



1.渐开线直齿圆柱齿轮啮合特点
如图8-13所示,当一条动直线AB沿着半径为rb的圆纯滚动时,其上任意一点K的轨迹曲线称为该圆的渐开线。该圆称为渐开线的基圆,该直线称为渐开线的发生线。渐开线齿轮轮齿的两侧齿廓由两条形状相同、方向相反的一段渐开线组成,渐开线齿廓的形状由基圆决定。

图8-13 渐开线的形成
2.渐开线齿轮能保证传动比恒定
两齿轮在啮合时,相当于两个圆相切做纯滚动,这两个圆即两齿轮的节圆。在传动时两齿轮的中心距不变,所以两齿轮的节圆半径也不变。用渐开线作为齿廓曲线,必能保证恒定传动比传动,即

3.渐开线齿轮的正确啮合条件
要使一对渐开线齿轮的各对轮齿依次正确啮合传动,就必须使两齿轮的模数m1、m2和压力角α1、α2分别相等,即
m1=m2α1=α2 (8-6)
由此可进一步推出传动比公式

式中,db1、db2分别为两齿轮的基圆直径;r1、r2分别为两齿轮的节圆半径;z1、z2分别为两齿轮齿数。
4.渐开线齿轮连续传动的条件
要使一对齿轮能连续传动,至少要求前一对轮齿还没退出啮合时,后一对轮齿已进入啮合,传动才能连续进行,否则啮合将会中断而引起冲击。连续传动的条件是重合度ε≥1,重合度为实际啮合线段与基圆齿距之比。重合度越大,说明同时参与啮合的轮齿齿数就越多,每对轮齿分担的载荷就越小,传动就越平稳。对于标准齿轮,采用标准中心距安装,其重合度恒大于1。
5.渐开线齿轮各部分名称、主要参数、几何尺寸
图8-14所示为一标准直齿圆柱外啮合齿轮的一部分。根据国标GB/T3374.1—2010的规定,其各部分名称及符号如下。

图8-14 渐开线齿轮各部分名称
(1)齿顶圆 所有轮齿顶部所在的圆,其直径用da表示。
(2)齿根圆 所有轮齿底部所在的圆,其直径用df表示。
(3)齿厚 在任意直径的圆周上,同一轮齿两侧齿廓间的弧长,称为该圆的齿厚,用sk表示。
(4)齿槽宽 相邻两轮齿间的空间称为齿槽,在任意直径圆周上的齿槽弧长称为该圆的齿槽宽,用ek表示。
(5)齿距 相邻两轮齿同侧齿廓间在任意直径圆周上的弧长称为该圆的齿距,用pk表示。如果齿轮的齿数为z,则

即

(6)模数、分度圆 由式(8-9)可知,在不同的圆周上,比值
 不同,且比值中包含有无理数π。为了设计、制造和互换的方便,因此在齿轮上取某一个圆,使该圆上的
不同,且比值中包含有无理数π。为了设计、制造和互换的方便,因此在齿轮上取某一个圆,使该圆上的 值为简单的有理数并标准化,称为模数,同时使该圆上齿廓的压力角也为标准值。我们把具有标准模数和标准压力角的圆称为分度圆,直径用d表示,分度圆上压力角用α表示,国家标准规定α=20°,分度圆上的齿距、齿厚和齿槽宽分别用p、s、e表示,而模数用m表示,单位为mm。
值为简单的有理数并标准化,称为模数,同时使该圆上齿廓的压力角也为标准值。我们把具有标准模数和标准压力角的圆称为分度圆,直径用d表示,分度圆上压力角用α表示,国家标准规定α=20°,分度圆上的齿距、齿厚和齿槽宽分别用p、s、e表示,而模数用m表示,单位为mm。
即

我国规定的标准模数系列见表8-2。
表8-2 齿轮模数系列(GB/T1357—2008) (单位:mm)

注:1.对斜齿圆柱齿轮是指法向模数mn。
2.优先选用第一系列,括号内的数值尽可能不用。
3.m=1属于小模数齿轮的模数系列。
由渐开线性质可知,齿廓上各点的压力角是不同的。国家标准规定:分度圆上压力角和模数均为标准值,我国规定α=20°。
(7)齿顶高 齿顶圆与分度圆之间的径向距离,用ha表示,ha=(da-d)/2。
(8)齿根高 分度圆与齿根圆之间的径向距离,用hf表示hf=(d-df)/2。
(9)全齿高 齿顶圆与齿根圆之间的径向距离,用h表示,h=ha+hf。按标准规定
ha=ha*m (8-13)

