



塑料是以树脂为主要成分,在一定温度和压力下塑造成一定形状,并在常温下能保持既定形状的高分子有机材料。
随着汽车工业的发展,汽车车身各种零部件越来越多地使用各种塑料制成,特别是车身前端,包括保险杠、格栅、挡泥板、防碎石板、仪表工作台及仪表板等。图5-31所示为现代汽车的外部常用塑料件部位图,图5-32所示为现代汽车的内部常用塑料件部位图。
由于塑料比钢板轻得多,已成为各汽车制造厂商减轻自重、节省燃油的重要手段。由于塑料具有高的强度和重量比,重量减少并不意味着强度降低。用塑料做车身已不再是想象,所以掌握塑料件的更换与修理变得越来越重要。
塑料在汽车上的推广和运用,就产生了修理碰伤的新方案。许多损坏的汽车可以经济地修理而用不着更换,特别是不必从车上拆下零件。划痕、擦伤、撕裂和刺穿都可修理。此外,由于某些零件不一定有现货供应,订货时间较长,修理往往可以迅速地进行,从而缩短了修理工期。
1.塑料的种类
目前汽车上应用的塑料可按塑料的物理化学性能分为:
(1)热塑性塑料 这种塑料可以重复地加热软化,其化学成分并不发生变化。受热后它就变软或熔化,而冷却后即变硬,这种塑料可以用塑料焊机焊接。
