



【摘要】:对于大型或设备基础复杂的厂房,由于施测精度要求较高,为了保证后期测设的精度,其厂房矩形控制网的建立一般分两步进行。大型厂房的主轴线的测设精度,边长的相对误差不应超过1/30000,角度偏差不应超过±5″。如图11-4所示,主轴线MON和HOG分别选定在厂房柱列轴线和③轴上,Ⅰ、Ⅱ、Ⅲ、Ⅳ为控制网的四个控制点。
对于大型或设备基础复杂的厂房,由于施测精度要求较高,为了保证后期测设的精度,其厂房矩形控制网的建立一般分两步进行。应先依据厂区建筑方格网精确测设出厂房控制网的主轴线及辅助轴线(可参照建筑方格网主轴线的测设方法进行),当校核达到精度要求后,再根据主轴线测设厂房矩形控制网,并测设各边上的距离指示桩,一般距离指示桩位于厂房柱列轴线或主要设备中心线方向上。最终应进行精度校核,直至达到要求。大型厂房的主轴线的测设精度,边长的相对误差不应超过1/30000,角度偏差不应超过±5″。
如图11-4所示,主轴线MON和HOG分别选定在厂房柱列轴线ⓒ和③轴上,Ⅰ、Ⅱ、Ⅲ、Ⅳ为控制网的四个控制点。
测设时,首先按主轴线测设方法将MON测设于地面上,再以MON轴为依据测设短轴HOG,并对短轴方向进行方向改正,使轴线MON与HOG正交,限差为±5″。主轴线方向确定后,以O点为中心,用精密丈量的方法测定纵、横轴端点M、N、H、G位置,主轴线长度相对精度为1/5000。主轴线测设后,可测设矩形控制网,测设时分别将经纬仪安置在M、N、H、G四点,瞄准O点测设90°方向,交会定出Ⅰ、Ⅱ、Ⅲ、Ⅳ四个角点,精密丈量MⅠ、MⅡ、NⅡ、NⅣ、HⅠ、HⅣ、GⅣ、GⅢ长度,精度要求同主轴线,不满足时应进行调整。(https://www.xing528.com)
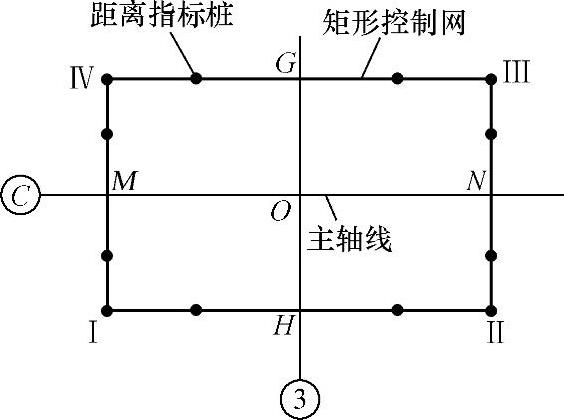
图11-4 大型厂房矩形控制网的测设
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。