



【摘要】:为了降低标杆或测钎竖立不直的影响,应尽量瞄准测钎和标杆的根部。顺时针方向转动照准部,用同样的方法瞄准目标B,读取水平度盘读数b左。根据上述方法先瞄准右边的目标B,读记水平度盘读数b右。如果要测三个测回,第一测回开始时,度盘读数可配置在0°稍大一些,在第二测回开始时,度盘读数可配置在60°左右,在第三测回开始时,度盘读数应配置在120°左右,如图2-10所示。
(1)盘左位置。松开照准部制动螺旋,瞄准目标A,对望远镜进行调焦并消除视差,使测钎和标杆准确的夹在双竖丝中间。为了降低标杆或测钎竖立不直的影响,应尽量瞄准测钎和标杆的根部。读取水平度盘读数a左并记录。
(2)顺时针方向转动照准部,用同样的方法瞄准目标B,读取水平度盘读数b左。
以上操作为上半测回,测得的角值为
β左=b左-a左
(3)盘右位置。倒转望远镜,使盘左变成盘右。根据上述方法先瞄准右边的目标B,读记水平度盘读数b右。
(4)逆时针方向转动照准部,瞄准左边的目标A,读记水平度盘读数a右。
以上操作为下半测回,测得的角值为(https://www.xing528.com)
β右=b右-a右
盘左和盘右两个半测回合在一起叫做一测回。两个半测回测得的角值的平均值就是一测回的观测结果,即
β=(β左+β右)/2
当水平角需要观测几个测回时,为了减低度盘分划误差的影响,在每一测回观测完毕之后,应根据测回数n,将度盘起始位置读数变换为180°/n后,再开始下一测回的观测。如果要测三个测回,第一测回开始时,度盘读数可配置在0°稍大一些,在第二测回开始时,度盘读数可配置在60°左右,在第三测回开始时,度盘读数应配置在120°左右,如图2-10所示。
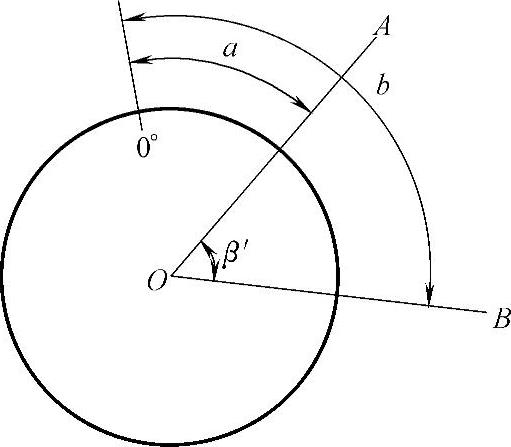
图2-10 测回法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。