式中,ha*为齿顶高系数;c为顶隙,它是指一对齿轮啮合时一轮的齿顶与另一轮的齿根之间沿半径方向的间隙,如图8-15所示,它能避免两轮啮合时一轮齿的齿顶与另一轮齿的齿根相碰撞,而且能储存润滑油;C*为顶隙系数。
按标准规定,齿顶高系数和顶隙系数分别为
正常齿制 ha*=1.0,C*=0.25
由此推出齿顶圆直径和齿根圆直径分别为

模数、压力角、齿顶高系数、顶隙系数都取标准值,且分度圆齿厚等于齿槽宽的齿轮称为标准齿轮。因此,对于标准齿轮

由以上看出,模数是齿轮几何尺寸计算的重要参数,模数越大,轮齿承载能力也越大,如图8-16所示。对于一对模数和压力角均相等的标准齿轮,由于分度圆上的齿厚与齿槽宽相等,故有

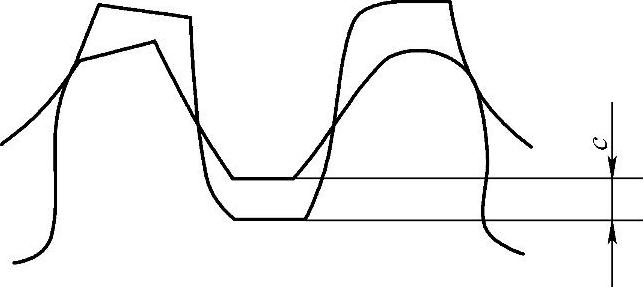
图8-15 顶隙

图8-16 模数和齿轮齿数的关系
若在安装时使两轮分度圆相切做纯滚动,即节圆与分度圆重合,则称为标准安装,两轮心之间的距离称为标准中心距,用a表示,即

需要说明的是:分度圆和节圆是两个不同的概念,节圆是在啮合中才出现的,对一个齿轮来说,不存在节圆;而分度圆是一个齿轮在加工完毕后就存在的。(https://www.xing528.com)
6.渐开线齿轮的切齿原理与根切现象
(1)渐开线齿轮的切齿原理齿轮的切齿方法就其原理来说可分为仿形法和展成法两种。
1)仿形法。这种方法的特点是所采用的成形刀具,在其轴向剖面内,刀刃的形状和被切齿轮齿槽的形状相同。常用的有盘状铣刀和指状铣刀。

图8-17 仿形法切齿
图8-17a所示为用盘状铣刀切制齿轮的情况。切制时,铣刀转动,同时齿轮毛坯随铣床工作台沿平行于齿轮轴线的方向直线移动,切出一个齿槽后,由分度机构将轮坯转过360°/z,再切制第二个齿槽,直至整个齿轮加工结束。
图8-17b所示为用指状铣刀加工齿轮的情况。加工方法与用盘状铣刀时相似。指状铣刀常用于加工大模数(如m>20mm)的齿轮,并可以切制人字齿轮。
仿形法的优点是加工方法简单,不需要专门的齿轮加工设备。缺点是:由于铣制相同模数不同齿数的齿轮是用一组有限数目的齿轮铣刀来完成的,因此所选铣刀不可能与要求齿形准确吻合,加工出的齿形不够准确,轮齿的分度有误差,制造精度较低。由于切削是断续的,生产效率低,所以仿形法常用于单件、修配或少量生产及齿轮精度要求不高的齿轮加工。
2)展成法。展成法是目前齿轮加工中最常用的一种方法。用展成法加工齿轮,常用的刀具有:齿轮形加工刀具,图8-18所示为齿轮插刀;齿条形加工刀具,图8-19所示为齿条插刀、图8-20所示为滚刀,共两大类。
齿轮插刀加工齿轮:齿轮插刀是一个具有刀刃的渐开线外齿轮。加工时,插刀与轮坯严格地按定比传动做展成运动,即啮合传动,同时插刀沿轮坯轴线方向做上下往复的切削运动。为了防止插刀退刀时擦伤已加工的齿廓表面,在退刀时,轮坯还需做小距离的让刀运动。另外,为了切出轮齿的整个高度,插刀还需要向轮坯中心移动,做径向进给运动。
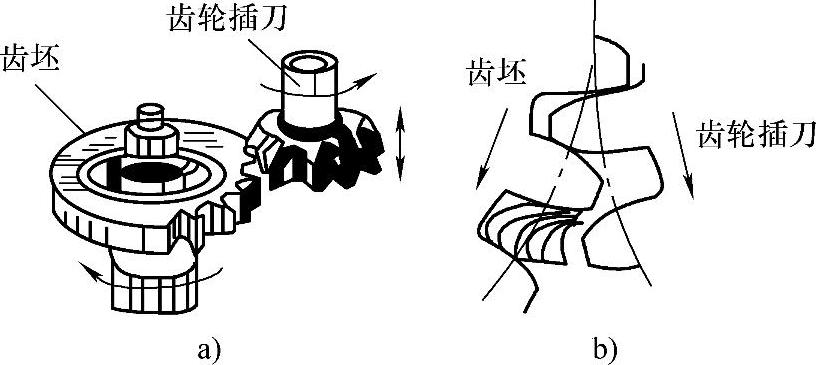
图8-18 齿轮插刀加工齿轮

