



后焊焊缝与先焊焊缝的连接处叫做焊缝的接头。由于受焊条长度的限制,或焊接位置的限制,两段焊缝的接头是不可避免的。接头处的焊缝应力求均匀,防止产生过高、脱节、宽窄不一致等缺陷。接头有四种类型,如图2-5所示。
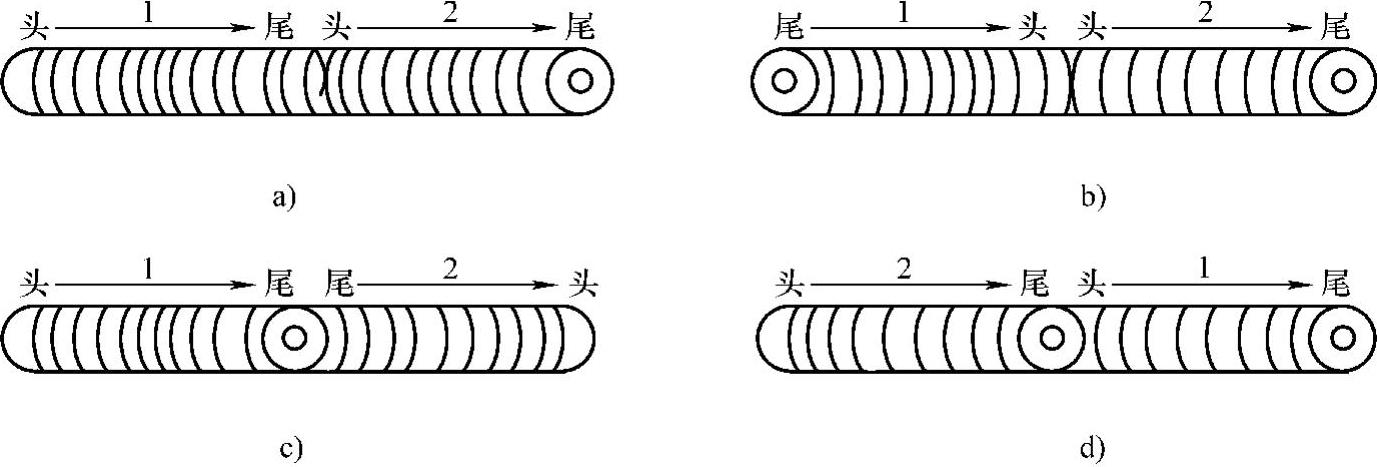
图2-5 焊缝接头的四种情况
a)中间接头 b)相背接头 c)相向接头 d)分段退焊接头
1—先焊焊缝 2—后焊焊缝
(1)中间接头。中间接头是后焊焊缝从先焊焊缝收尾处开始焊接,如图2-5a所示。这种接头最好焊,操作适当时,几乎看不出接头。接头时在弧坑前10mm附近引燃电弧;当电弧长度比正常电弧稍长时,立即回移至弧坑处,压低电弧,稍作摆动;再转入正常焊接状态,向前移动。这种接头方法用得最多,适用于单层焊及多层焊的表面接头。
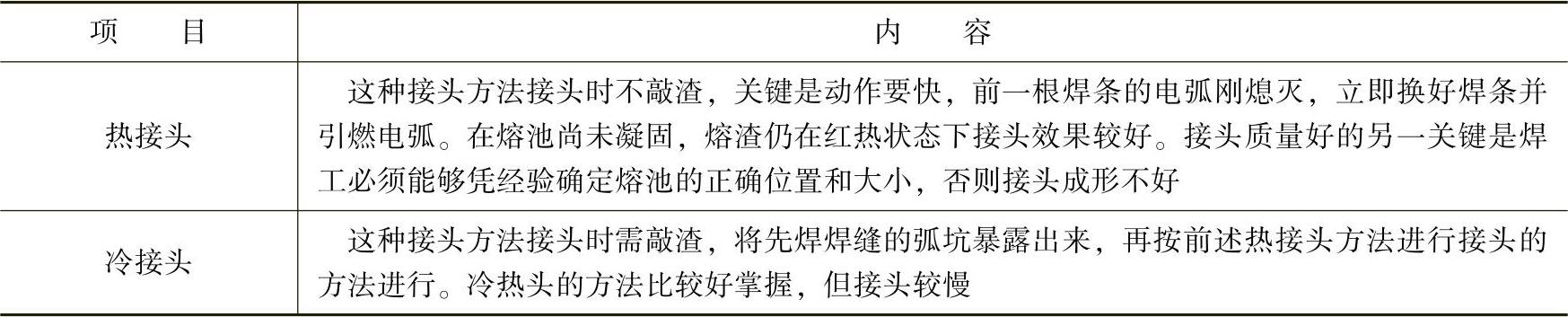
由于操作方法不同,中间接头分类见表2-9。(https://www.xing528.com)
表2-9 中间接头分类
(2)相背接头。相背接头是两段焊缝的起头处接在一起,如图2-5b所示。这要求先焊焊缝起头稍低;后焊焊缝应在先焊焊缝起头处前10mm左右引弧,然后稍拉长电弧,并将电弧移至接头处,覆盖住先焊焊缝的端部,待熔合好,再向焊接方向移动。这种接头往往比焊缝高,为此接头前可将先焊焊缝的起头处用角向磨光机磨成斜面,然后接头。
(3)相向接头。相向接头是两段焊缝的收尾处接在一起,如图2-5c所示。当后焊焊缝焊到先焊焊缝的收弧处时,应降低焊接速度,将先焊焊缝的弧坑填满后,以较快的速度向前焊一段,然后熄弧。为了好接头,先焊焊缝的收尾处焊接速度要快些,使焊缝较低,最好呈斜面,而且弧坑不能填得太满。若先焊焊缝收尾处焊缝太高,为保证接好头,可预先磨成斜面。
(4)分段退焊接头。分段退焊接头是后焊焊缝的收尾与先焊焊缝起头处连接,如图2-5d所示。这要求先焊焊缝起头处较低,最好呈斜面。后焊焊缝焊至先焊焊缝始端时,改变焊条角度,将前倾改为后倾,使焊条指向先焊焊缝的始端,拉长电弧,待形成熔池后,再压低电弧,并往返移动,最后返回至原来的熔池处收弧。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。