



1.管的切割
修理汽车空调的制冷系统时,需对选用铜管进行切断或弯曲等加工作业。切断一般使用专用的切割刀,以保证切口整齐。操作时将切刀与管子垂直夹住,顶牢,旋转时转轮用力要均匀。与此同时,还要将切管器旋转,这样一边旋转一边转动转轮进给,直至切断。切记:切断后的管口一定要用铰刀将内孔毛刺去掉。至于毛细管的切断则比较简单,只需用剪刀来回转动划出裂痕,然后用手轻轻折断即可。
2.管的弯曲
无论是铜管或钢管,它们的弯曲均可用弯管器。应记住,管子的弯曲半径应大于管径的5倍(r>5d)。当铜管小于8mm时,弯管可用弹簧弯管器,它可把铜管弯成任意形状。
不用弯管器亦可弯曲铜管,有时管组连接时,往往需要将退过火的铜管用手工方法弯曲成形。手工弯管时,应使用大拇指,按住铜管部分,采用尽可能大的半径进行弯曲,以免因半径过小而出现压扁、弯死、破裂,而使管件报废。
3.铜管的喇叭口制作——扩口
这里需说明的是,铜管喇叭口的制作,一般要使用专用工具——扩管器(如图9-1所示),扩管时需先将管端部加热,退火(以防管破裂)在空气中让其自然冷却后,再放入相应尺寸的扩管器。应注意的是,铜管的露出高度应和扩管器的下模口斜边长度相同。对扩口的要求是:圆整、平滑、无裂纹。
还有一种扩口是为铜管焊接时互相插入而制作的杯形口。杯形口是采用专用钢冲打入成形的。操作时先将铜管夹在扩管器中,然后用锤子打击钢冲,边打,边转动,冲完后,取出钢冲,对杯形口的要求亦是圆整、光滑、无裂纹。
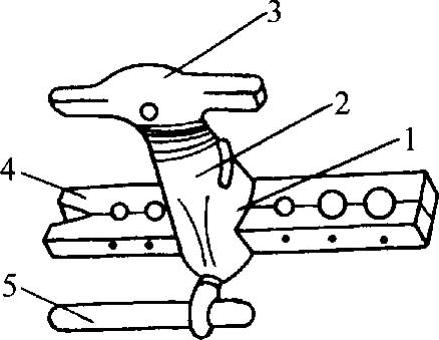
图9-1 扩管器
1—锥体 2—架 3—把手 4—夹板 5—制动钉
4.螺纹连接
应用于纯铜管的螺纹连接可分为半接头连接和全球头连接两种。半接头连接如图9-2所示,左面铜管用螺纹连接,右面铜管则与接头连接。
全接头连接如图9-3所示。两头均为螺纹连接,接头部分均先扩出喇叭口,然后用螺纹接头和螺母连接。
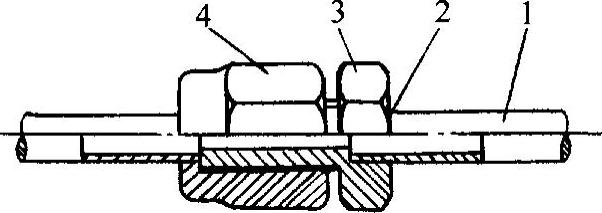
图9-2 半接头连接
