



工地铝热焊应配备以下主要设备:砂模、坩埚、支架、焊前加热装置、焊后保温装置(低温条件下)、锯轨机、钢轨拉伸器、推瘤机、打磨机、对正设备和钢轨探伤仪器等。铝热焊基本工艺流程见图11-6。
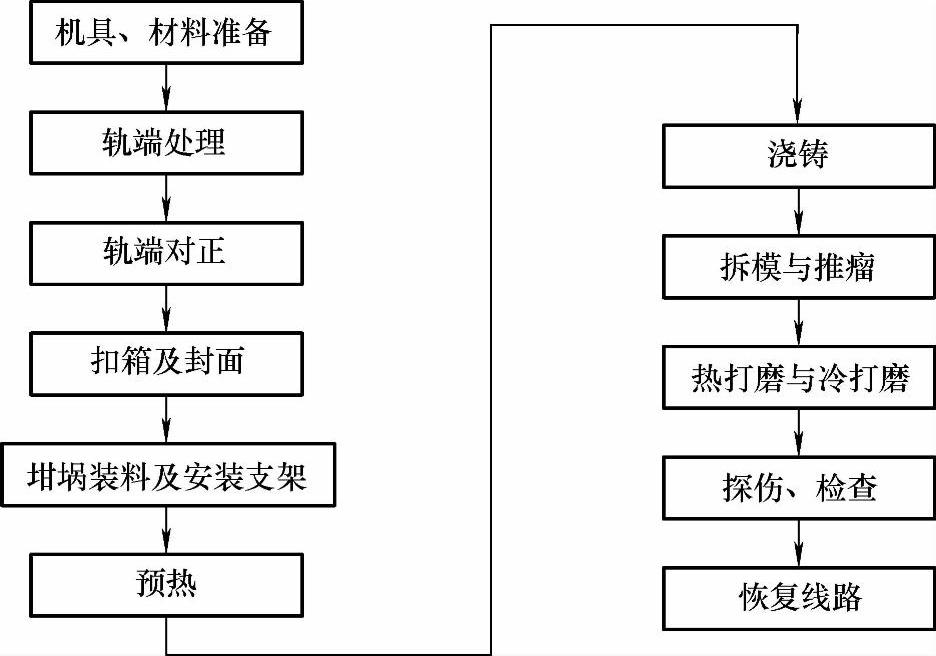
图11-6 铝热焊基本工艺流程(https://www.xing528.com)
进点前应根据设备材料清单检查并落实必备的工具、材料和设备,到达焊轨现场应对现场条件进行综合调查并采取必要的防护措施。钢轨铝热焊焊缝距离轨枕边缘不应小于100mm。钢轨端头的外部处理方法是:拆除焊头两侧三至四根轨枕的扣件和垫板,除去接头下方有碍作业的道砟,检查钢轨端头,并用钢丝刷清洁钢轨端头100~150mm,使其满足铝热焊要求。调整轨缝使其满足焊接工艺要求(用对正设备从垂直和水平两方向对正两轨端)。装配砂模不得使用受潮的部件,应使钢轨端头间隙位于装有砂模底板的底托盘的正中央,严格按照操作工艺涂抹防漏泥。预热前记录钢轨的温度,按焊接工艺及焊剂要求进行预热,并准确计时。确认坩埚干燥、清洁、无裂纹,确认焊药包包装袋密封、干燥、无破损,然后将全包焊药慢慢地旋转着倒入坩埚,浇铸完毕后按规定时间拆模。拆除砂模后应尽快推瘤、热打磨(打磨焊缝时,应在钢轨踏面上保留适量高出钢轨的焊头金属。在焊缝温度未降至350℃以下时不得解除钢轨拉伸器和对正设备)与冷打磨(在焊头温度降至50℃以下进行,打磨焊头使其平直度和轨头轮廓达到技术标准要求,不得在某一处过度打磨,避免损伤钢轨)。每个焊接接头都应在焊后(焊缝冷却到50℃以下)进行超声波探伤,发现不合格应切除重焊。每个焊接接头焊好后应按规定进行外观检查,并做好记录,在接头附近做好标记。工地钢轨焊接接头直线度应符合相关规定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。