(2)热固性塑料 这种塑料在加热和使用催化剂或紫外光的情况下发生化学变化。硬化后得到永久形状,即使重复加热或使用催化剂也不会变形。不能用塑料焊机焊接。
图5-33所示更充分地说明了热与这两种塑料的关系。一般说来,热固性塑料的修理方法是化学粘结剂粘合,而热塑性塑料的修理方法是焊接。
不同车型、不同部位所用的塑料不尽相同,即使是同一年款、同一部件的汽车也有可能使用不同的塑料。这通常是因为汽车制造厂商更换了配件供应商,或者是改变了设计或生产工艺。
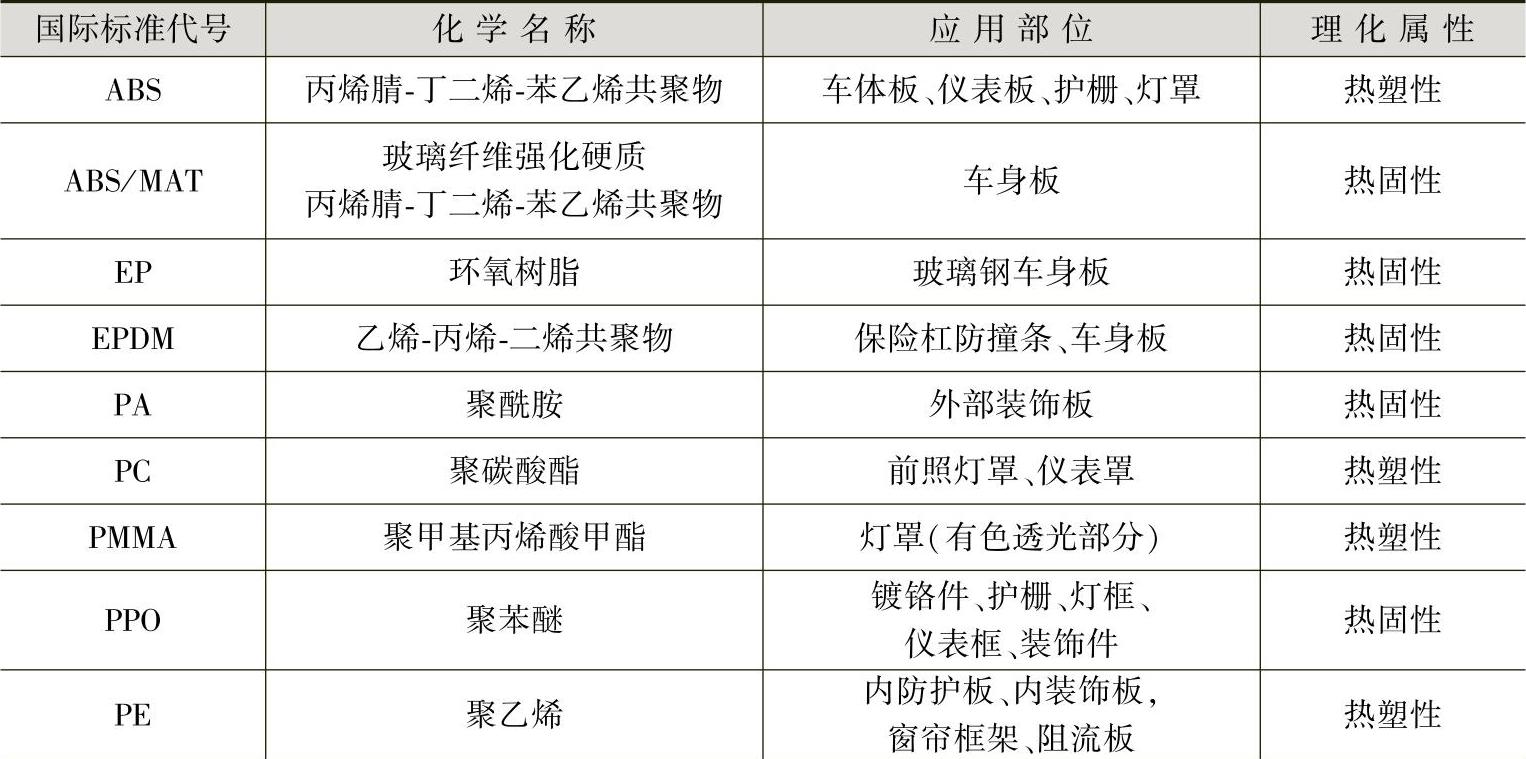
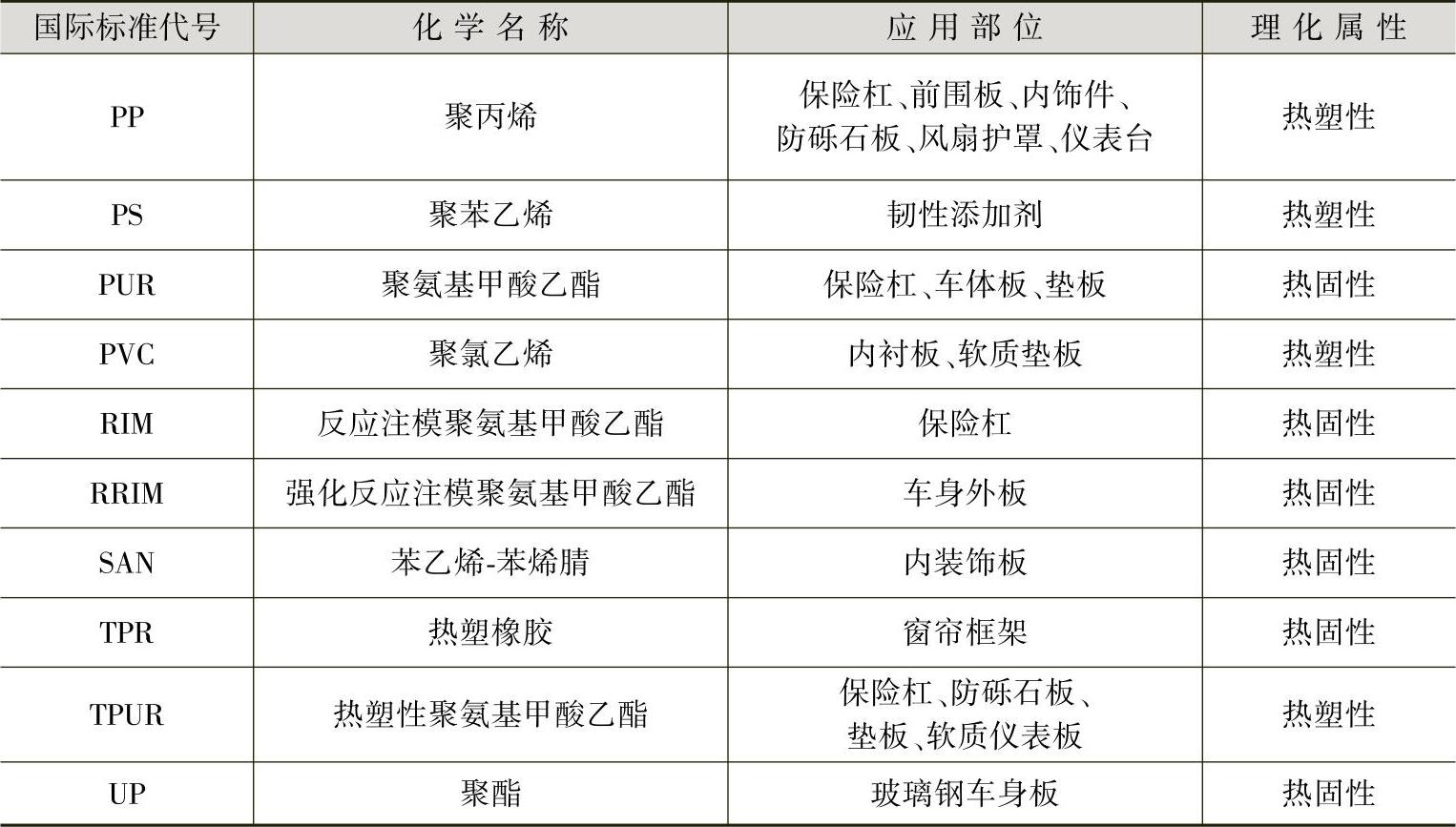
表5-1列出了常见的汽车塑料及其应用。还列出了它们的国际标准代号、正式化学名称、应用部位及理化属性。
2.塑料的鉴别
对于不明塑料有几种鉴别方法如下:
1)查看压在塑料件上的国际标准代号,即ISO代码。现在正规的汽车零配件生产厂商都使用这种代码,只是要查看塑料零件的ISO代码,通常要将零件从车上拆下后从零件的内表面才能看到所标的ISO代码。