1—铜管 2—焊接处 3—接头 4—螺母
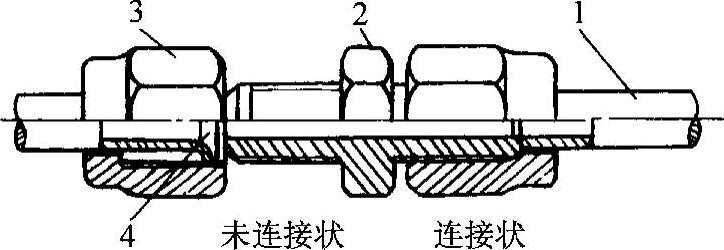
图9-3 全接头连接
1—铜管 2—接头 3—螺母 4—喇叭口
5.扩口连接——喇叭口连接
需要扩口连接的管端,首先需要将彼此连接的铜管端部扩成喇叭口,然后用扭力扳手和呆扳手连接。连接时,切记先用汽油、纱布将管子擦拭干净,并将两端对正。操作时,一只手用扭力扳手紧固,一只手用呆扳手将管接头卡住。当扳动扭力扳手听到“咔咔”声时,即为连接牢固,不可再用力。
不同管径的管子,选用扭力扳手规格可参照表9-2。
表 9-2

6.法兰连接
无缝钢管的法兰连接是用管子的一端插入法兰板的凹槽内,用电焊焊牢,然后将两法兰板对准,中间垫以石棉橡胶垫片,用螺栓压紧密封。法兰连接的特点是可拆卸,因此常应用于检修时需经常拆卸的部位。
7.快装接头的连接
有些制冷系统的制冷剂管道连接采用快装接头。这种接头分为一次性刃具膜片式,多次性弹簧自封式和扩口螺纹式三种。
快装接头的操作要求是要快,一般不超过5min,而且要精心。预先检查两接头处是否有油污、水污和杂物。然后用手将两接头对准,不能有偏斜,如图9-4所示。在接头处用塑料油壶注入少许冷冻润滑油,然后用扭力扳手加力,呆扳手卡紧(图9-5)。一般先连接粗管(低压管、气管)后连接细管(高压管、液管)。(https://www.xing528.com)
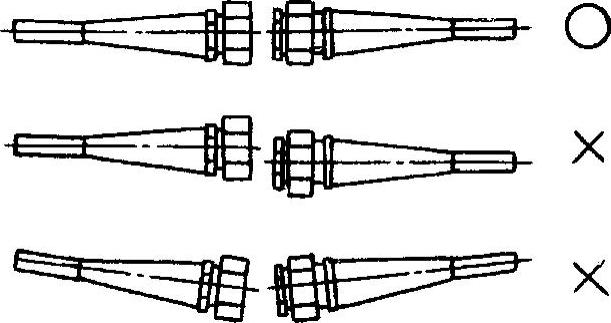
图9-4 接头对准
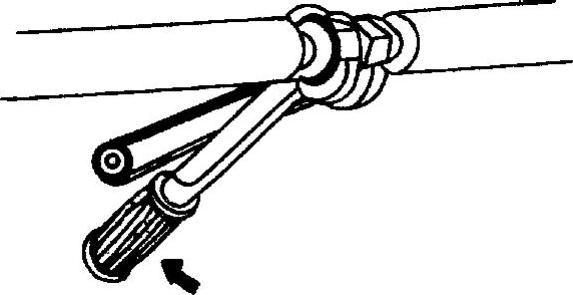
图9-5 接头连接
为使接头连接紧密,可先在有螺母的那个接头处用色笔划出24个等分刻度,另一接头处划好标记。然后用扭力扳手或其他扳手紧固,使两接头上的记号吻合即可。如图9-6所示。
8.制冷剂管的制作
