



1.气门的故障排除
1)气门积炭过多时应及时清理,其方法如下:
a.将气缸盖卸下,用汽油或轻柴油浸湿积炭,使其变软,然后用刮刀或半截钢锯条将其刮掉。
b.清理活塞顶和气缸筒周围积炭时,可在活塞将要到上止点时进行。用润滑油将活塞与气缸壁之间的缝隙封住,以防掉入炭渣。
c.清理完后,要用干净布蘸汽油擦净刮下的炭渣并封闭所用的润滑油。
d.若取下活塞清理时,还要将活塞环槽内的积炭同时清理干净,在清理时要注意,不可刮伤机件表面。
2)气门的光磨:在维修作业中,如气门出现烧蚀、麻点及凹陷时,均应进行光磨(严重时需更换气门)。通常在气门光磨机上进行,作业时应注意四个问题:一是保证气门头与杆部同心,否则应先校直;二是光磨量在能磨出完整锥面的前提下越小越好;三是尽量提高表面光洁度;四是气门杆端部凹陷应予以磨平。图2-81所示为光磨机。
气门的工作面磨损起槽、变宽或烧蚀出现斑点、凹陷时应在光磨机上进行光磨。光磨时,要求磨削量尽量要小些,以延长气门使用期限。气门光磨后,其边缘逐渐变薄,工作时容易变形和烧毁,气门头最小边缘厚度如图2-82所示,进气门不得小于0.60mm,排气门不得小于1.10mm,否则应更换气门。
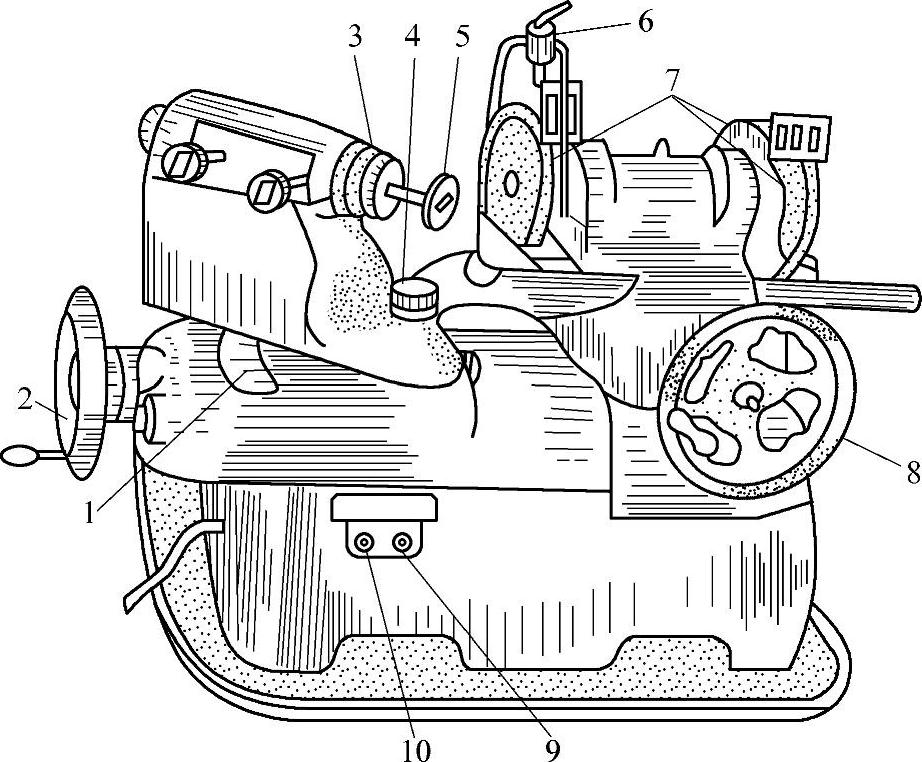
图2-81 气门光磨机
1—刻度盘 2—横向手柄 3—夹架 4—夹架固定螺钉 5—气门 6—冷却液开关 7—砂轮 8—纵向手柄 9—电动机开关 10—夹架电动机开关(https://www.xing528.com)
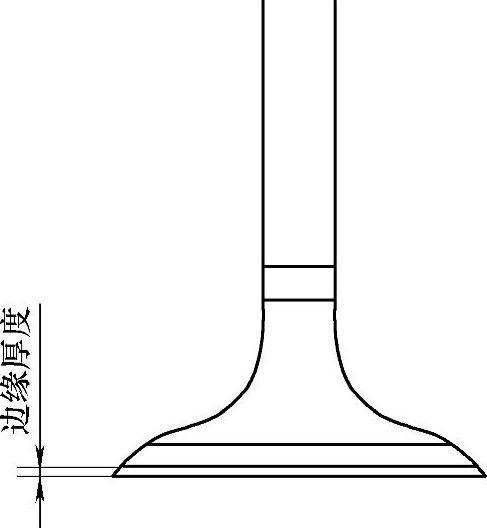
图2-82 气门边缘厚度
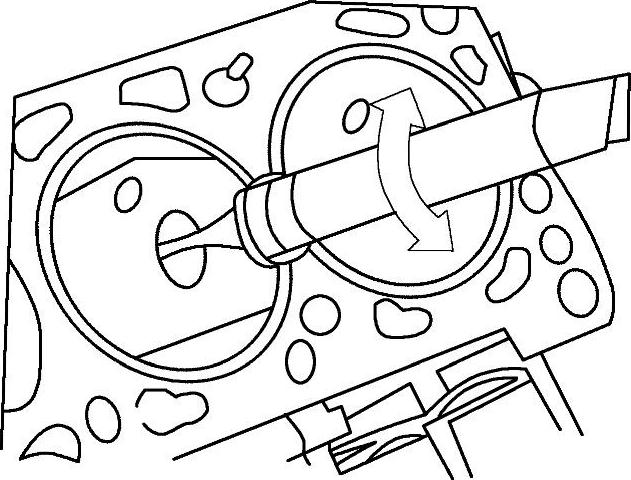
图2-83 修磨气门工作面
修磨气门工作面,如图2-83所示。在修磨气门工作面之前,应先校正气门杆并检查光磨机气门夹头座的角度,避免将气门工作面角度磨错(捷达轿车发动机进、排气门均为45°角),磨削量以消除表面损蚀为限。最后精磨,在没有吃刀量的情况下,进行2~3次空走刀,直至没有大火花为止,以改善其表面粗糙度。磨修后,气门工作锥面对气门轴线的斜向圆跳动应不大于0.03mm。
