



(1)气缸体的测量位置在测量时,应在活塞全行程内的①、②、③3个断面附近测量,如图2-1所示,以便正确地测量出气缸的最大磨损量以及圆度和圆柱度误差。气缸①、②、③3个测量断面的位置分别是第1道活塞环上止点稍下处,此断面一般是气缸的最大磨损断面;气缸中部测量位于活塞上、下止点中间的位置;气缸下部测量取活塞到下止点最下一道活塞环对应的位置附近。
(2)测量前的准备工作
1)将被检验的气缸缸筒及上平面清洗,擦干。同时清洁千分尺、卡尺、量缸表、钢直尺等量具。用钢直尺测量气缸长度,并在气缸筒内画上所要测量的轴向和径向的位置。
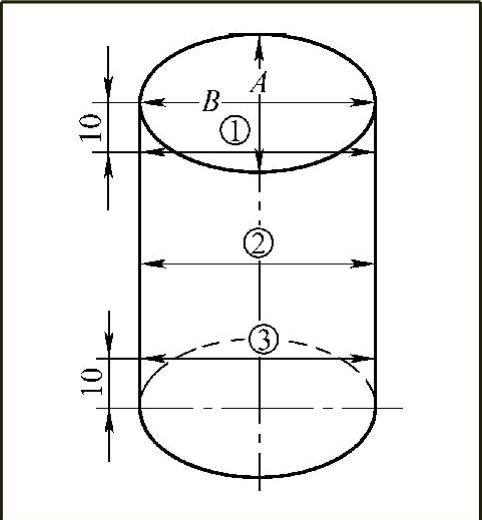
图2-1 气缸体的测量部位
2)用卡尺测量气缸口处的直径。测量时卡尺必须与气缸平面垂直,当尺的两个内量爪贴近气缸壁时应作轻轻晃动,以取得测量时的最大直径,然后将卡尺的锁紧螺母锁紧后再读数,如图2-2所示。
3)将千分尺校零,校量杆要放平,否则校零不准,如有误差应用校正扳手对固定套筒或旋转套筒进行调整,并记录下其误差,如图2-3所示。
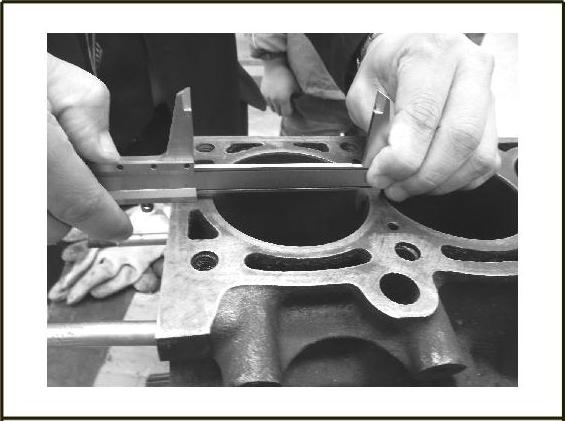
图2-2 测量气缸直径
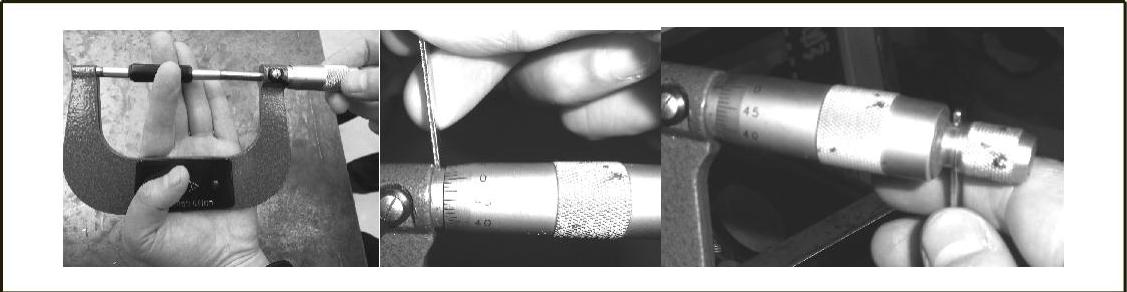
图2-3 千分尺校零及调整
4)根据测量气缸直径尺寸,把千分尺调到所测气缸标准直径尺寸。
5)根据气缸直径大小选择合适的接杆,旋入量缸表下端,百分表所选测量杆长度要比气缸直径大0.5~1.0mm,例如气缸直径为81.01mm,接杆应选择80~90mm,调整垫片应选择2mm(如若用千分表,要选择和气缸尺寸相近的尺寸,例如:气缸直径为81.01mm,接杆应选择80~90mm,调整垫片应选择1mm)。量缸表的杆件有两种,一种是垫片调整式,还有一种螺旋调整式。