图8-19 齿条插刀加工齿轮

图8-20 齿轮滚刀加工齿轮
齿条插刀加工齿轮:刀具与轮坯的展成运动相当于齿条与齿轮啮合传动,其切齿原理与用齿轮插刀加工齿轮的原理相同。
齿轮滚刀加工:插齿加工的切削是不连续的,不仅影响生产率的提高,还限制了加工精度。因此,在生产中更广泛地采用齿轮滚刀加工齿轮。图8-20所示为用齿轮滚刀加工齿轮的情况。滚刀形状像一螺旋,它的轴向剖面为一齿条。当滚刀转动时,相当于齿条做轴向移动,滚刀转一周,齿条移动一个导程的距离,所以用滚刀切制齿轮的原理和齿条插刀切制齿轮的原理基本相同。滚刀除了旋转之外,还沿着轮坯的轴线缓慢地进给,以便切出整个齿宽。
用展成法加工齿轮时,只要刀具和被加工齿轮的模数m和压力角均相同,则不管被加工齿轮的齿数多少,都可以用同一把齿轮刀具加工,而且生产效率较高,所以在大批生产中多采用展成法。
(2)根切现象与不发生根切的最少齿数zmin
1)根切现象。用展成法加工标准齿轮时,如果刀具的齿顶线超过了极限啮合点N1,轮齿根部的渐开线齿廓将会被刀具切去一部分,这种现象称为切齿干涉,又称根切,如图8-21所示。

图8-21 轮齿根切及其原理
产生严重根切的齿轮,会使轮齿的抗弯强度降低,并使重合度减小,影响传动的平稳性,对传动十分不利,因此应避免根切现象的产生。
2)最少齿数zmin。要避免根切,就必须使刀具的顶线不超过N1点。刀具模数确定后,刀具齿顶高也为一定值。由于标准齿轮在分度圆上的齿厚s与齿槽宽P相等,为此加工时刀具的分度中线必须与轮坯分度圆相切。这样,齿顶线位置也就确定下来。当轮坯基圆半径越小,齿数越少,N1点就越接近C,产生根切的可能性就越大。
如图8-21所示,按不根切条件,应使CB2≤CN1。由ΔO1N1C得

