请更换新的液压挺杆,如图3-140所示。
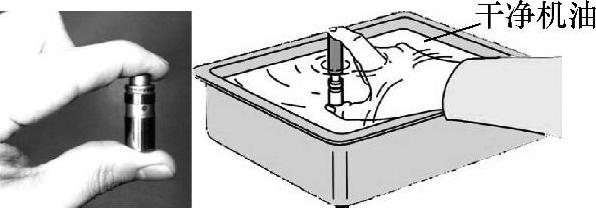
图3-140 检查液压挺杆
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。