



不少进行阀体修复的人员都经历过铰刀使用寿命不长的困惑,由于铰刀的成本较高,频繁更换铰刀会大幅增加维修成本,使这种阀体修复技术无法被有效使用。实际上,铰刀寿命和铰刀的使用和保养有很大的关系,正确使用和保养铰刀可以使一把铰刀至少使用60次,一般可以用到100次以上。在初学者的实际使用情况上来看,使铰刀寿命大幅缩短的原因主要有2个:一个是铰刀没有定位准确,另一个是刀刃表面有切屑堆积。
影响铰刀寿命的最大人为因素是铰刀定位不准,当铰刀深入到阀孔底部时,如果你发现铰刀的转动越来越重,那就意味着铰刀从一开始就没定位准确,铰刀越往里走就越偏离阀孔的中线。如果这时还是强行转动铰刀,就会使铰刀卡住,损坏铰刀。如果是使用电钻或气钻来带动铰刀的,会发现铰刀越转越慢,如果不及时将铰刀抽出,铰刀就会因过热来损坏刀头。如果抽出铰刀时看到刀刃上已变黑,就说明已经过热。这时应该用切割液冷却并清理铰刀,然后再将铰刀放入阀孔,往复几次。在对5HP19主调压阀孔的铰孔中,这种情况发生最多,所以一定要在一开始就仔细定位好铰刀。有时候将阀体竖起来定位铰刀会更准一些。
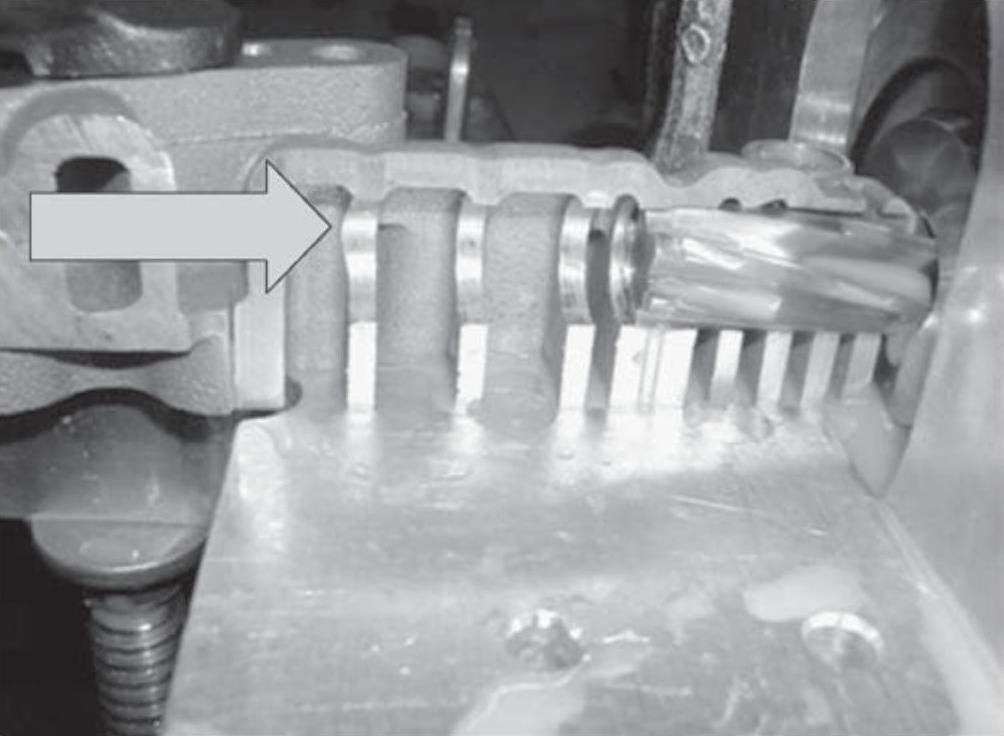
图4-26 定位不准会使铰刀在深入阀孔后偏离中线
图4-26显示在阀孔的最后一段切割的厚度是变化的,铰刀在切割这部分金属时,不同的厚度会对铰刀产生横向的拉力,使铰刀越来越偏。所以对这类阀孔,一定要仔细定位铰刀,在定位铰刀的定位销时一定要使定位销能很滑顺地在阀孔内移动,而无拖拽感。