



【摘要】:1)施工人员未掌握好吊车梁焊接工艺。由于焊接收缩的原因,焊接后可产生上拱,上拱不符合吊车梁的要求,尤其在制作小型吊车梁时更应特别注意这一点,焊接顺序不当将会造成废品。3)一般吊车梁的制作与焊接顺序如图2-35所示,应严格遵循如下顺序。因吊车梁上翼缘板与腹板间的焊缝要求为Ⅱ级熔透焊缝,超声波探伤检测,所以将上弦腹板开成单面坡口,焊后采取背面清根的办法以保证超声波探伤质量。焊接电流不能过大,防止烧穿。
(1)原因分析。
1)施工人员未掌握好吊车梁焊接工艺。
2)施工人员施工马虎。
(2)防治措施。
1)吊车梁是承受动力荷载的构件,是不能下挠的,较大的吊车梁在制作时还要考虑起拱,因此在焊接上要严格执行工艺文件的规定。
2)吊车梁一般上、下翼缘不等宽,因此在组对时就已决定了上下翼缘之分。与上翼缘焊接的腹板边要开坡口,必须全熔透,但不能先焊上翼缘,而应先焊下翼缘。由于焊接收缩的原因,焊接后可产生上拱,上拱不符合吊车梁的要求,尤其在制作小型吊车梁时更应特别注意这一点,焊接顺序不当将会造成废品。
3)一般吊车梁的制作与焊接顺序如图2-35所示,应严格遵循如下顺序。
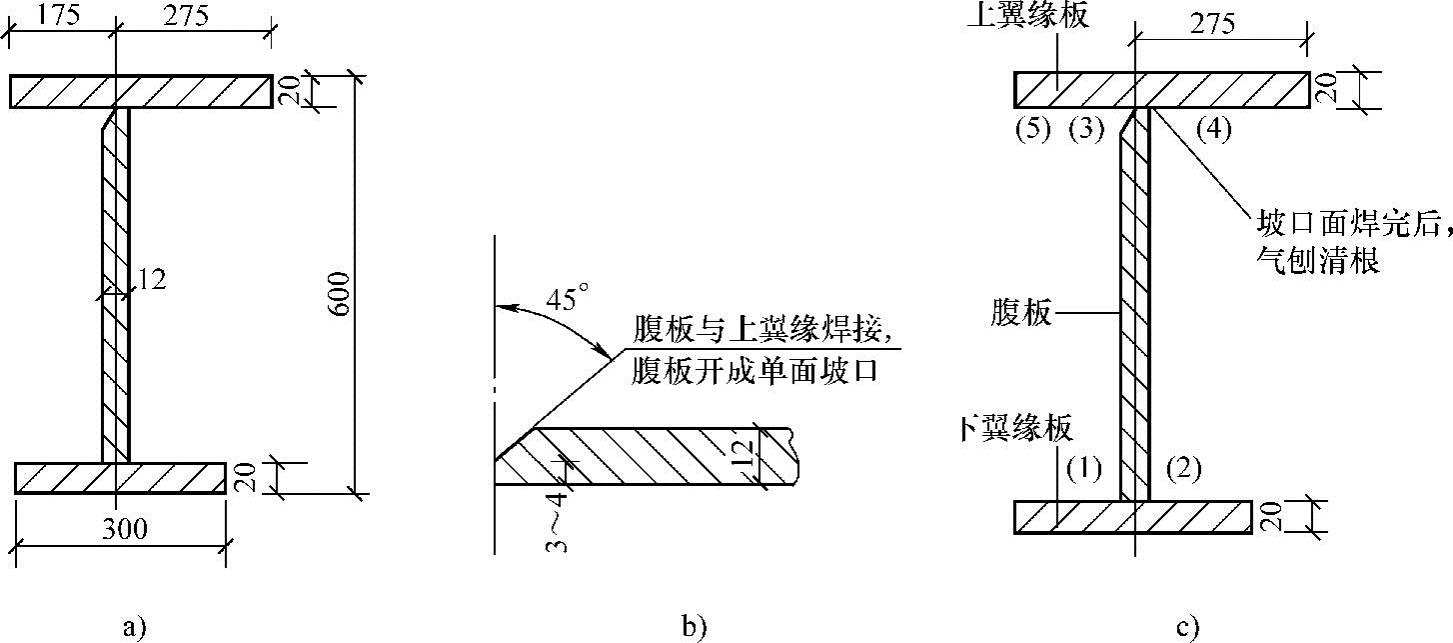
图2-35 吊车梁的制作与焊接顺序
a)偏心梁断面 b)坡口形式 c)焊接顺序(https://www.xing528.com)
①下料坡口处理。因吊车梁上翼缘板与腹板间的焊缝要求为Ⅱ级熔透焊缝,超声波探伤检测,所以将上弦腹板开成单面坡口,焊后采取背面清根的办法以保证超声波探伤质量。
②焊接顺序(图2-35c)。
a.先焊下弦角焊缝(1),一次成形。
b.再焊下弦背面角焊缝(2),一次成形。
c.翻转过来,焊上弦坡口面焊缝,焊接一层(3)。焊接电流不能过大,防止烧穿。
d.从胎架吊到指定场地,背面用碳弧气刨清焊根,清根深4mm左右。
e.再焊接清完根的焊缝(4),慢速一次成形。
f.翻转过来,再焊接坡口面焊缝(5),最后封面。
③肋板的装配与焊接。所有肋板必须与上翼缘顶紧,焊接时进行围焊,其他工序按正常进行。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。