3)气门座的铰削:气门座铰削通常为手工作业,应特别重视三个问题:一是在消除凹陷、斑点,能铰出完整锥面的基础上,铰削量越小越好;二是铰削时用力要均匀,起刀收刀要轻,少铰多观察,以保证较少的铰削量和较低的粗糙度;三是与气门试配,确定好工作面位置和宽度。位置应调整到气门锥面的中下部,若偏上或偏下可用上、下铰刀进行调整。工作面宽度,进气门可掌握在0.9mm(规定为1~2.2mm),排气门可掌握在1.4mm(规定为1.5~2.5mm)。实践证明上述宽度在气门与气门座研磨后,进气门可达1mm,排气门可达1.5mm,均在规定宽度的下限,能大大提高其使用寿命。
4)气门的研磨:气门的研磨分为两种情况,一是气门与座只有轻微麻点,不需要光磨和铰削时的研磨;二是气门与座均已经过光磨和铰削后的研磨。前者先用粗金刚砂研磨,将麻点研磨掉后,再用细金刚砂研磨,最后涂上机油研磨,直至密封符合要求,宽度符合规定为止。后者只有密封性达不到要求时才进行研磨,但操作时一定要注意,不要过分用力,严禁将气门上下敲打,否则将出现凹形砂痕,影响维修质量。
5)气门导管的故障排除:
a.气门导管的铰削:气门杆与气门导管配合间隙是决定气门导管寿命的关键,因此当更换新的气门导管时,铰削时应严格掌握好配合间隙,使用各车型规定间隙的下限,可有效延长使用寿命。
b.更换新气门导管:既要内径符合要求,外径也应比旧导管加大0.01~0.02mm,以保证外表有一定的紧度(过盈配合)压入气缸盖导管座孔中。在安装新导管时应注意:应将导管外表涂一层机油,然后垂直放在座孔中,徐徐压入,切忌用铁锤猛击。有些机型,气门导管两端不对称,装配时要注意方向。因机型不同,导管压入气缸盖的深度也不同。规定导管的上端面应高出气缸盖上平面一定距离,距离过小,将增加进气阻力;过大则影响散热效果。无数据可查时,可按拆前所测数据装回。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。