



基地钢轨焊接应配备轨端除锈、钢轨焊接、焊缝正火、冷却、钢轨校直、焊缝打磨、探伤等设备。待焊钢轨应符合地铁钢轨相关技术条件的规定,基地钢轨焊接应采用接触焊,焊接设备操作人员必须经过专业培训、熟悉钢轨焊头质量标准、经有关部门考核合格并获有操作合格证。操作人员必须严格执行焊接设备的操作规程并按形式检验确定的作业参数进行操作。长钢轨焊接的基本工艺流程见图11-5。
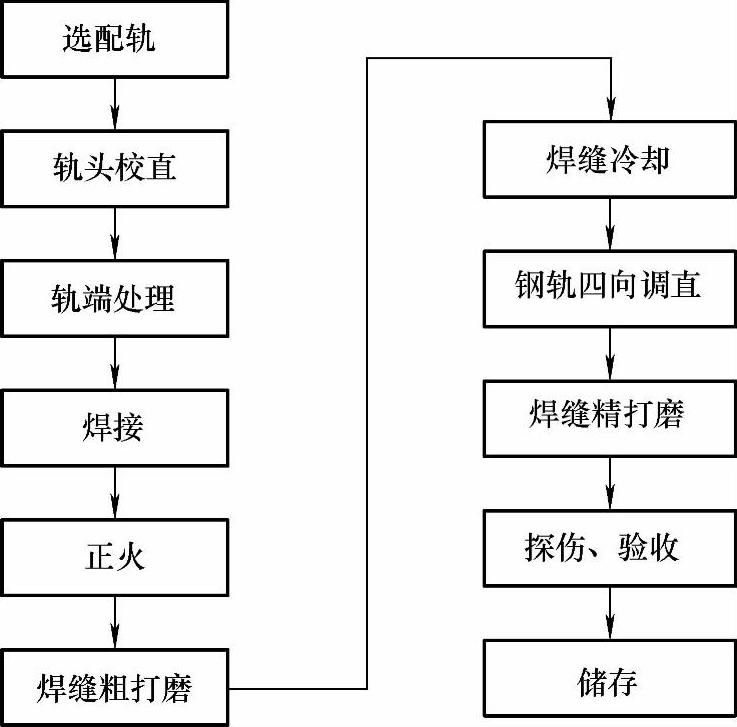
图11-5 长钢轨焊接基本工艺流程
长钢轨焊接前应根据设计要求编制配轨计划表。配轨时应选用断面不对称公差基本一致的钢轨相对焊接。长钢轨的首尾断面不对称偏差不得大于0.6mm。根据配轨要求及调直情况等对钢轨进行截锯。钢轨硬弯经矫直后,用1m直尺测量其矢度不应大于0.2mm。
清除轨端0.5m范围内的污垢,待焊轨端面及钢轨与电极接触部位应打磨除锈,使金属光泽露出达80%以上。当环境温度低于10℃时,焊轨前两轨端加热温度应符合地铁钢轨焊接的相关要求。
钢轨进入焊机前应检查除锈作业质量,除锈质量不良时应退回重新除锈。钢轨进入焊机后,在对头过程中,应注意必须以工作面为基准。轨头工作面错位偏差不大于0.2mm,轨底边缘错位偏差不应大于1mm。焊机电极表面必须光洁、平整,发生灼伤后应及时处理,必要时应更换。每焊完一个焊接接头应对电极进行清理,不得留有尘渣;每焊完一条长轨应清理一次电极及护板。焊接结束后应立即对焊接接头进行标识,接头标识应与钢轨标记、焊接记录或报表对应。标识在焊接接头前方3~5m处的轨腰部位,标识符号应清晰、端正。焊接接头温度低于500℃时方可正火加热。轨头加热的表面温度应控制在900℃±20℃,轨底角表面温度为800~900℃。
焊后矫直应在焊接接头热处理后进行,热态或冷态下矫直均可,不宜反复多次矫直。焊接接头热态矫直温度应低于400℃,并预留上拱量。冷态矫直温度应低于50℃,矫直后1m长度宜有0.3~0.5mm的上拱量。精磨前,焊接接头及两端1m范围内温度应在50℃以下。
长钢轨焊接检验分钢轨焊头形式检验、生产检验、出厂检验三类,形式检验和生产检验应符合地铁钢轨焊接的相关要求。
在下列情况下应进行形式检验:
(1)钢轨焊接接头试生产。
(2)采用新轨型、新钢种及调试工艺参数。
(3)更换焊轨设备。
(4)更换不同钢厂制造的钢轨,首次焊接时。(https://www.xing528.com)
(5)生产检验结果不合格。
在下列情况下应进行生产检验:
(1)连续焊接500个接头以后。
(2)焊接工况变化,对某个焊接参数进行修正之后。
(3)焊机出现故障,记录曲线异常,故障排除之后。
(4)钢轨焊接生产中断10天,重新开始焊接之前。
出厂检验的基本要求如下:
(1)每个钢轨焊头均应进行超声波探伤检查。钢轨探伤前应将焊头轨温冷却到50℃以下;钢轨焊头不得有未焊透、过烧、裂纹、气孔、夹渣等有害缺陷;经探伤检查不合格者应锯切重焊。
(2)每个钢轨焊头均应进行外观检查。钢轨焊头应纵向打磨平顺、不得有低接头,用直尺测量钢轨焊头直线度应符合规定。
钢轨焊头轨顶面及侧面应打磨,轨头及轨底上圆角在1m范围内应圆顺,母材打磨深度不得超过0.5mm。钢轨焊头在轨底上表面焊缝两侧各150mm范围内及距两侧轨底角边缘各35mm的范围内应打磨平整。焊缝两侧各100mm范围不得有明显的压痕、碰痕、划伤等缺陷,焊头不得有电击伤。
长钢轨应由焊轨厂按照配轨表的需要进行编号,并具有可追溯性。焊轨时应在每个焊头附近钢轨外侧轨腰上标明钢轨工作边位置(左股或右股)、长钢轨编号及焊头编号。配对装车时应编写单元轨节铺轨流水号,并作好相应记录。长钢轨编号应用油漆标记,编号应色泽鲜明、字体端正、清晰、大小统一。合格的长钢轨应分左右股钢轨整理堆码,并标明其长度。长钢轨存放台要平整、稳固,各层钢轨间应采用钢轨支垫,支垫跨距7.5m,上下对齐,与各层钢轨垂直放置。长钢轨放置应整齐、平直、稳固。
长钢轨装车前应核实待装长钢轨编号,左右股长度应符合配轨计划。吊装长钢轨时各龙门吊应同步作业,缓起、轻落,保持钢轨基本平直。长钢轨的装车按配轨表要求分左右股对称吊装,并按卸车顺序依次排放。长钢轨装车后必须加固锁紧,按超长货物组织运输,并制定安全措施。在运输中要建立运行监护、停车检查制度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。