如果你在定位铰刀的定位销时发现定位销总是不怎么滑顺,很有可能阀体本身有变形,这时如何用夹子固定阀体就很有技巧了(图4-19)。使用一个夹子或者两个夹子,改变夹子的固定位置,都可以改变定位销的滑顺程度。
图4-27显示的情况是铰刀被拉向一边,使铰后的阀孔失圆。这时由于铰刀没定位准,或者铰刀在穿过铰刀定位套时因磨损而产生过大的间隙。所以在铰孔时也要注意在铰刀定位套处施加一些切割液以增加润滑。
图4-28显示的是铰孔后粗糙的表面光洁度。产生这种结果的原因主要有两个原因:
1)铰刀已变钝;
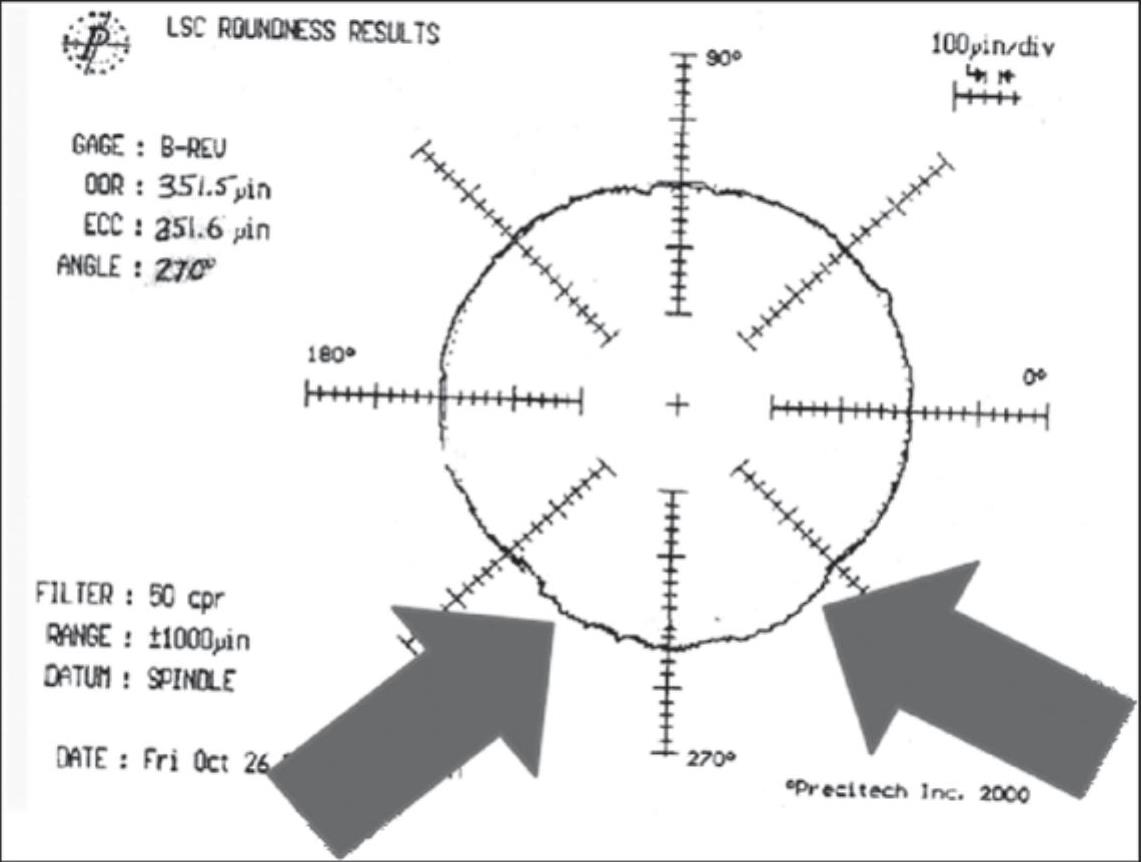
图4-27 不圆的铰孔
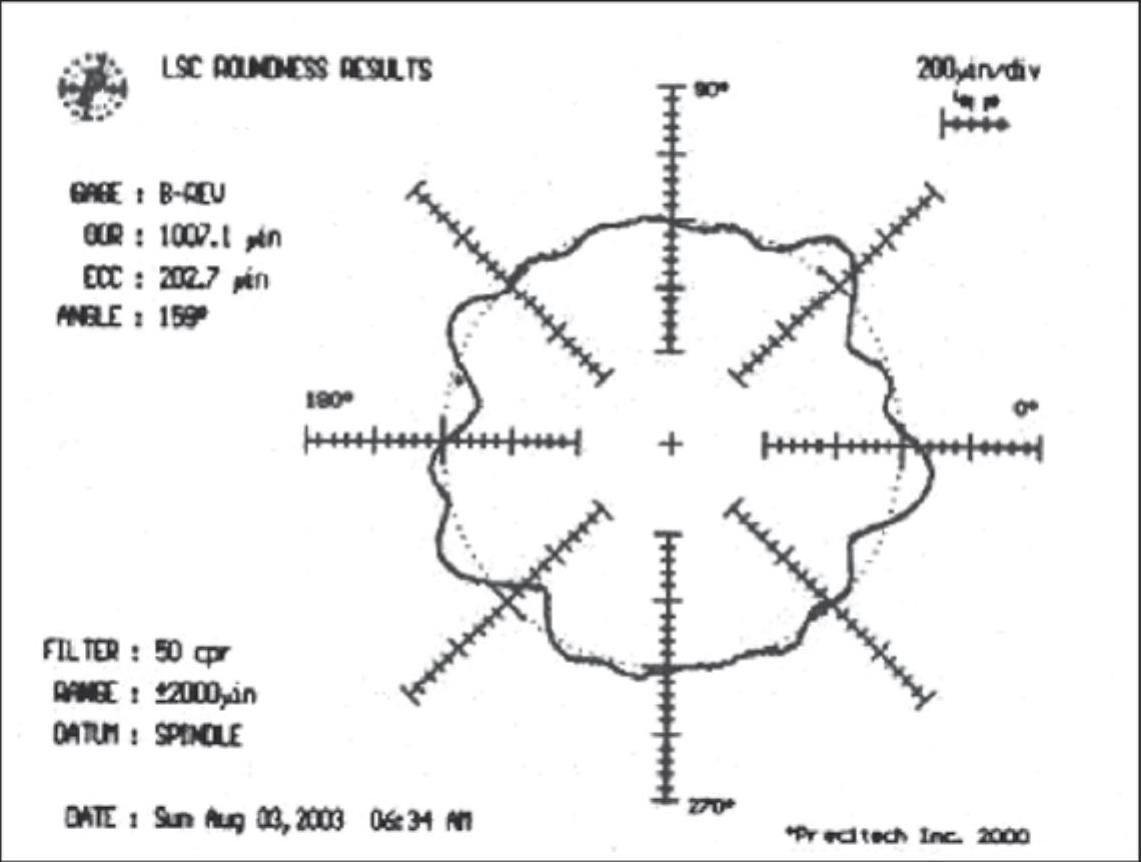
图4-28 粗糙的表面光洁度
