



焊接过程中,焊条相对焊件所做的各种运动的总称叫运条。正确的运条是保证焊缝质量的基本因素之一,是焊接操作的基本功。
运条的基本动作包括沿焊条轴线的送进、沿焊道轴线方向的移动和横向摆动三种,如图2-4所示。
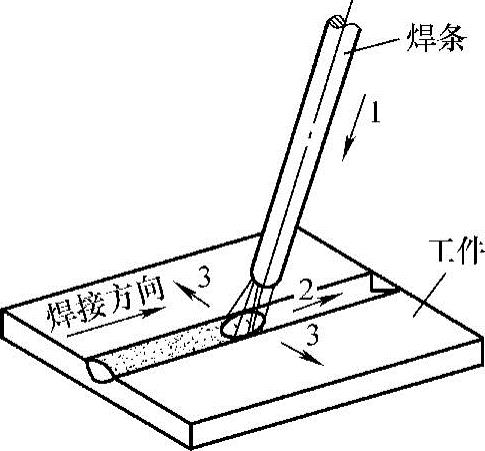
图2-4 运条基本动作
1—焊条的送进运动 2—焊条沿焊缝移动 3—焊条的横向摆动
(1)送进。焊条沿焊条轴线方向的移动叫送进。在焊接过程中,由于焊条的熔化,会使电弧变长,为了维持弧长不变,要求焊条的送进速度必须等于熔化速度,以保证焊接过程稳定。若送进速度小于熔化速度,则弧长会越变越长,焊接电流会越来越小,熔化速度随之变小,使电弧迅速变长直至熄灭;若送进速度大于熔化速度,则弧长会越变越短,焊接电流迅速增加,电弧电压降低,就会发生短路,使电弧熄灭。焊接过程中焊工应根据弧长的变化情况,随时调整送进速度,保持弧长不变,使焊接电流稳定。一名好焊工进行焊接时,电流表和电压表的指示值几乎不变,或在调定值很小的范围内摆动(ΔI±10A、ΔU±1V)。(https://www.xing528.com)
(2)摆动。焊条沿焊缝轴线的垂直方向的运动叫摆动。其摆幅决定焊缝的宽度,摆幅越大,焊缝越宽。应根据焊条的直径和要求的焊缝宽度决定摆幅。焊接过程中要保持摆幅一致,才能获得宽度均匀、边缘整齐的焊缝。正常焊缝的宽度不超过焊条直径的2~5倍。
焊条的摆动主要靠手腕的摆动,而且焊条摆动的线速度不一定是均匀的。在打底时,为了保证背面成形,防止焊漏或烧穿,电弧横过间隙时的速度较快,在两侧坡口处焊条应稍作停留(0.5s左右),以保证边缘熔合,防止咬边。
为了获得宽焊道才需要摆动,焊薄板或窄焊道时,可以不摆动。
(3)纵向前移。焊条沿焊缝轴线方向向前的运动叫移动。其使熔敷金属与熔化的母材形成焊缝。焊条前移的速度就是焊接速度,它对焊缝质量、焊接生产率有很大的影响。若焊接速度太快,电弧来不及熔化足够的焊条与母材,则焊缝很窄,或产生未焊透、熔合不良等缺陷;若焊接速度太慢,则会造成焊缝过高、过宽、外形不整齐,产生过烧或烧穿等缺陷。
焊接过程中必须保持焊接速度均匀,以获得外形美观的焊道。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。