



1.装配的定义
汽车是各种零部件的有机组合体,因此汽车生产的最后一道工序必定是装配(包括检测和调整),否则各种零部件无法组合在一起并相互协调并发挥其应有的功能。所谓装配就是将各种零部件、合件或总成按规定的技术条件和质量要求连接组合成完整产品的生产过程,也可称为“使各种零部件、合件或总成具有规定的相互位置关系的工艺过程”。
2.汽车装配的技术要求
汽车总装配是汽车的最后一道工序。装配质量的高低,直接关系到整车质量。因此,在整车装配的过程中,必须达到下列技术要求。
(1)装配的完整性 必须按工艺规定,将所有零部件、总成全部装上,不得有漏装、少装现象,不要忽视小零件。如螺钉、平垫圈、弹簧垫圈、开口销等。
(2)装配的统一性 按着生产计划,对基本车型,按工艺要求装配,不得误装、错装和漏装,装配方法必须按工艺要求,装配要统一。
(3)装配的紧固性 凡是螺栓、螺母、螺钉等件必须达到规定的转矩要求。应交叉紧固的必须交叉紧固,否则会造成螺母松动现象,带来安全隐患。螺纹联接严禁松动现象,但过紧会造成螺纹变形、螺母卸不下来。
(4)装配的润滑性 按工艺要求,凡需润滑的部位必须加注定量的润滑油或润滑脂。对发动机来说,如果润滑油过少或漏加,发动机运转起来,很快会造成齿轮磨损或拉缸现象,直到整机损坏;加注过多,发动机运转时润滑油很容易窜到燃烧室、燃烧后产生积炭。因此,加油量必须按工艺要求执行。
(5)装配的密封性
1)冷却系统的密封性,各接头不得漏水。
2)燃油系统的密封性。各管路连接和燃油滤清器等件不得有漏漆漏油现象。
3)各油封装配密封性。装油封时,将零件擦拭干净,涂好机油,轻轻装入,油封不到刃口,否则会产生漏油。
4)空气管路装配密封性。要求空气管路里连接处必须均匀涂上一层密封胶,锥管接头要涂在螺纹上,管路连接胶管要涂在管箍接触面上,管路不得变形或歪斜。
3.装配中的联接
装配要把各种零部件、合件或总成组合起来,其主要的方法就是联接。装配中的联接可以分为以下几类:
(1)可拆式活动联接 两件或两件以上零件自身或借助其他零件联接后,零件之间能相对运动,可拆卸后再联接,不损坏其中任何一个零件。例如:铰接、圆柱销联接。
(2)不可拆式活动联接 两件或两件以上零件自身或借助其他零件联接后,零件之间能相对运动,但不能再拆开,或者拆开后必定损坏其中一件或几件零件,不加修复或更换不能重新联接,如轴承。
(3)可拆式固定联接 两件或两件以上零件自身或借助其他零件联接后之间不能相对活动,可以拆开且可以重新联接而不损坏其中任何零件。这种联接在汽车生产中最为常见,如螺纹联接、借助螺钉或螺栓螺母的联接等。
1)螺纹联接的类型及作用。螺纹联接在汽车装配中较为普遍,大部分螺纹联接起固定作用,因此要求保证联接的强度(有的还要求密封性,如气管、油管的管接头的螺纹联接),起固定作用的螺纹称为联接螺纹;还有部分起传动作用,要求保证传动的精度、效率和磨损寿命,起传动作用的螺纹称为传动螺纹。