由ΔCB2B′得

故有

上述即为切制标准齿轮不发生根切的条件。
令

zmin为标准齿轮不发生根切的最少齿数,对于正常齿zmin=17,允许少量根切时zmin=14;对于短齿zmin=14。
由上述可知,标准齿轮避免根切的措施是使齿轮齿数大于或等于最少齿数。
(3)变位及变位齿轮 标准齿轮设计计算简单,互换性好,因而被广泛使用。但标准齿轮传动仍存在着一些局限性:①受根切限制,齿数不得少于zmin,使传动结构不够紧凑;②不适合于安装中心距α′不等于标准中心距α的场合。当α′<α时无法安装,当α′>α时,虽然可以安装,但会产生过大的侧隙而引起冲击振动,影响传动的平稳性;③一对标准齿轮传动时,小齿轮的齿根厚度小而啮合次数又较多,故小齿轮的强度较低,齿根部分磨损也较严重,因此小齿轮容易损坏,同时也限制了大齿轮的承载能力。
为了改善齿轮传动的性能,出现了变位齿轮。如图8-22所示,若将齿条插刀远离轮心O1一段距离(xm),齿顶线不再超过极限点N1,则切出来的齿轮不会发生根切,但此时齿条的分度线与齿轮的分度圆不再相切。这种改变刀具与齿坯相对位置后切制出来的齿轮称为变位齿轮,刀具移动的距离xm称为变位量,x称为变位系数。
刀具远离轮心的变位称为正变位,此时x>0;
刀具移近轮心的变位称为负变位,此时x<0。
标准齿轮就是变位系数x=0的齿轮。
变位齿轮的设计计算请读者参考有关设计手册。
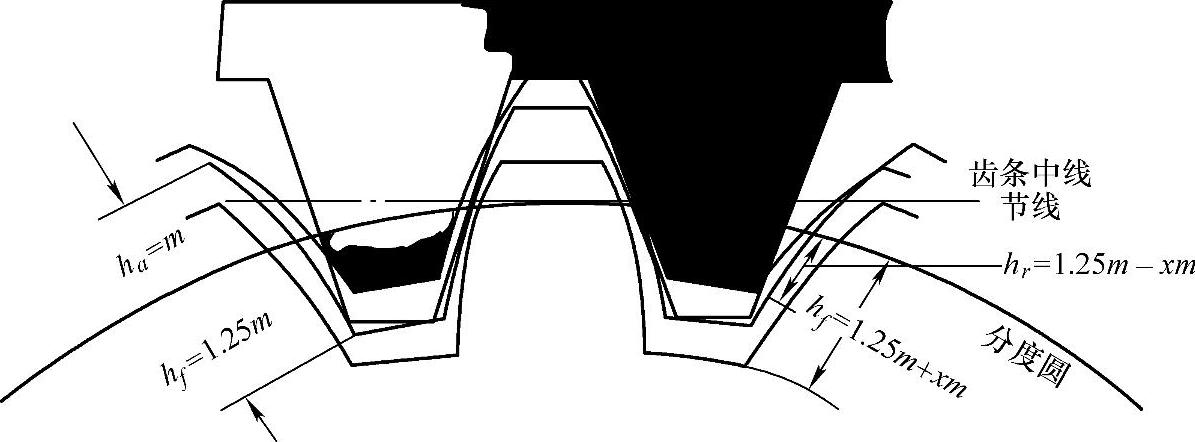
图8-22 齿轮变位原理
7.齿轮失效形式
齿轮在传动过程中,常见失效形式有轮齿折断、齿面点蚀、齿面磨损、齿面胶合及塑性变形五种形式。
(1)轮齿折断轮齿折断形式有两种:一种是在交变载荷作用下,齿根弯曲应力超过允许限度时,齿根处产生微小裂纹,随后裂纹不断扩展,最终导致轮齿疲劳折断;另外一种是短时过载或受冲击载荷发生突然折断,如图8-23所示。

图8-23 齿轮折断
防止轮齿折断的措施有:限制齿根上的弯曲应力;降低齿根处的应力集中;选用合适的齿轮参数和几何尺寸;强化处理(如喷丸、辗压)和良好热处理工艺等。
(2)齿面点蚀 轮齿齿面在载荷的反复交变作用下,当轮齿表面接触应力超过允许限度时,表面发生微小裂纹,以致小颗粒的金属剥落形成麻坑,如图8-24所示,称为齿面疲劳点蚀。点蚀的产生破坏了渐开线的完整性,从而引起振动和噪声,继而恶性循环,以致传动不能正常进行。

图8-24 齿轮疲劳点蚀
在润滑防护良好的闭式(有箱体防护)传动中,软齿面齿轮(硬度≤HBS350)易发生齿面点蚀。在开式(无箱体防护)齿轮传动中,齿面磨损大,看不到点蚀现象。
防止齿面点蚀的措施有:限制齿面接触应力;提高齿面硬度;降低齿面的粗糙度值;采用粘度高的润滑油等。
(3)齿面磨损 在开式传动中,轮齿工作面间进入灰尘杂物时,会引起齿面磨损。齿面磨损后,齿厚变薄,渐开线齿廓被破坏,引起冲击、振动和噪声,最后导致轮齿因强度不足而折断,防止磨损的措施有:提高齿面硬度;降低表面粗糙度值;改善工作条件;采用适当的防尘罩;在润滑油中加入减摩剂并保持润滑油的清洁等。
(4)齿面胶合 高速、重载传动中,由于齿面的压力大、相对滑动速度高,造成局部温度过高,使齿面油膜破裂,产生接触齿面金属粘着,随着齿面的相对运动,使金属从齿面上撕落。这种现象称为齿面胶合,防止胶合的措施有:提高齿面硬度;采用粘度较大或抗胶合性能好的润滑油;降低齿面粗糙度值等。
(5)齿面塑性变形 硬度不高的齿面在重载荷作用下,可能产生局部的塑性变形。这种失效常在过载严重和起动频繁的传动中出现。防止的措施有:保证良好的润滑;减小表面粗糙度值;选用屈服强度较高的材料等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。