2)铰孔时润滑不佳,没有用到足够的切割液。在铰孔时一定在从多个角度施以切割液,充分润滑和冷却刀刃。
图4-29显示的是铰孔后阀孔尺寸偏小的情况。产生这种结果的原因有:
1)在铰孔过程中铰刀被太用力往里推。正常情况下铰刀只需很小的推力就能自行往里走。铰刀被推动太快会使其切割不均匀。
2)切割液润滑不足,铰刀过热,可能是由于切割液本身的质量问题,也可能是由于流量太小,需要提高液泵的容量。
3)铰刀变钝后也会产生过小的阀孔。
4)铰刀在孔内定位不正确。
图4-30显示的是一个完美的铰孔,其圆度和表面光洁度都很好。这就意味着:
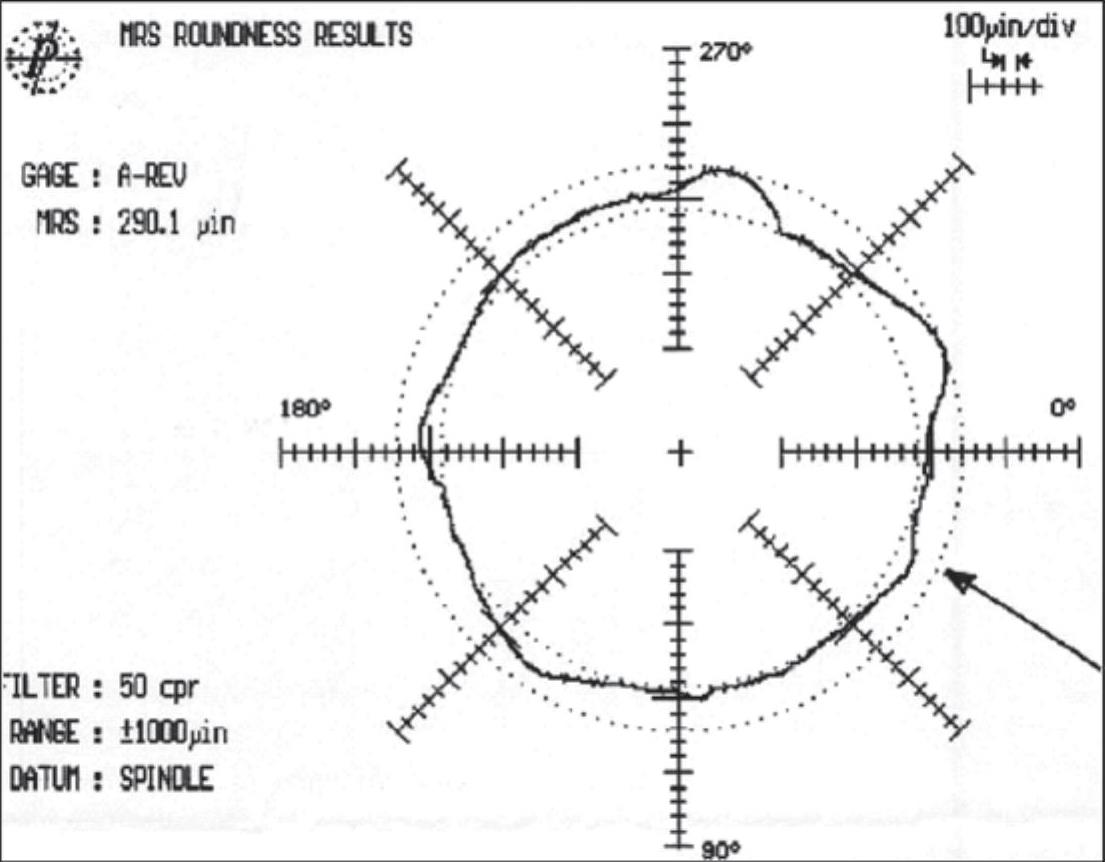
图4-29 铰孔后阀孔尺寸偏小
