



1.钎焊常识
金属之间的焊接方法可分为熔焊、压焊和钎焊三种。所谓钎焊就是把熔点低于被焊材料熔点的金属或合金作为充填金属(即焊料),只熔化焊料而不熔化被焊物的一种熔接方法。
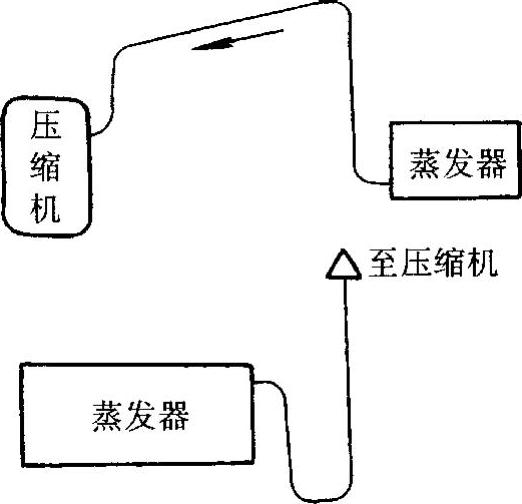
图9-12 压缩机与蒸发器之间的管路
钎焊又分为钎接熔焊、软钎焊和硬钎焊三种。在维修汽车空调时,纯铜管的焊接采用硬钎焊。软钎焊与硬钎焊的差别主要表现在采用的焊料软硬不同。软钎焊的焊料是焊锡,硬钎焊的焊料是铜磷合金焊条及银基焊条。另外,软钎焊与硬钎焊的不同,也可以以焊料熔点高低来加以区分。一般称熔点在450℃以下的焊料为软焊料,熔点在450℃以上的焊料叫硬焊料。操作时,硬钎焊是把熔点比被焊金属低(焊接温度要高于450℃)的焊料熔化加在结合部,使其与被焊材料发生沾润现象,以达到焊接的目的。
所谓沾润现象,是指在焊接部位的狭窄缝隙中加入熔化焊料,利用毛细管的作用进行焊接的方法。沾润是焊接必备的条件。硬钎焊主要采用氧气—乙炔焊炬,而软钎焊一般是采用电烙铁或喷灯进行加热。
2.气焊设备
气焊设备主要由乙炔气瓶、氧气钢瓶、焊枪(焊炬)、软管等几部分组成。如图9-13所示。
在乙炔气瓶内,最大压力为250lbf/in2,乙炔气中含有约93%的碳与7%的氢(均为质量分数),在与适当的氧混合后点火,即可产生高温火焰。焊枪的结构如图9-14所示。焊枪使氧气与乙炔经两个针阀调节后,使其按规定的比例混合,点燃即可产生高温火焰,用来进行管路接头的焊接。焊接时火焰的大小可通过两个针阀控制调整,在焊接不同的材料,不同的管径时,所需的焊枪大小和火焰温度的高低亦不同,气焊火焰中有氧化焰、中性焰、炭化焰三种,各种火焰如图9-15所示。
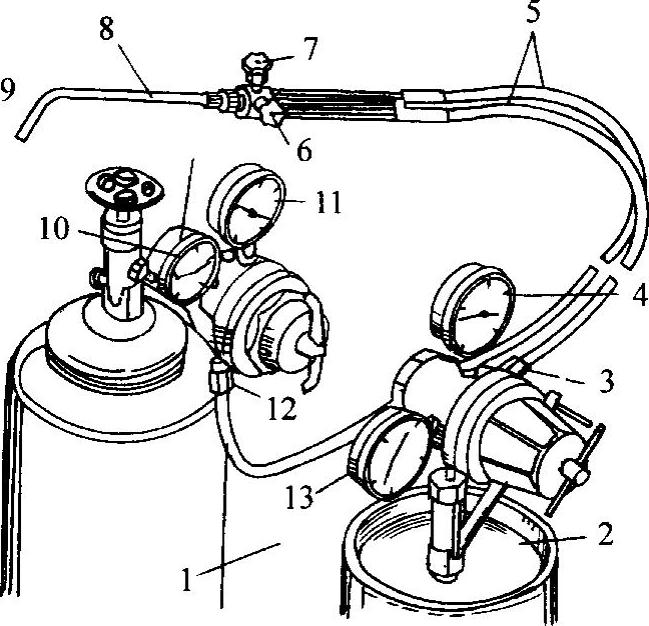
图9-13 气焊设备
1—氧气瓶 2—乙炔气瓶 3、12—接头 4、11—低压表 5—软管 6—阀门扳手 7—调节器 8—焊枪 9—火嘴 10、13—高压表
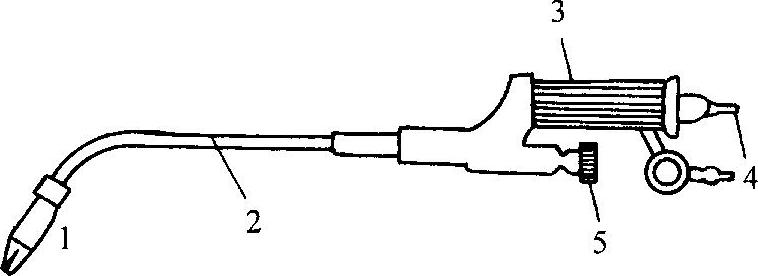
图9-14 焊枪
1—火嘴 2—气体混合管 3—手柄 4—氧气口 5—调节轮

图9-15 气焊火焰
a)氧化焰 b)中性焰 c)炭化焰
三种火焰中,氧化焰中由于氧气过剩,这会造成被焊金属氧化,所以一般不宜采用。炭化焰是可燃气体的剩余火焰,火焰模糊发紫,钎焊时使用一些炭化焰。其他如碳素钢、不锈钢的焊接亦使用它。中性焰是三种火焰中最适合于铜管焊接的一种火焰,这种火焰氧气和乙炔气的含量适当,是气焊中的标准火焰,最高温度可达3000~3500℃,几乎所有的焊接都可采用中性焰。
气焊火焰的调整方法是,用手转动焊枪上的氧气调节轮,以改变气体混合比例。火焰的具体调节过程如下:
由大至小:中性焰(大)→减少氧气→出现羽状焰→减少乙炔→调为中性焰(小)。
由小至大:中性焰(小)→加乙炔→羽状焰变大→加氧气→调为中性焰(大)。(https://www.xing528.com)
由于焊接有时需在用户处进行,所以外出维修人员有时需配备便携式气焊机,其外形如图9-16所示,便携式气焊机有以汽油为燃料的,也有用小型高压氧气乙炔瓶的。
常用氧气—乙炔气焊设备安全操作顺序如下:
1)检查高压储气瓶,将高压储气瓶置于远离热源,无日晒的地方,且气瓶的出口不要对着人体的部位。微打开气瓶阀门时,有少量气体排出,以判断高压气瓶接管前端有无杂物堵塞或损伤造成的气体泄漏。
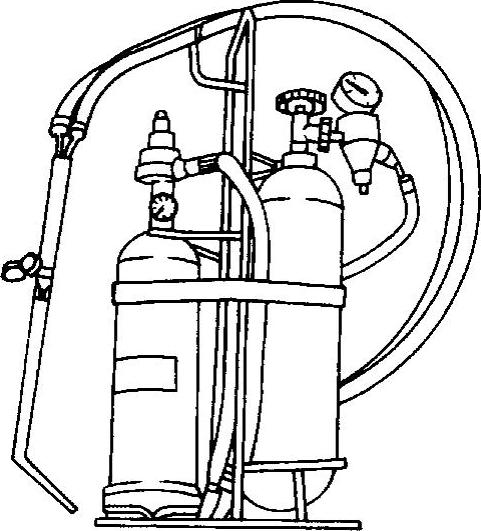
图9-16 便携式气焊机
2)高压储气瓶的接头对正连接管的螺母,并用扳手拧紧。同时储气瓶的接头对正调节阀的螺母,亦用扳手拧紧。
3)检查焊枪焰口前部是否有弯曲式堵塞,气管口是否被堵,有无油污。
4)调整氧气阀,先把调节器把手调松,然后打开高压储气瓶的气阀,并将调后的低压压力控制在0.15~0.2MPa,然后慢慢关闭调节器把手。
5)调整乙炔阀,先把调节器把手调松,然后打开气瓶的气阀,使低压压力控制在0.01~0.02MPa,然后慢慢关闭调节器把手。
6)打开气管的乙炔阀,用打火机点火,然后再打开氧气阀。
7)火苗调整,调整乙炔阀和氧气阀,使火焰成为中性焰。
8)焊接。
9)灭火,先关乙炔阀,后关氧气阀。
10)关闭气瓶的气阀,打开吹管气阀,将压力表调为0Pa,再关闭吹管气阀,放松调节器的把手。注意:所谓表压为0Pa其绝对压力为当地大气压力值。
3.焊料
一般硬钎焊的焊料主要有银基焊料、铜磷焊料及黄铜焊料等。在钎焊中的管材一般是:铜与铜,铜与钢,钢与钢对焊。正确地选择焊料及熟练地操作是焊接质量的有效保证。
制冷管道采用纯铜管时,焊接时一般选用铜磷焊料或银焊料。因为这些焊类均具有良好的漫流流动性填缝和润湿性能。铜与钢或钢与钢的钎焊,可选用银铜焊料和适当的焊剂。
4.焊剂
焊剂又叫焊药。在钎焊过程中,焊药可以防止被焊物金属及焊料的氧化,并有效地去除氧化物杂质,使焊料能够流动。与此同时,还可以减少已熔化了的焊料的表面张力,容易去除熔渣。焊剂的功能还可以将自身对被焊金属及焊料的腐蚀作用,限制在最小限度以内。一般焊剂分为非腐蚀性和活性化两种。
5.焊接技术
一般而言,对用气焊焊接的铜管钎焊有如下要求:插管钎焊时,两管之间要有适当的嵌合间隙;焊接金属表面要洁净,并去除油污;焊料、焊剂要适当;火候要合适,技术要熟练。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。