6)把装好紧固螺母的测量杆装在支架上,装上百分表时要预压缩0.5~1.0mm如图2-4所示。千分表预压缩0.1~0.2mm。
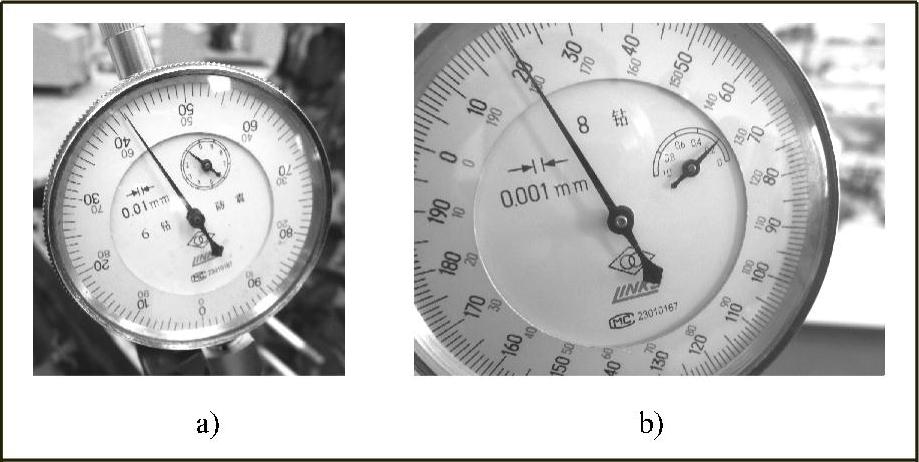
图2-4 装上量缸表进行预压缩
a)百分表预压缩 b)千分表预压缩
7)组装好量缸表要进行简单检查,并再次清洁,使用量缸表时要拿住隔热套,另一只手托住下部靠本体的地方,如图2-5所示。
8)根据被测气缸的标准尺寸用外径千分尺校对量缸表,并留出测杆适当的伸长量(即预压0.5~1.0mm),用右手大拇指轻轻旋转表盘,使大指针“0”位对正指针,记住小针指示毫米数,把接杆螺母固定,并复校。使用量缸表时测头要分别顶住千分尺的前后测砧中央,保证量缸表垂直位置,如图2-6所示。

图2-5 量缸表的正确拿法
(3)测量气缸 测量垂直于曲轴轴线方向的气缸上部直径。将内径百分表的测杆伸入到气缸上部,对准第一道活塞环在上止点位置时所对应的气缸壁位置。先测量垂直于曲轴轴线方向的气缸直径。测量时要注意:
①在测量气缸直径时,要先将导向轮端倾斜使其先进入气缸,然后再使测量接杆端进入,并贴着缸壁摆动表杆直到量缸表的测量杆与气缸轴线成直角。
②测量时一定要将测量端放入缸体,当测量端放不进气缸时千万不要硬放,否则会损坏量缸表。(https://www.xing528.com)
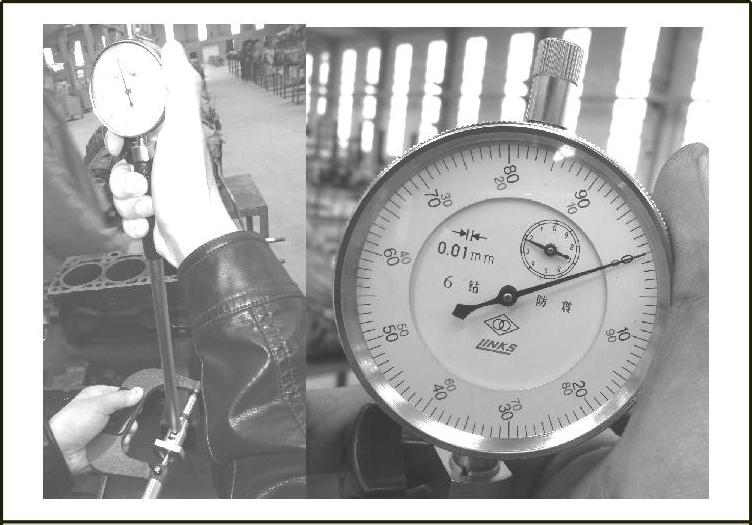
图2-6 量缸表校零
③导向轮的两个支脚要和气缸壁紧密配合,如图2-7所示。
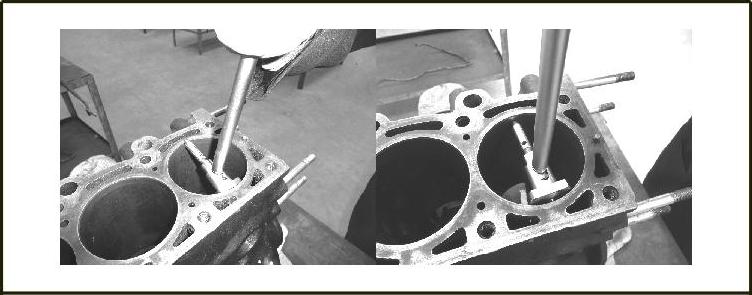
图2-7 量缸表的使用方法
(4)读数方法
1)百分表表盘刻度为100,指针在圆表盘上转动一格为0.01mm(千分表表盘每格为0.001mm,小表盘每转一格为0.1mm,转动一圈为1mm);小指针移动一格为1mm。
