



【摘要】:1)高强度螺栓施工人员没有经过专门培训,不懂操作规程。3)定期校正手动或电动扳手的扭矩值,其偏差不得大于5%。初拧要求不小于施工紧固力矩的25%,当天安装的螺栓应在当天初拧完毕。终拧时要求达到设计所要求的紧固力矩数值。6)扭剪型高强度螺栓尾部卡头如果被拧断,表示终拧结束,不得用火焰切断尾部卡头。9)采用扭矩法施工,抽查时实测紧固力矩与设计要求的紧固力矩偏差不得大于±10%。
(1)原因分析。
1)高强度螺栓施工人员没有经过专门培训,不懂操作规程。
2)扭矩扳手给定的扭矩值有误。
3)手动或电动扳手不准确,选用工具不合理。
4)螺孔不重合。
(2)防治措施。
1)施工人员必须经过专业培训。
2)扭矩扳手使用前必须校正。
3)定期校正手动或电动扳手的扭矩值,其偏差不得大于5%。
4)螺孔不重合或有偏差时,应用冲钉或经过修整将孔位找正,确保孔壁对螺栓杆不产生过大的挤压和摩擦。
5)紧固一般应从节点刚度较大的部位向约束较少的部位进行。工字钢应按上翼缘→下翼缘→腹板次序紧固。螺栓群应由中间向两端依次对称紧固,如图3-6a所示。有两个连接构件时,应先紧固主要构件,后紧固次要构件,如图3-6b所示。(https://www.xing528.com)
操作时必须分初拧和终拧两次进行。初拧要求不小于施工紧固力矩的25%,当天安装的螺栓应在当天初拧完毕。终拧时要求达到设计所要求的紧固力矩数值。
对于高强度螺栓较少的节点,也可一次终拧完毕。
6)扭剪型高强度螺栓尾部卡头如果被拧断,表示终拧结束,不得用火焰切断尾部卡头。
7)安装时装配面应保持干净,不得在雨雪天安装高强度螺栓。
8)加强自检和抽查。抽查数量为每节点面螺栓量的10%,但不少于1枚。采用转角法施工,初拧结束后,应在螺母与螺杆端面同一处刻画出终拧角的起始线和终止线,以待检查。
9)采用扭矩法施工,抽查时实测紧固力矩与设计要求的紧固力矩偏差不得大于±10%。
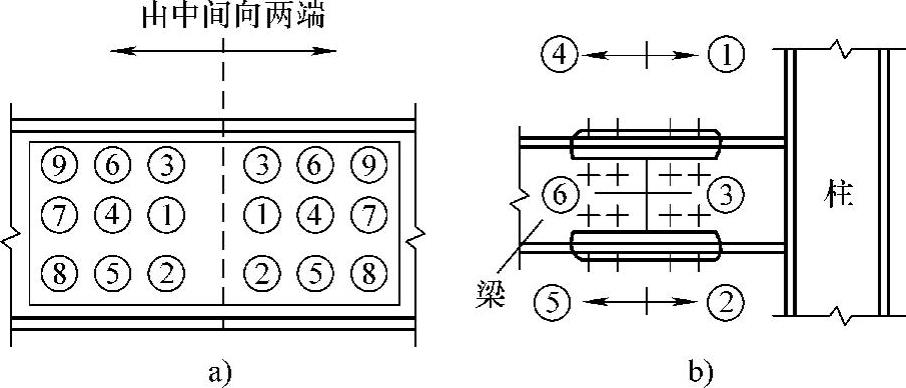
图3-6 高强螺栓紧固顺序
①、②、③……—紧固顺序编号
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。