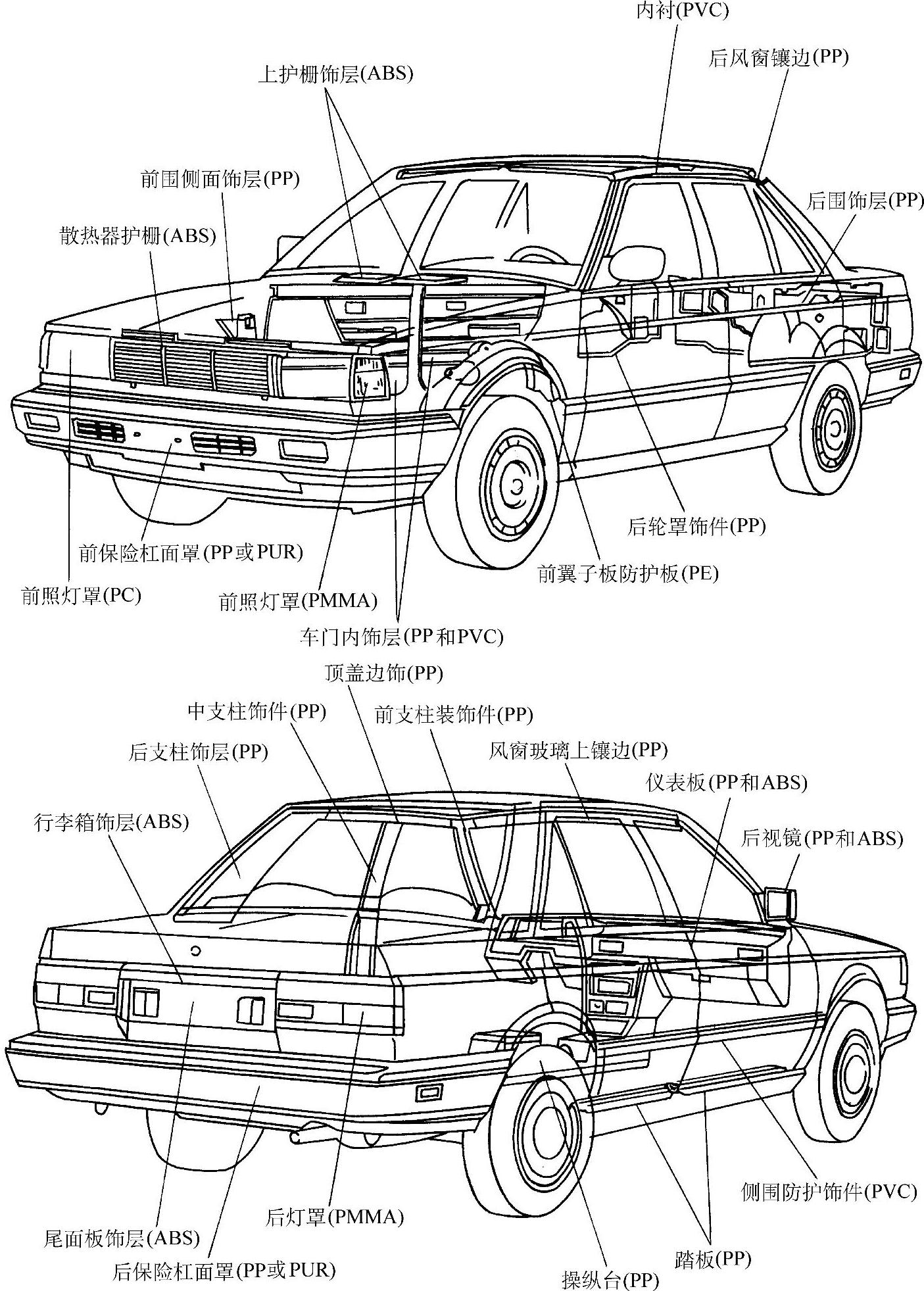
图5-31 现代汽车的外部常用塑料件部位图
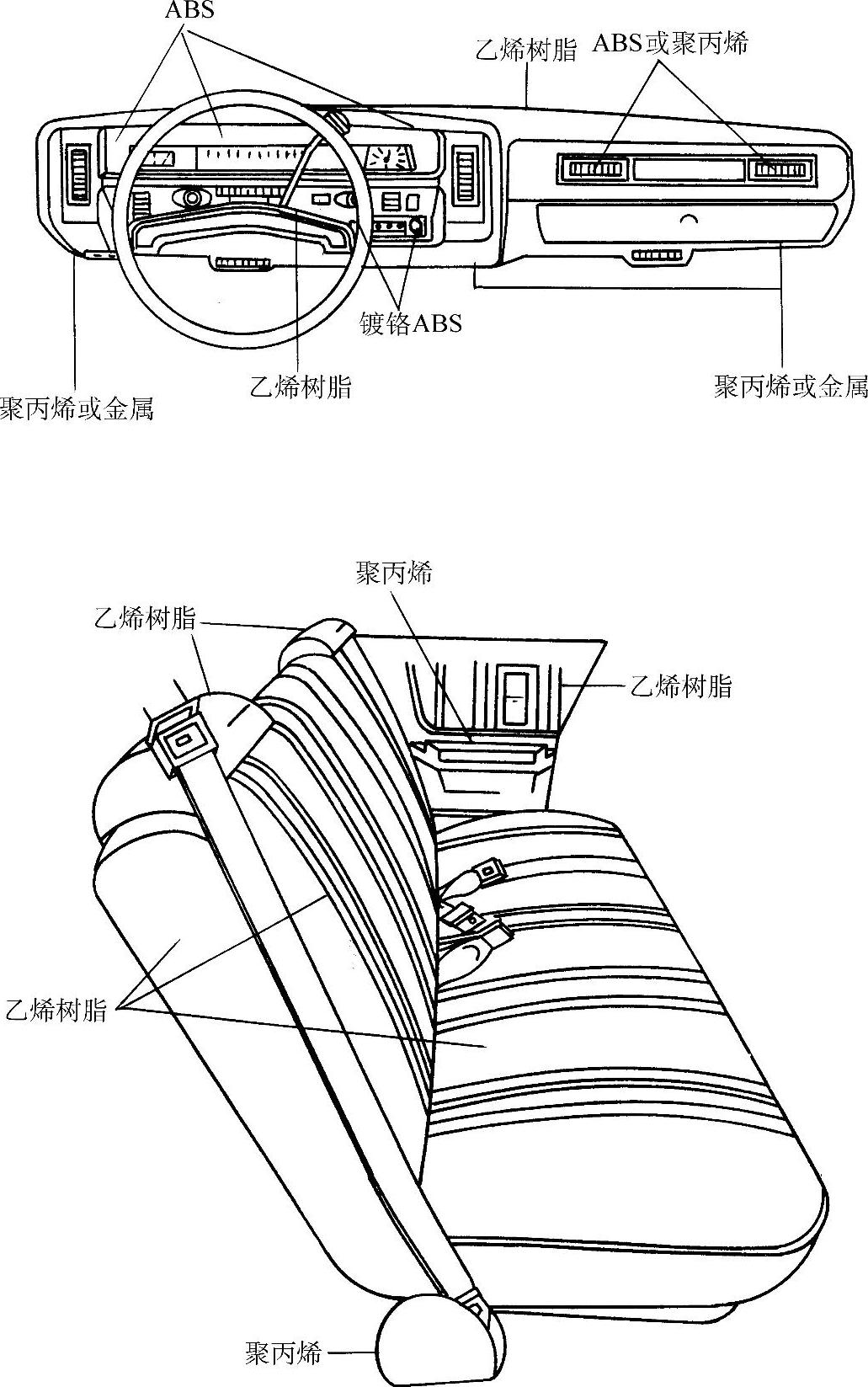
图5-32 现代汽车的内部常用塑料件部位图
2)查阅车身维修手册,手册中一般都标出了每个塑料件所用的材料。由于汽车生产厂商经常会更改塑料零件的供应商及工艺,使用车身维修手册应查阅相应的版本。
过去使用的“燃烧法”现在已不主张使用,原因有三个:
①燃烧产生有毒气体,对人体有害。
②停车场、修理厂使用明火都是不安全的。
③目前许多塑料都是复合材料,复合材料有多种成分,燃烧法根本无法鉴别。
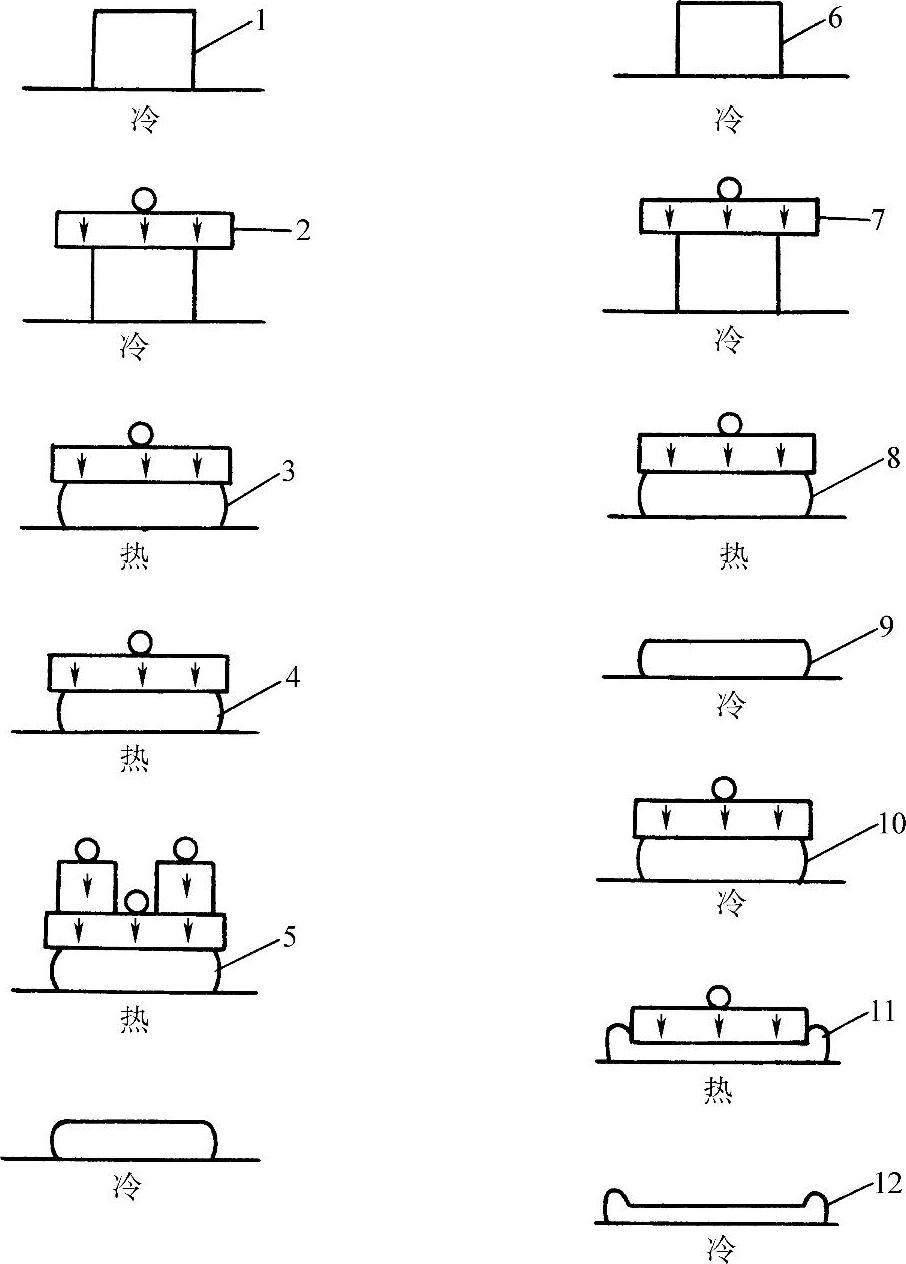
图5-33 热固性塑料和热塑性塑料的热效应
1—热固性塑料 2—施加压力 3—塑性变形 4—继续加热不变形 5—再加压力仍不变形 6—热塑性塑料 7—施加压力 8—塑性变形 9—塑料硬化 10—塑料不变形 11—塑料加热再变形 12—塑料硬化
