



1.实际案例展示

2.施工要点
(1)预应力筋的下料长度计算。
预应力筋的下料长度计算时应考虑下列因素:结构的孔道长度、曲率、锚夹具厚度、千斤顶长度、镦头的预留量、张拉伸长值、台座长度等。
1)钢丝束的下料长度计算方法:
①采用钢质锥形锚具,以锥锚式千斤顶在构件上张拉时,钢丝的下料长度L按图2-9所示计算
两端张拉 L=l+2(l1+l2+80) (2-2)
一端张拉 L=l+2(l1+80)+l2 (2-3)
式中 l——构件的孔道长度;
l1——锚环厚度;
l2——千斤顶分丝头至卡盘外端距离,对YZ85型千斤顶为470mm(包括大缸伸出40mm)。
②采用镦头锚具,以拉杆式或穿心式千斤顶在构件上张拉时,钢丝的下料长度L计算,应考虑钢丝束张拉锚固后螺母位于锚杯中部,如图2-10所示。
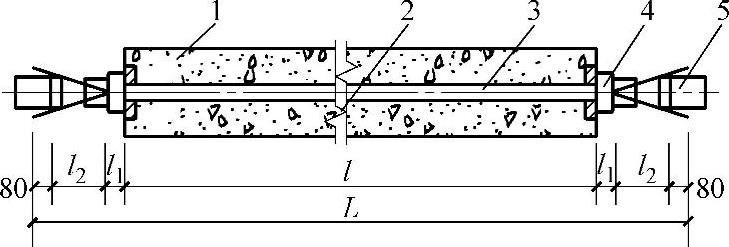
图2-9 采用钢质锥形锚具时钢丝下料长度计算示意图
1—混凝土构件 2—孔道 3—钢线束 4—钢质锥形锚具 5—锥锚式千斤顶
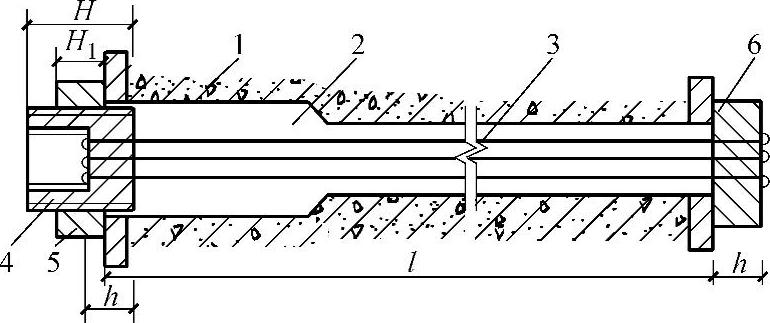
图2-10 采用镦头锚具时钢丝下料长度计算示意图
1—混凝土构件 2—孔道 3—钢线束 4—锚杯 5—螺母 6—锚板
L=l+2(h+δ)-K(H-H1)-ΔL-C (2-4)
式中 l——构件的孔道长度,按实际丈量;
h——锚杯底部厚度或锚板厚度;
δ——钢丝镦头留量,对ϕ5取10mm;
K——系数,一端张拉时取0.5,两端张拉时取1.0;
H——锚杯高度;
H1——螺母高度;
ΔL——钢丝束张拉伸长值;
C——张拉时构件混凝土的弹性压缩值。
2)钢绞线的下料长度计算方法:采用夹片锚具(JM、XM、QM与OVM型等),以穿心式千斤顶在构件上张拉时,钢绞线束的下料长度L,按图2-11计算。
①两端张拉
L=l+2(l1+l2+l3+100) (2-5)
②一端张拉
L=l+2(l1+100)+l2+l3 (2-6)
式中 l——构件的孔道长度;
l1——夹片式工作锚厚度;
l2——穿心式千斤顶长度;(https://www.xing528.com)
l3——夹片式工具锚厚度。
