



1.实际案例展示



2.施工要点
(1)钢绞线固定端锚具组装。
1)挤压锚具组装。挤压设备采用YJ45型挤压机,由液压千斤顶、机架和挤压模组成,如图2-28所示。操作时应注意下列事项:
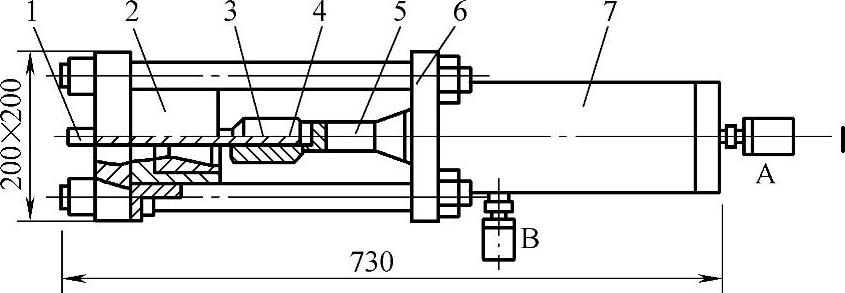
图2-28 YJ45型挤压机
1—钢绞线 2—挤压模 3—硬钢丝螺旋圈 4—挤压套 5—活塞杆 6—机架 7—千斤顶
A—进油嘴 B—回油嘴
①挤压模内腔要保持清洁,每次挤压后都要清理一次,并涂抹石墨油膏。
②使用硬钢丝螺旋圈时,各圈钢丝应并拢,其一端应与钢绞线平齐,否则锚固不牢。(https://www.xing528.com)
③挤压套装在钢绞线端头挤压时,钢绞线、挤压模与活塞杆应在同一中心线上,以免挤压套被卡住。
④挤压时压力表读数宜为40~45MPa,个别达到50MPa时应不停顿挤过。
⑤挤压模磨损后,锚固头直径不宜超差0.3mm。
2)压花锚具成型。压花设备采用压花机,由液压千斤顶、机架和夹具组成,如图2-29所示。压花机的最大推力为350kN,行程为70mm。
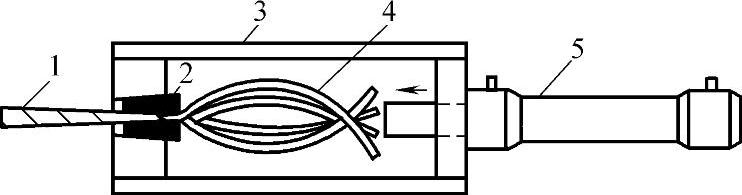
图2-29 压花机的工作原理
1—钢绞线 2—夹具 3—机架 4—散花头 5—千斤顶
(2)钢丝束锥形锚固体系:由于钢丝沿锚环周边排列且紧靠孔壁,因此安装钢质锥形锚具时必须严格对中,钢丝在锚环周边应分布均匀。
(3)钢丝束墩头锚固体系:由于穿束关系,其中一端锚具要后装并进行墩头。配套的工具式拉杆与连接套筒应事先准备好;此外还应检查千斤顶的撑脚是否适用。
(4)钢绞线束夹片锚固体系:安装锚具时应注意工作锚环或锚板对中,夹片均匀打紧并外露一致;千斤顶上的工具锚孔位与构件端部工作锚的孔位排列要一致,以防钢绞线在千斤顶穿心孔内打叉。
(5)安装张拉设备时,对直线预应力筋,应使张拉力的作用线与孔道中心线重合;对曲线预应力筋,应使张拉力的作用线与孔道中心线末端的切线重合。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。