2)螺纹联接的预紧及防松。绝大部分的螺纹联接在装配时都必须拧紧,使联接在承受工作载荷之前,预先受到力的作用,预紧的目的在于增强联接的可靠性和紧密性。
联接螺纹能满足自锁条件,再加上螺母与螺栓头部等支承面的摩擦力,在静载荷和温度变化不大时,螺纹联接不会自动松脱。但在冲击、振动或变载荷的作用下,螺旋副间的摩擦力可能减小或瞬时消失,多次重复就会松脱。因此,螺纹联接必须防止松动。
(4)不可拆式固定联接 两件或两件以上零件相互联接后不能相对活动,而且不能拆开,一旦拆开必定损坏其中一个零件,非经修复或更换不能重新联接,如焊接、铆接等。
4.汽车总装配的工艺概述
汽车是一种复杂的机械产品,主要由发动机、底盘、车身(含驾驶室和车厢)和电器四大部分构成。底盘部分又由传动系统、行驶系统、转向系统、制动系统、操纵系统、燃料供给系统等组成。按组成汽车的大总成分,由发动机总成(带有变速器、离合器)、前轴及钢板弹簧总成、后桥总成、车架、轮胎、驾驶室等。一辆中重型载货汽车总装配的零部件、总成大约有500多种、2000多件,因此汽车总装配是一项相当复杂的工作。
汽车总装配就是使生产对象(零部件)在数量、外观上发生变化的工艺过程,一系列的量变必定引起一系列的质变。数量的变化表现在装配过程中,零部件、总成的数量在不断增加并相互有序地结合起来。外观的变化表现为零部件、总成之间有序结合后具有一定的相互位置关系,外形不断的变化,最后成为一辆整车。所以,汽车总装配也就是使汽车各零部件和总成具有一定的相互位置关系并形成整车的工艺过程。
5.汽车总成装配的特点
由于汽车结构复杂、零部件及合件繁多,所以汽车总装配具有以下特点:
1)联接方式多样。汽车装配过程中的联接,一般情况下除了焊接方式外其他联接方式几乎都有;但最多的联接是可拆式固定联接和可拆式活动联接,即螺纹联接和销联接。
2)配件的品种、数量繁多,装配关系复杂,装配位置多样,由此决定了它仍然以手工为主。
3)大批量生产。一般来说,一个汽车制造厂的汽车年产量应在几万辆以上。所以汽车制造厂是技术密集型、资金密集型的大批量生产的企业,汽车总装配具有现代化企业大批量生产的特点,它是人与机、技术与管理的有机结合。
6.载货汽车装配的工艺流程及工艺规定
(1)汽车总装工艺流程(见图15-1)
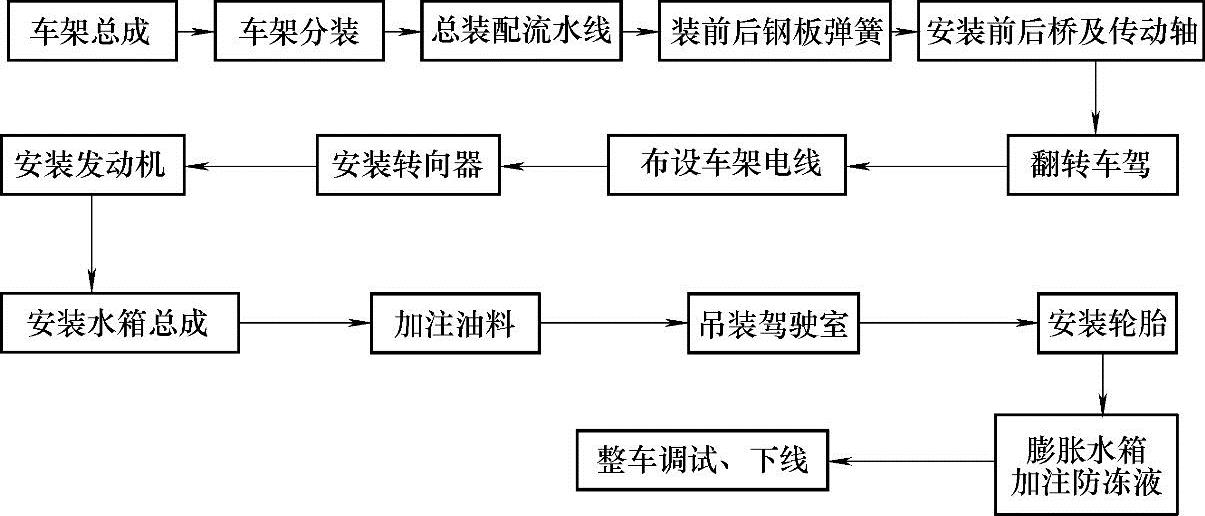
图15-1 汽车总装工艺流程
(2)载货汽车装配的工艺规定
1)吊放车架于装配线。吊放车架前要检查车架的完整性、表面光洁性;确认无划漆、无雨雪、无锈蚀、无碰伤后,才可把车架吊上线。将车架反放在装配链的枕木上,这样有利于前桥、后桥、传动轴等零部件的装配。