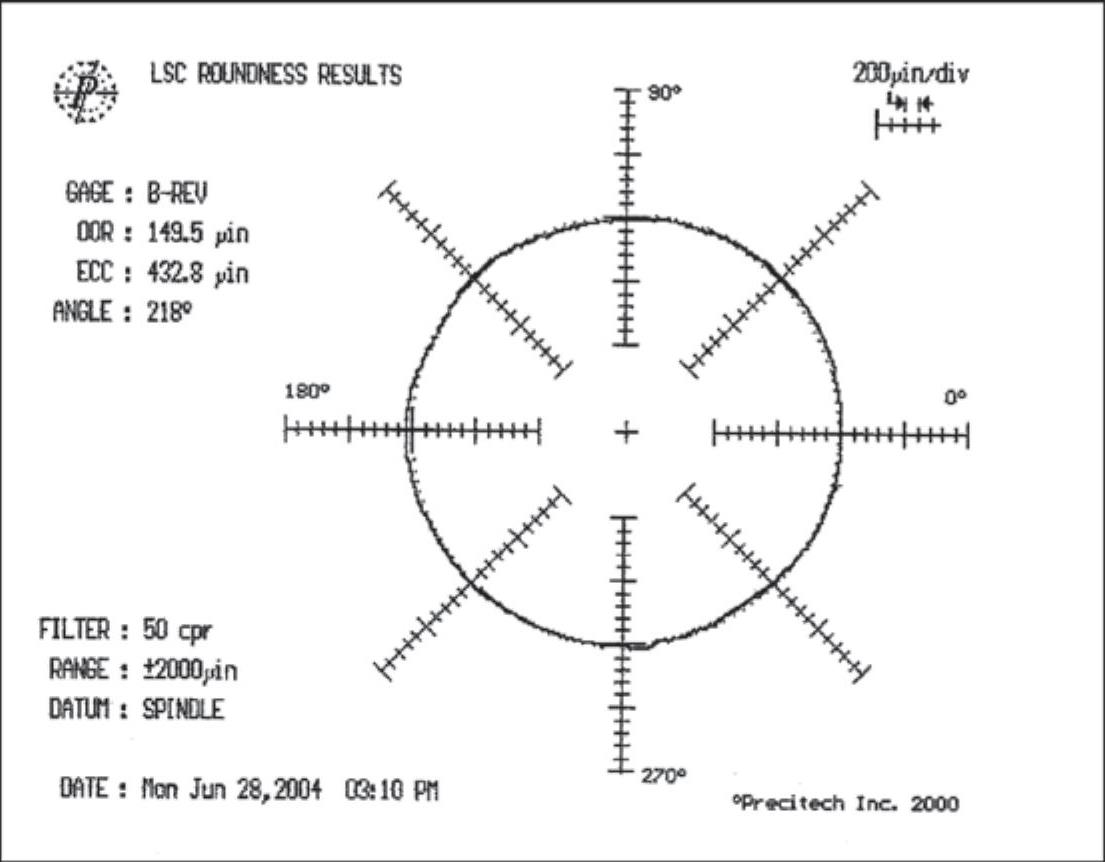
图4-30 完美的铰孔
1)润滑液的润滑冷却效果很好。(https://www.xing528.com)
2)铰刀定位正确。
3)铰刀的转速正确。
4)铰刀的推力正确。
5)铰刀锋利。
另外一种经常遇到的情况是铰刀在刚切割时一切正常,但深入阀孔时逐渐不再切割,铰刀也不再自行往里走。这往往是因为阀孔内和刀刃上有铝屑堆积。这时感觉铰刀已变钝,但实际上并未真正变钝,而是由于在切割过程中切屑堆积而粘着在铰刀的切割刃上,使铰刀失去了应有的切削力(图4-31)。这时需要及时抽出铰刀进行清洗,否则会很快导致铰刀变钝。
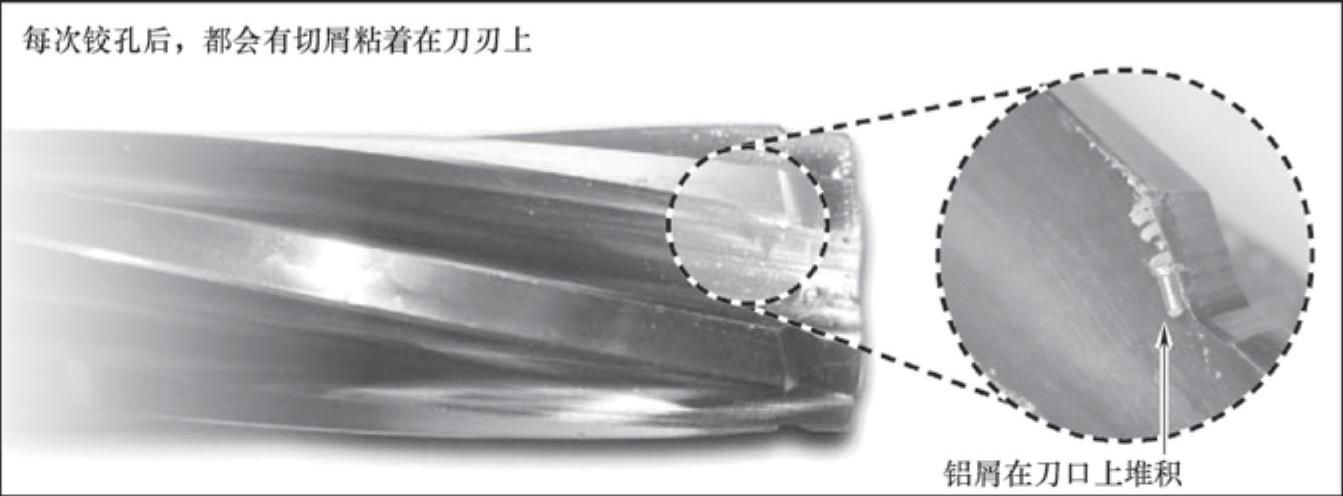