表5-1 汽车常用塑料国际标准代号、正式化学名称、应用部位及理化属性表
 (https://www.xing528.com)
(https://www.xing528.com)
(续)
有一种鉴别塑料的可行性方法,即假定它是一种具有可焊性的热塑性材料,在该零件的隐蔽部位或损伤处进行试焊,如图5-34所示。
可试用几根焊条,直到其中的一种能够焊合为止,如果有一种焊条能与之焊合,那么未弄清的塑料为热塑性塑料,材质为与能焊合那种焊条理化性能相同或相近的材料。反之为热固性材料。大多数塑料焊接设备供应商能够提供6种左右的塑料焊条,不同焊条颜色不一样,材质也不一样。
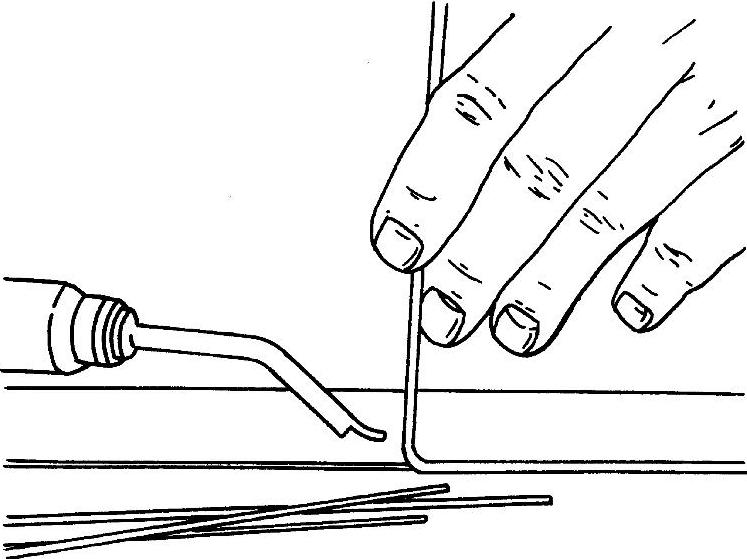
图5-34 试焊
3.塑料的修理方法
根据塑料的理化属性,塑料分为热塑性塑料和热固性塑料,相应的修理方法分为塑料焊接法和化学粘结法。
(1)塑料焊接法 塑料焊接与金属焊接相似。这两种焊接都要使用热源和焊条;焊接方法包括碰焊、填焊和搭焊。接头的类型也大致相同,而且强度的评定方法也相似。然而,由于两种材料在物理特性上的差异,这两种材料焊接时又有明显的差异。熟练焊接金属的技工,不一定会焊接塑料。