2)以车架为基准装配前后桥。装配时,把前桥、后桥联接销涂上机油使其油槽向下穿入孔中,对准销上的凹槽与支架上的孔,将锁销由前向后穿入孔中,装上弹簧垫圈、拧紧螺母。(https://www.xing528.com)
3)装贮蓄电池箱
安装蓄电池箱总成时,检查储气筒油漆质量,不得有漏漆、划漆,凸焊螺母焊缝应平整,储气筒不得有明显缺陷。
4)连接传动轴于后桥减速器上。检查传动轴油漆无划伤,将传动轴凸缘上的孔与后桥减速器凸缘上的孔对准,从传动轴方向穿入螺栓、套上弹簧垫圈、扭紧螺母。
5)翻转底盘。首先把吊链从后桥下面穿过去并固定在另一侧的吊链上面;将翻转底盘夹具夹在车架前端,打紧螺栓,操纵设备翻转底盘,翻转后取下夹具及吊链。
6)布置并安装底盘线路。线路安装时一定要保持线路的平整,用扎带把线路固定在车架上面,用护套保护线路不得与车架摩擦。
7)装配转向机及垂臂。检查转向机装配完整性,转向臂轴螺纹不得有损伤;把转向机放在分装夹具上夹好,取转向臂,按标记套在转向臂轴上并压到底,然后套上垫圈和弹簧垫圈(分装工位)取转向机托架,使其孔位与转向机的孔位对准,然后穿上螺栓并套上弹簧垫圈,扭紧;把分装好的转向机总成合件用吊具吊起,使托架孔位和大梁的孔位对准,从里向外或从下向上穿上螺栓,套上弹簧垫圈,并扭紧。
8)装发动机于支架上。检查发动机风扇不得变形,发电机、起动机及各种传感器、警报开关不得变形、碰伤;接线柱螺钉应完整;发动机、变速器油堵处不得有漏油痕迹,表面无明显碰伤。吊起发动机使后悬置软垫的孔位与后支架的孔位对准,从上向下穿螺栓并套上垫圈和弹簧垫圈,再拧螺母2~3扣;操纵电葫芦使发动机前悬置软垫的孔位与前悬置托架的孔位对准,从上向下穿螺栓并套上垫圈和弹簧垫圈,再拧螺母2~3扣;扭紧后支承、前支承的螺栓螺母。
9)装排气管。取排气制动阀,在两端套上垫密圈,再使其夹在消声器进气管前段与进气管后段之间,并使螺栓孔对齐,穿入螺栓,套上垫圈、弹簧垫圈并拧紧螺母。
10)加注发动机润滑油。取下发动机加油口端,向发动机内加注润滑油,加完后装上油盖,拔出油尺检查加油量,油面不低于下线(2/4),不高于上线(4/4)。
11)分装水箱总成。在分装过程中应注意,护风圈密封带要粘接牢固,散热器、中冷器、空调上的格栅不能磨碰。
12)安装水箱总成。检查散热器片不得有磕碰处,进出气管应平整;在左右纵梁的规定位置放上散热器固定架下垫块总成对准孔(垫块的中间孔大的一侧向上),把散热器总成落下,使水箱固定架的孔与上垫块总成的孔对准,然后在孔中放入套管再套上上垫块总成,取螺栓从下向上穿入对准的孔中,拧螺母2~3扣并拧紧,然后穿上开口销,并分开尾部。
13)加注油料。给油箱加注柴油,中后桥减速器加注润滑油,两边轮毂加注润滑油。注意加注油料是应按照工艺要求加注,不能多加或者少加。最后,做好加油标记,涂抹绿漆。