图4-31 铰刀的刀刃背部堆积的切屑
很多人会想当然地认为他们可以看到这些粘着在刀头的铝屑,并且可以用切削液来洗净铰刀。实际不然,很多情况下这些刀头上的铝屑很难用肉眼观察到,但是在放大镜或者电子显微镜下却显得清清楚楚(图4-31)。而且这些碎屑是熔化在刀头上的,粘得很紧,并非通常的切削液可以洗去的。可以使用图4-32显示的细锉刀(索奈克斯零件号EZE-LAP-HONE),沿着刀刃方向将碎屑剔出,但锉刀遇到粘着在刀刃上的铝屑时,手会明显感觉到的(图4-33)。每次用完铰刀后都用这个工具对刀刃进行清理。不要小看这个步骤,仅此一步,就可大幅延长铰刀的使用寿命。

图4-32 铰刀维护工具EZE-LAP-HONE
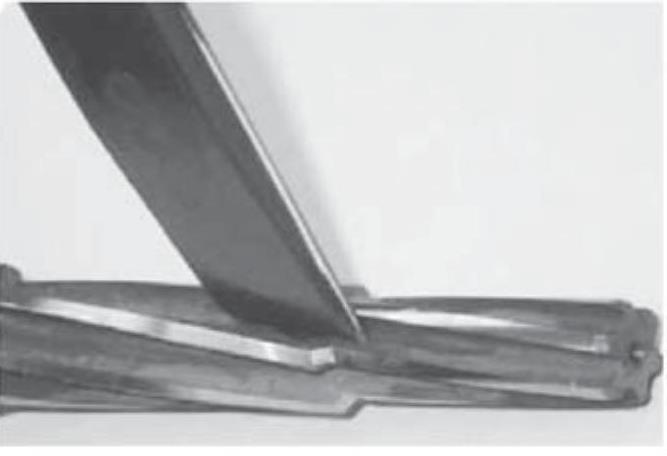