2)测量时,当表针顺时针方向离开“0”位,表示缸径小于标准尺寸的缸径,它是标准缸径与表针离开“0”位格数的差;若表针逆时针方向离开“0”位,表示缸径大于标准尺寸的缸径,它是标准缸径与表针离开“0”位格数之和。
3)若测量时,小针移动超过1mm,则应在实际测量值中加上或减去1mm。量缸表校零时,大指针对零(例如标准缸径81.01mm),缸径测量时若大指针逆时针方向偏转2格,这时读数为(81.01+0.02)mm=81.03mm,即所测气缸直径为81.03mm,如图2-8a所示。缸径测量时若大指针顺时针方向偏转2格,这时读数为(81.01-0.02)mm=80.99mm,即所测气缸直径为80.99mm,如图2-8b所示。
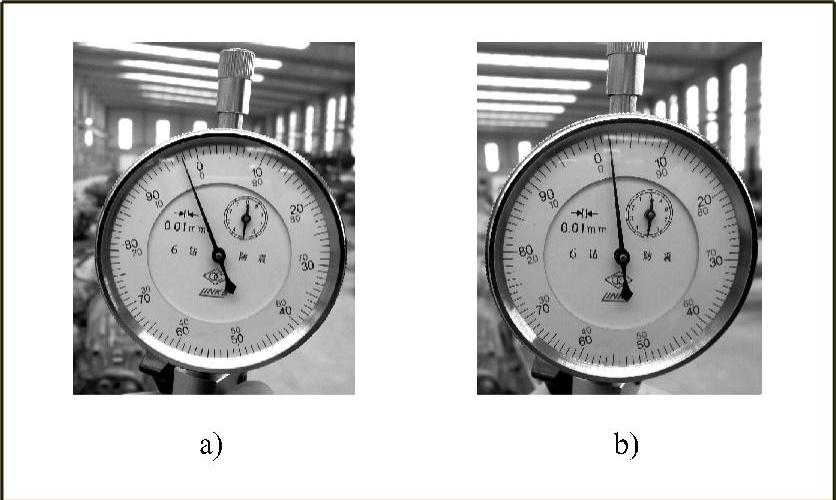
图2-8 量缸表的读法
a)逆时针离开0位 b)顺时针离开0位
4)读取量缸表数值时。将量缸表放入气缸后,要将其前后轻轻摆动,使得指针偏转最大值时,即量缸表与气缸真正成直角时,读取其数值如图2-9所示。提示:量缸表拿出或放入气缸时,禁止拖擦量缸表的测头。提示:
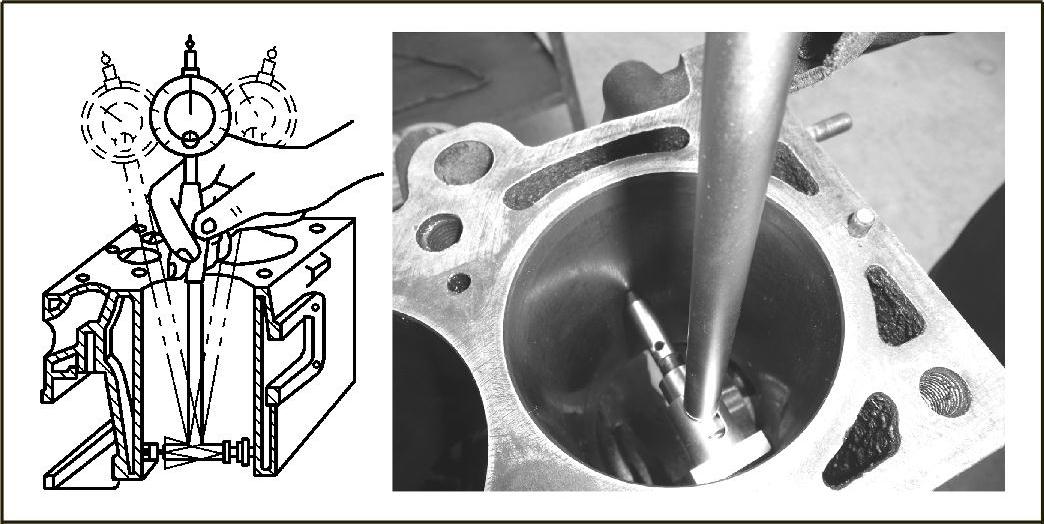
图2-9 用同样方法测其他位置
①读数时眼睛和表面需在同一水平面上。
②测量时,要使量缸表的活动测杆与气缸轴线保持垂直,才能使测量准确。
③计算气缸的圆度、圆柱度(表2-1)。
表2-1 计算气缸的圆度、圆柱度

5)气缸的修理尺寸计算公式:气缸修理尺寸=气缸最大磨损直径+镗缸余量(一般为0.10~0.20mm);镗削量=活塞最大直径-气缸最小直径+配合间隙-磨缸余量(一般为0.03~0.05mm)。计算出的修理尺寸应与修理级数相对照。气缸修理尺寸除标准尺寸外,通常还有每加大0.25mm为一级。
6)清洁所有量具,整理好工作台。在千分尺、卡尺上涂防锈油。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。