14)分装及安装翼子板。根据工艺要求分装好翼子板,然后把翼子板安装到翼子板支架上面,打紧螺栓。在安装过程中要保护翼子板漆面不得有磕碰、划伤。牵引车安装侧标志灯。
15)吊装驾驶室总成。自检驾驶室外观完整性、油漆无划伤。操纵电葫芦,落下驾驶室,使驾驶室后支架落入后悬置横梁上的内外缓冲块之间,前铰接软垫落入驾驶室铰接支架的凸缘面中,取驾驶室铰接软垫盖总成分别盖在左右铰接软垫上,使其上的孔与铰接支架上相应的孔对准,取螺栓套上弹簧垫圈从上向下穿入已对准的孔中,再拧螺母2~3扣并拧紧。
16)安装轮胎。先在前桥、中后桥安装轮胎的螺栓上涂抹抗咬合剂,然后自检车轮气压正常,将车轮套在轮毂,拧螺母2~3扣,用电动拧紧机扣紧,同时中后桥内、外轮打气咀要错开,也要同制动毂检查孔错开,避免影响充气。
17)加注冷却液。打开膨胀箱盖、打开放水开关,向膨胀箱里加注冷却液,待冷却液液面为膨胀水箱的2/3时,关闭放水开关,扭紧水箱盖。
18)整车调试,下线。
7.装配的注意事项
1)对于长圆孔连接件,一般要加平垫片,且平垫片放于长圆孔一侧。
2)对于超过四个孔的连接件,需进行对角紧固,最先紧固的螺母最后还应复紧。
3)对于圆孔与长圆孔同时存在的件,应先紧圆孔端,后紧长圆孔端。
4)为保证整车美观性,管束与电线束应避免交叉。
5)管线束过梁或者与梁接触时,必须用护套和蛇形护套。
6)装配件安装表面应清洁,无油污、锈蚀、碰损、划痕。
7)所有气管路接头处都应涂乐泰569密封胶,卡套连接处应涂在卡套锥面上,螺纹连接应涂在螺纹上。密封胶的涂法:螺栓按直线涂抹,卡套沿锥面均匀涂满一周。
8)所有气管路,油管应理顺,不允许打折。
9)装配螺栓的转矩,有特殊要求的按工艺执行,无特殊要求的按斯太尔汽车螺纹紧固件转矩表执行,误差允许范围为±10%。
10)凡是螺栓数目超过两个的紧固件,螺栓应按对角线原则进行紧固,且紧固次数不少于两次,装配后不应有装配应力。
11)所有各件装配后都不应有碰磨现象或碰磨的可能。
12)凡具有相对运动的件,如销轴等,安装应涂黄油。
13)电线束多余的接头应用电工胶布包缠可靠,绝缘保护套应装套牢固,搭铁处应去除油漆,保证搭铁可靠。
14)制动管路卡箍规定转矩为(4.5±0.5)N·M。
15)气管、油管、阀、泵等内部必须清洁。
16)吊装时,要求吊装人员佩戴安全帽,起落及行进平稳,不能碰损所吊装的零部件及总成,起重物下不能站人。
17)凡要求涂胶的地方,一律执行下列涂胶工艺:先在粘接表面各涂一薄层,放置数分钟,待表面接近干燥时再涂第二层,凉至待表面接近干燥时,将两粘接面压在一起,并迅速用滚棒单方向滚压粘接件数次。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。