焊接金属时,焊条与基体材料熔为一体。金属有确定的熔点,而塑料在软化温度和烧焦或燃烧的温度之间有很大的熔化温度范围。此外,与金属不同的是,塑料传热性能差,加热不易均匀。因此,在塑料表面以下的塑料部分还未完全软化时,塑料焊条和塑料表面就会烧焦或燃烧。在焊接温度下分解的时间比在焊接中使塑料软化所需的时间短,所以塑料焊机的工作温度范围要比金属焊机小得多。
由于塑料焊条不会完全熔化,在焊接前后看来没有变样。从事焊接金属的技工往往会认为这样的塑料焊接是不完全的,理由很简单,因为只有焊条的外表面熔化,其内芯仍然是硬的。焊工可向焊条施加压力,使它进入焊区并形成永久结合。切去热源后,焊条恢复原状。所以,即使在焊条和基体材料之间获得牢固、永久的结合,焊条的形状还是和焊接前非常相像,所不同的只是在焊缝侧有熔流带。
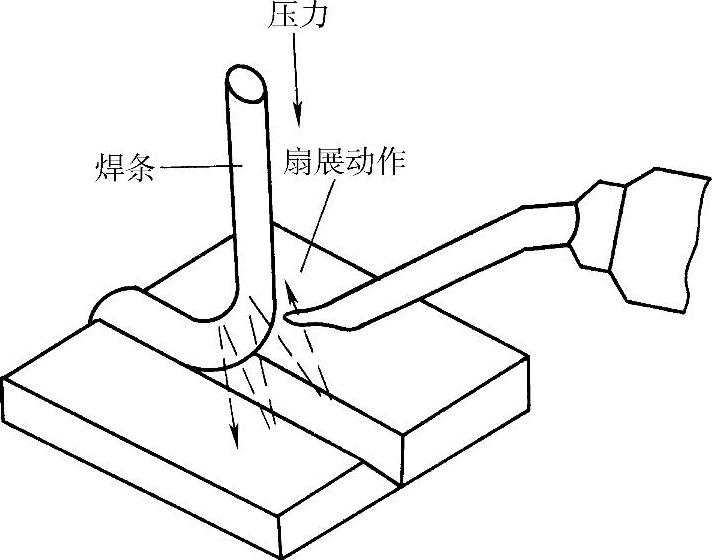
图5-35 适当的加热与加压才能获得良好的塑料焊接质量
