



之前我们学习到泵轮与涡轮有一个间隙,这个间隙我们要掌握的,称为内部间隙。另外,锁止离合器盘片可以前后轻微移动(即在油液正反向的推动完成释放和锁止),可见这个也存在一定的间隙,称为释放和锁止间隙;泵轮、平面轴承(1)、导轮、平面轴承(2)、涡轮、锁止离合器盘、前端锁止面这些元件都是叠接在一起的,间隙不能太小或太大,否则会产生异响、元件过早损坏等现象,这个间隙,称为轴向间隙。
1.掌握重点
1)泵轮与涡轮间隙是3~4mm,过大会影响油液的流动,引起变矩器动力传动效率变低。
2)锁止离合器盘片与前端锁止面之间隙:有的采用加减垫片进行调整(单面摩擦片),双面摩擦片间隙是靠几个支撑簧片设定,不过值得注意的是我们不推荐用点焊法固定双面摩擦片的压盘,温度会使支撑簧片变形、软化,影响到锁止离合器性能,而可能出现故障。要求使用铆钉机加工,压盘与簧片铆紧后,应用手转动灵活、无卡滞,间隙量极小(ZF5速、6速为0.25mm)。
单面摩擦片用加减垫片(0.25~0.30mm),将锁止离合器盘放在涡轮背侧,将锁止盖转动时感觉其间隙,当转动出现卡滞时取下一块垫片就是其锁止间隙(0.25~0.30mm)。
释放和锁止间隙,太大或太小都有可能产生锁止时打滑或冲击。

图2-53 变矩器点焊

图2-54 变矩器径向跳动仪
3)不同型号的变矩器有不同的轴向间隙,这些数据需要翻新厂根据经验来积累。使用变矩器间隙测试仪进行检测。
4)更换后新轴颈最大径向圆跳动量最好不超过0.12mm。
2.间隙调整的工作
1)二氧化碳气体保护焊焊机:气体一般采用二氧化碳和氩气,以1:9比例混合,焊接质量更为良好。
2)点焊:对称地进行六个点焊(见图2-53),点焊前应对变矩器前后壳体的垂直度进行测量即变矩器后壳体的轴颈和前盖的导向头同轴度。使用的设备是变矩器径向跳动仪,如图2-54所示。一个表可测后壳体(泵轮)的轴颈径向圆跳动量;另一个表可测导向头径向圆跳动量。
同时还可以测量变矩器的高度(见图2-55a),这个高度是指:泵轮轴颈至前盖固定(到飞轮)螺栓的平台总高度。不过,这个总高度在更换泵轮轴颈时测量旧轴颈高度和设定好内部间隙这两个步骤就可以得到原来的总高度。在实际操作中,计算好内部间隙后就进行点焊工作。点焊后,再一次检查径向圆跳动量是否在标准范围内。参见图2-56。
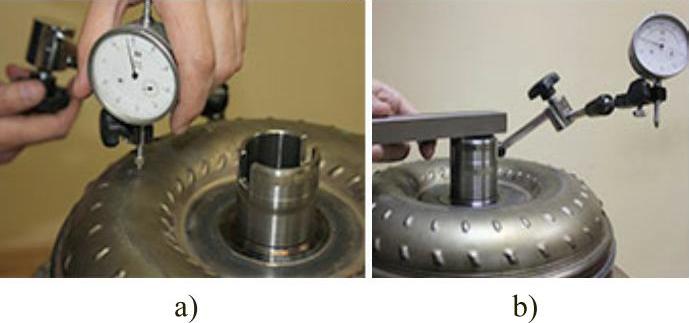
图2-55 高度与偏摆

图2-56 变矩器测量
3)变矩器间隙测试仪见图2-57。图中1是伸缩测量顶杆、2是百分表、3是顶杆活动扳手。
如图2-58所示将测试的变矩器倒置于变矩器间隙测试仪上,内部元件下沉在伸缩测量顶杆1上,校正顶杆的高度和百分表,用手按下顶杆活动扳手3,内部元件上移,百分表读数就是其内部间隙。(https://www.xing528.com)
在完成上述步骤后,我们就可以对变矩器进行环形自动焊接了(见图2-59)。
小结:在这个步骤中,使用到两台设备检验变矩器的径向圆跳动量和内部间隙,但是有许多中小型的自动变速器翻新厂并没有配齐这样的设备,那么怎样来完成这项重要的工作呢?就要人工操作了,方法如下:
第一步掌握变矩器总高度:更换泵轮轴颈时,保证新旧轴颈长度一致,用游标卡尺测量;利用车床、变矩器自动焊接机固定端面,测量变矩器高度并记录。
第二步掌握变矩器内部间隙:更换相同厚度的垫片、平面轴承,以维持间隙;如果对前盖TCC工作端面进行了光削,记下这个光削量,加上垫片;变矩器前后壳体焊接切开处是易被切割较大的地方,在进行壳体对合后如果发现高度与记录值不一致时,相应地在前盖切开处对称点焊以增高到合适的高度即可。
第三步掌握变矩器前后盖垂直度:利用导向头定位套将前盖定位好,可以在变矩器自动焊接机上进行;同时利用伸缩臂定位好后盖(导轮轴颈)。
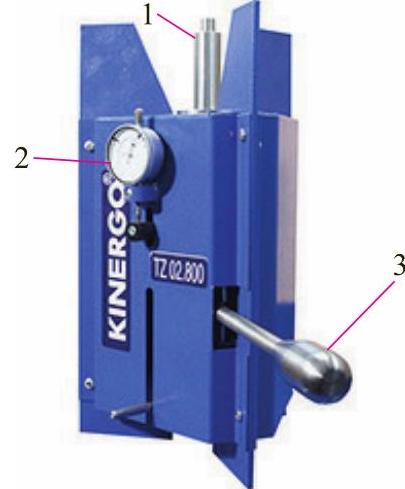
图2-57 变速器间隙测试仪

图2-58 变速器间隙测试仪(倒置)

图2-59 变速器自动焊接机
3.掌握变矩器总高度
1)更换泵轮轴颈时,保持新旧轴颈长度一致,用游标卡尺测量。
2)利用车床、变矩器自动焊接机固定端面,测量变矩器高度(记录)。
4.掌握变矩器内部间隙
1)更换相同厚度的垫片、平面轴承,以维持间隙。
2)如果对前盖TCC工作端面进行了光削,记下这个光削量,加上垫片。
3)变矩器前后壳体焊接切开处是易被切割较大的地方,在进行壳体对合后如果发现高度不符合(记录),相应地在前盖切开处对称点焊以增高到合适的高度即可,当然为了消除焊接收缩对变矩器内部间隙的影响,可以稍微升高百分之几毫米。
5.掌握变矩器前后盖垂直度
利用导向头定位套将前盖定位好,可以在变矩器自动焊接机上进行,同时利用伸缩臂定位好后盖(导轮轴颈)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。