



1.实际案例展示
2.施工要点
(1)焊机容量选择:电渣压力焊可采用交流或直流焊接电源,焊机容量应根据所焊钢筋直径选定。钢筋电渣压力焊宜采用次级空载电压较高(75V以上)的交流或直流焊接电源。一般32mm直径及以下的钢筋焊接时,可采用容量为600A的焊接电源;32mm直径及以上的钢筋焊接时,应采用容量为1000A的焊接电源。当焊机容量较小时,也可以采用较小容量的同型号、同性能的两台焊机并联使用。

将被连接钢筋插入夹钳

向焊剂盒内倒入焊剂

将电极钳夹住被连钢筋

摇动手柄轻提上钢筋引弧



打开焊接盒,回收焊剂

渣壳包裹着钢筋接头,并保温(https://www.xing528.com)



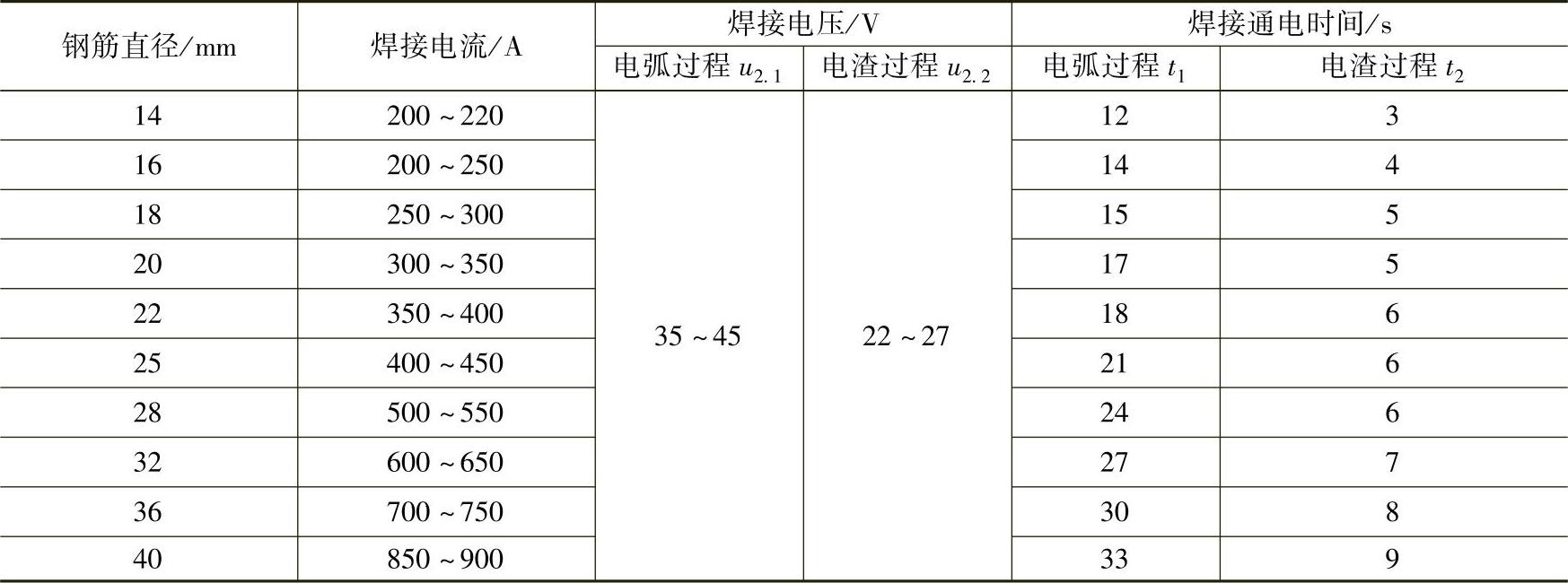
(2)确定焊接参数:钢筋焊接前,应根据钢筋牌号、直径、接头形式和焊接位置,选择适宜的焊接参数。电渣压力焊焊接参数包括焊接电流、电压和通电时间,相关规定见表2-2。不同直径钢筋焊接时,应按较小直径钢筋选择参数,焊接通电时间可延长。
表2-2 电渣压力焊焊接参数
(3)钢筋焊接施工之前,应清除钢筋或钢板焊接部位和与电极接触的钢筋表面上的锈斑、油污、杂物等;钢筋端部有弯折、扭曲时,应予以矫直或切除。
(4)焊接夹具应有足够的刚度,在最大允许荷载下应移动灵活,操作方便。钢筋夹具的上下钳口应夹紧于上、下钢筋上;钢筋一经夹紧,不得晃动。
(5)焊剂筒的直径与所焊钢筋直径相适应,以防在焊接过程中烧坏。电压表、时间显示器应配备齐全,以便操作者准备掌握各项焊接参数;检查电源电压,若电源电压降大于5%,则不宜进行焊接。
(6)施焊。
1)引弧过程:引弧宜采用钢丝圈或焊条头引弧法,亦可采用直接引弧法。
2)电弧过程:引燃电弧后,靠电弧的高温作用,将钢筋端头的凸出部分不断烧化,同时将接头周围的焊剂充分熔化,形成渣池。
3)电渣过程:渣池形成一定的深度后,将上钢筋缓缓插入渣池中,此时电弧熄灭,进入电渣过程。由于电流直接通过渣池,产生大量的电阻热,使渣池温度升到接近2000℃,将钢筋端头迅速而均匀地熔化。
4)顶压过程:当钢筋端头达到全截面熔化时,迅速将上钢筋向下顶压,将熔化的金属、熔渣及氧化物等杂质全部挤出结合面,同时切断电源,施焊过程结束。
(7)接头焊毕,应停歇20~30s后,方可回收焊剂和卸下夹具,并敲去渣壳,四周焊包应均匀,凸出钢筋表面的高度应大于或等于4mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。