焊接塑料时,材料在热量和压力的适当结合下熔融在一起。采用常用的手工焊接方法时,这种结合是靠用一只手向焊条施加压力,而同时用焊炬的热气把焊条和基体材料加热并保持适当的“扇展动作”来实现,如图5-35所示。获得良好的焊接质量,在于保持压力、温度的稳定和平衡。压力过大会使焊缝扩大,而温度过高会使塑料烧焦、熔化和变形。
(2)塑料粘结法 粘接法优于焊接主要在于并非所有塑料都能焊接,只有热塑性塑料可以焊接。热塑性塑料和热固性塑料都可以采用粘结法修理。
粘结修理法主要有双组分组合粘结法(俗称双管胶或AB胶)和氰基丙烯酸酯(CAs,俗称瞬间胶)粘结法两种。
1)双组分组合粘结法。双组分组合粘结法是以聚酯、环氧树脂或氨基甲酸乙酯作为基体树脂,与固化剂组合使用。
2)氰基丙烯酸酯粘结法。氰基丙烯酸酯粘结法在近几年来有了很大的变化,使用很多新的配方。氰基丙烯酸酯又称超级胶。对于大多数塑料修理来说,并不推荐使用氰基丙烯酸酯,因为它经不起日晒雨淋,不能保证修理件耐用。在强度和弹性相同的情况下,使用氰基丙烯酸酯来修复比其他方法速度快。应当说明,氰基丙烯酸酯在各种塑料上使用并不是一样好。如果决定使用氰基丙烯酸酯,应选择质量可靠的品牌,严格按使用说明去做。
一般说来,双组分组合粘结法与氰基丙烯酸酯粘结法的主要区别在于,双组分组合粘结法的粘结处韧性较好,而氰基丙烯酸酯粘结法粘结处韧性较差,不适合有韧性要求的材料。氰基丙烯酸酯粘结法的优点是速度快,使用方便。
4.塑料件修与换的掌握
作者认为,塑料件修与换的掌握应从以下几个方面来考虑:
1)对于燃油箱及要求严格的安全结构件,必须考虑更换。
2)整体破碎应考虑更换为主。
3)价值较低、更换方便的零件应考虑更换为主。
4)应力集中部位,如富康车尾门铰链、撑杆锁机处,应考虑更换为主。
5)基础零件,并且尺寸较大,受损为划痕、撕裂、擦伤或穿孔,这些零件拆装麻烦、更换成本高或无现货供应,应考虑以修理为主。
6)表面无漆面的、不能使用氰基丙烯酸酯粘结法修理的且表面美光要求较高的塑料零件,一般来说,由于修理处会留下明显的痕迹,应考虑更换。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。