1)回油弯:由于制冷剂汽化时,冷冻润滑油呈雾状,受制冷剂流动的影响,油会在管道中上升。在管径较粗或由于油量限制压缩机排出量减少的情况下,一部分油就容易积存于上吸式管的下部。这样在上行吸气管过长的情况下,应每10cm设置一个回油弯。回油弯的制作采用弯管器,应注意弯管的当量长度大大超过90°弯管接头的当量长度时,性能会受影响。回油弯的形状如图9-7所示。
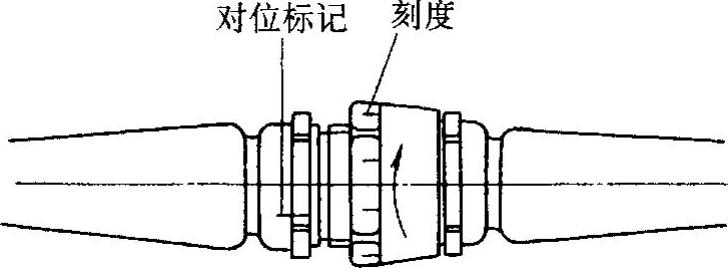
图9-6 接头吻合
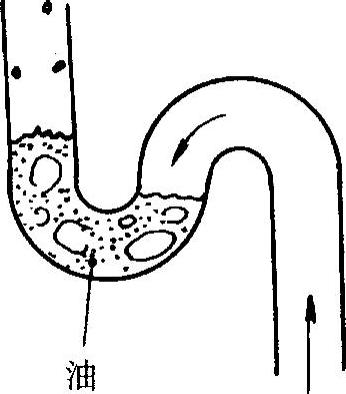
图9-7 回油弯
2)排气管:在制冷系统中,压缩机与冷凝器之间用管道相连。从压缩机排出制冷剂蒸气的管道称作排气管。在安装排气管时应注意:
①压缩机与冷凝器等高时,排气管应装成下行坡度。如图9-8所示。
②当冷凝器高于压缩机,又没有油分离系统时,为防止停机后排气管中冷冻润滑油大量返回压缩机,应在排气管中装一U形弯头如图9-9所示,将冷凝器入口处制成环状。
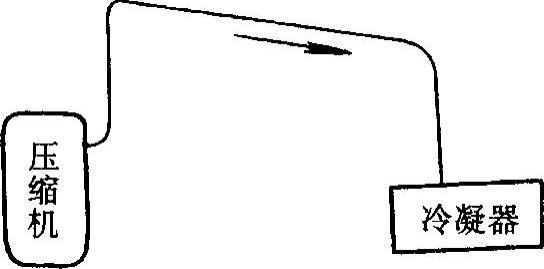
图9-8 下行坡度
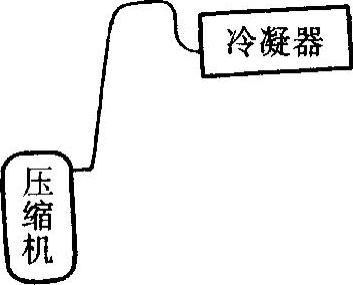
图9-9 排气管
3)输液管:
①冷凝器与储液干燥器之间的接管如图9-10所示。
②冷凝器与蒸发器之间的接管如图9-11所示。
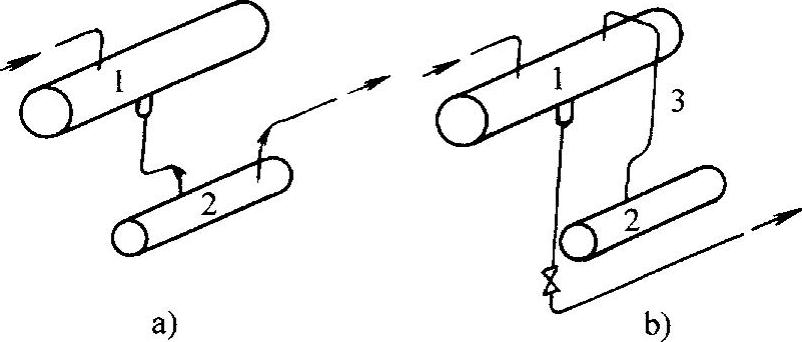
图9-10 冷凝器与储液器之间的接管方式
a)流过式 b)补充式
1—冷凝器 2—储液器 3—均压管
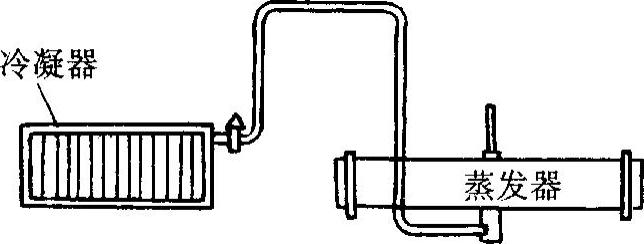
图9-11 冷凝器与蒸发器之间的接管方式
4)吸气管:为防止液击,在蒸发器与压缩机吸气管之间应设置分离器。连接蒸发器和压缩机的管道要按图9-12所示制成下行坡度。为使停机时,不让冷凝制冷剂回流,在蒸发器出口处应制成环形弯。当压缩机在上方时,为了顺利地回油,应在蒸发器的出口处制成不太大的环形弯。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。