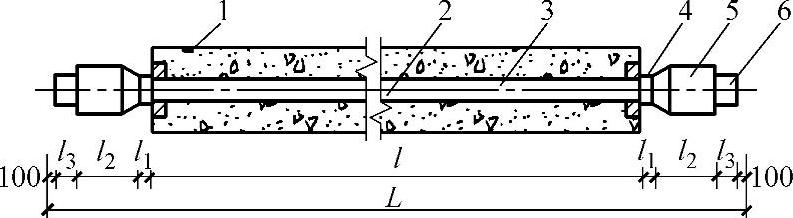
图2-11 钢绞线下料长度计算示意
1—混凝土构件 2—孔道 3—钢绞线 4—夹片式工作锚 5—穿心式千斤顶 6—夹片式工具锚
(2)预应力筋的下料、镦粗、编束方法
1)钢丝下料与编束。
①消除应力钢丝放开后可直接下料。钢丝下料时如发现钢丝表面有电接头或机械损伤,应随时剔除。
②冷拔钢丝的下料,对长线台座法,成盘放线铺设后用钢丝钳切割;对机组流水法,在钢筋调直机上等长下料,其相对差值不大于2mm。
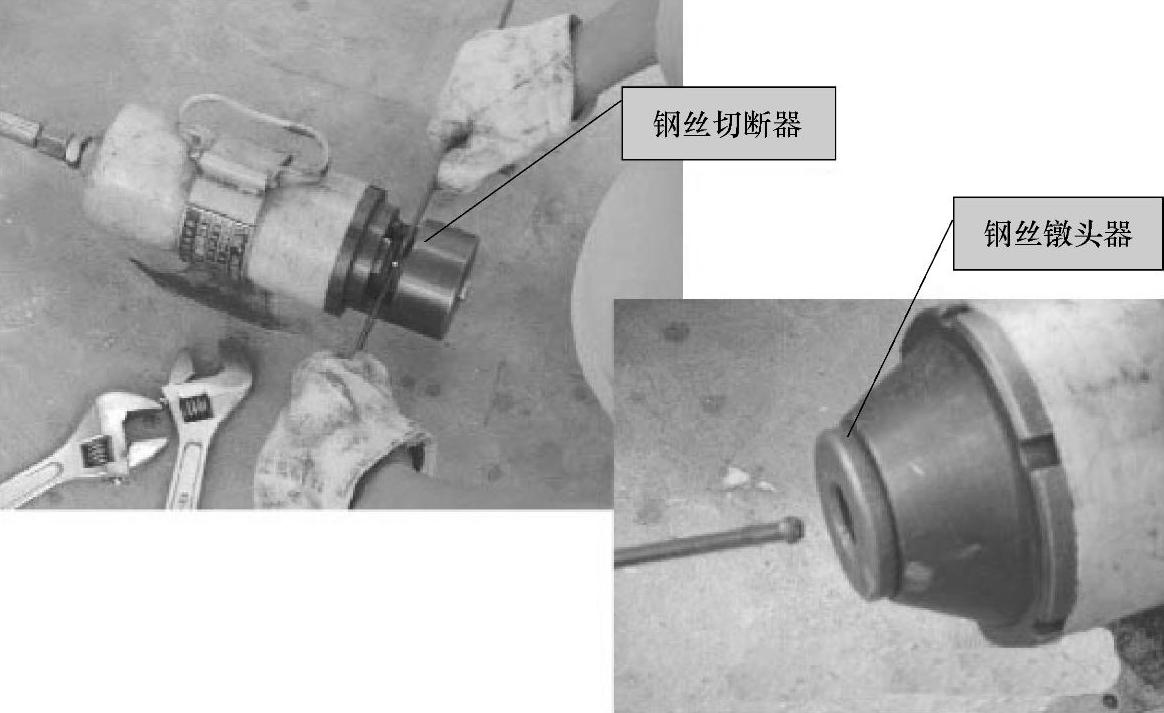
③热处理钢筋、刻痕钢丝与钢绞线下料,应采用砂轮切割机(手提式、移动式),不得采用电弧切割。对需要镦头的刻痕钢丝,其切割面应与母材垂直。钢绞线切割后,其端头应不松散。
④采用镦头锚具时,钢丝的等长要求较严。钢丝下料可用钢管限位法或用牵引索在拉紧状态下进行。钢管限位法下料如图2-12所示,钢管固定在木板上,钢管内径比钢丝直径大3~5mm,钢丝穿过钢管至另一端角铁限位器时,用DL10型冷镦器的切断装置切断。限位器与切断器切口间的距离,即为钢丝的下料长度。
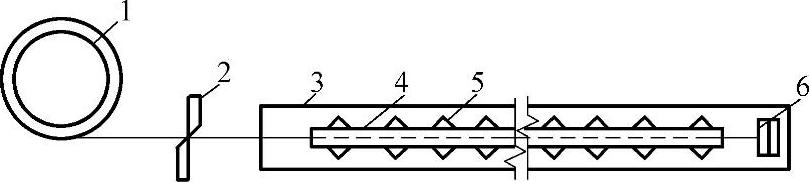
图2-12 钢管限位法下料
1—钢丝 2—切断器刀口 3—木板 4—ϕ10黑铁管 5—铁定 6—角铁限位器
⑤为保证钢丝束两端钢丝的排列顺序一致,穿束与张拉时不致紊乱,每束钢丝都必须进行编束。
采用镦头锚具时,根据钢丝分圈布置的特点,首先将内圈和外圈钢丝分别用钢丝顺序编扎,然后将内圈钢丝放在外圈钢丝内扎牢。为了简化钢丝编束,钢丝的一端可直接穿入锚杯,另一端距端部约200mm处编束,钢丝束的中间部分可每隔1~2m左右用梳子板和20号钢丝将钢丝先编成排,然后每隔2m左右放一只弹簧圈或短钢管作衬件,最后将预应力筋围成圆束,以保证钢筋束排列整齐。
采用钢质锥形锚具时,钢丝编束可分为空心束和实心束两种,但都需要圆盘梳丝板理顺钢丝,并在距钢丝端部50~100mm处编扎一道,使张拉分丝时不致紊乱。采用空心束时,每隔1.5m放一个弹簧衬圈。
2)碳素钢丝镦头。
钢丝镦粗的头型,通常有蘑菇型和平台型两种,如图2-13所示。前者受锚板的硬度影响大,如锚板较软,镦头易陷入锚孔而断于镦头处;后者由于有平台,受力性能较好。
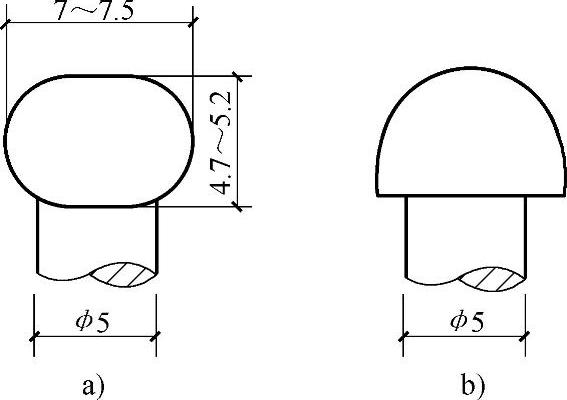
图2-13 碳素钢丝冷镦头型
a)蘑菇型 b)平台型
①冷镦头的头型尺寸应符合表2-7的要求,不得小于规定值,头形圆整、不偏歪、颈部母材不受损伤。
表2-7 镦头压力与头型尺寸

②纵向不贯通的钢丝镦头裂缝是允许的,已延伸至母材或将镦头分为两半或水平裂缝是不允许的;因镦头夹片造成的钢丝显著刻痕也是不允许的。
③预应力钢筋成批镦粗前,应先作六个镦头试件做外观检查和拉力试验,合格后方能正式镦粗。
④同一构件中设置数根镦头预应力筋时,其预应力筋长度必须一致,以免在张拉时由于拉力不均匀而发生意外。
⑤对400级预应力筋的镦粗头必须进行热处理,以免镦头脆断。
⑥采用电热镦粗机镦粗,应注意防风、防雨,避免骤冷,冬期施工应采取保温措施。小直径钢筋以采用液压冷镦机镦粗为宜。
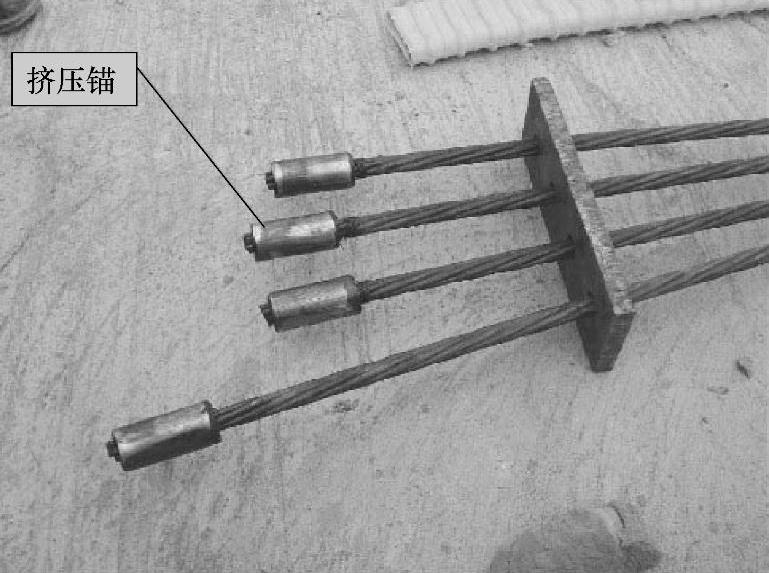
3)钢绞线下料与编束。
①钢绞线的盘重大、盘卷小、弹力大,为了防止在下料过程中钢绞线紊乱并弹出伤人,事先应制作一个简易的铁笼。下料时,将钢绞线盘卷装在铁笼内,从盘卷中央逐步抽出,较为安全。
②现场宜采用砂轮切割机切割,具有操作方便、效率高、切口规则、无毛头等优点。不得采用电弧焊切割。
③钢绞线的编束用20号钢丝绑扎,间距1~1.5m。编束时,应先将钢绞线理顺,并尽量使各根钢绞线松紧一致。如单根穿入孔道,则不编束。
(3)无黏结预应力筋的制作要求。
1)单根无黏结预应力筋的制作,涂料层的涂敷和外包层的制作应一次完成,涂料层防腐油脂应完全填充预应力筋与外包层之间的环形空间,外包层宜采用挤塑成型工艺,并由专业化工厂生产。
2)挤塑成型后的无黏结预应力筋应按工程所需的长度和锚固形式下料、组装。
3)无黏结预应力筋下料长度,应综合考虑其曲率、锚固端保护层厚度、张拉伸长值及混凝土压缩变形等因素,并应根据不同的张拉方法和锚固形式预留张拉长度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。