图4-33 清理铰刀的刀刃
在抽出铰刀后,还需要用压缩气对阀孔内部进行切屑的清理,然后再将铰刀插入继续铰孔。在一些带有盲孔的阀体内比如大众01M/01N的主调压阀孔,其末端为封闭的盲孔,铰刀在进入这一段切削时切屑很难被及时排出(尤其是图4-34中的圆圈处),为了防止切屑堆积而不得不多次拿出铰刀进行清洁。这时也可以使用吹气法来代替切割液,将压缩气从阀孔末端的一个小节流孔吹进阀孔,这可以有效及时地将切屑不断吹出。这一招很管用,由于刀头没有切屑粘着,铰刀可以轻松地切削到阀孔底部直到铰刀头部碰到阀孔底部(铰刀头部是不切削的)。
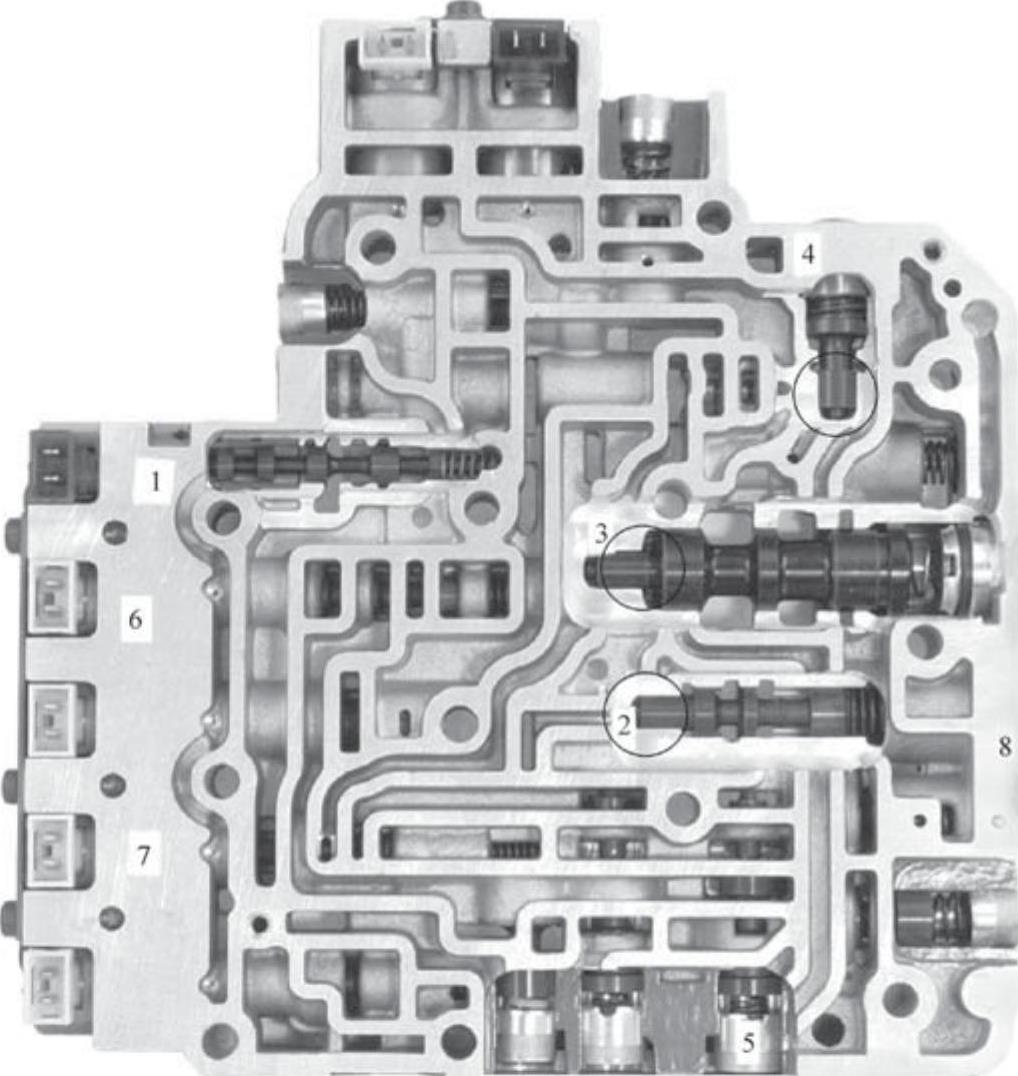
图4-34 大众01M/01N阀体中的8个盲孔
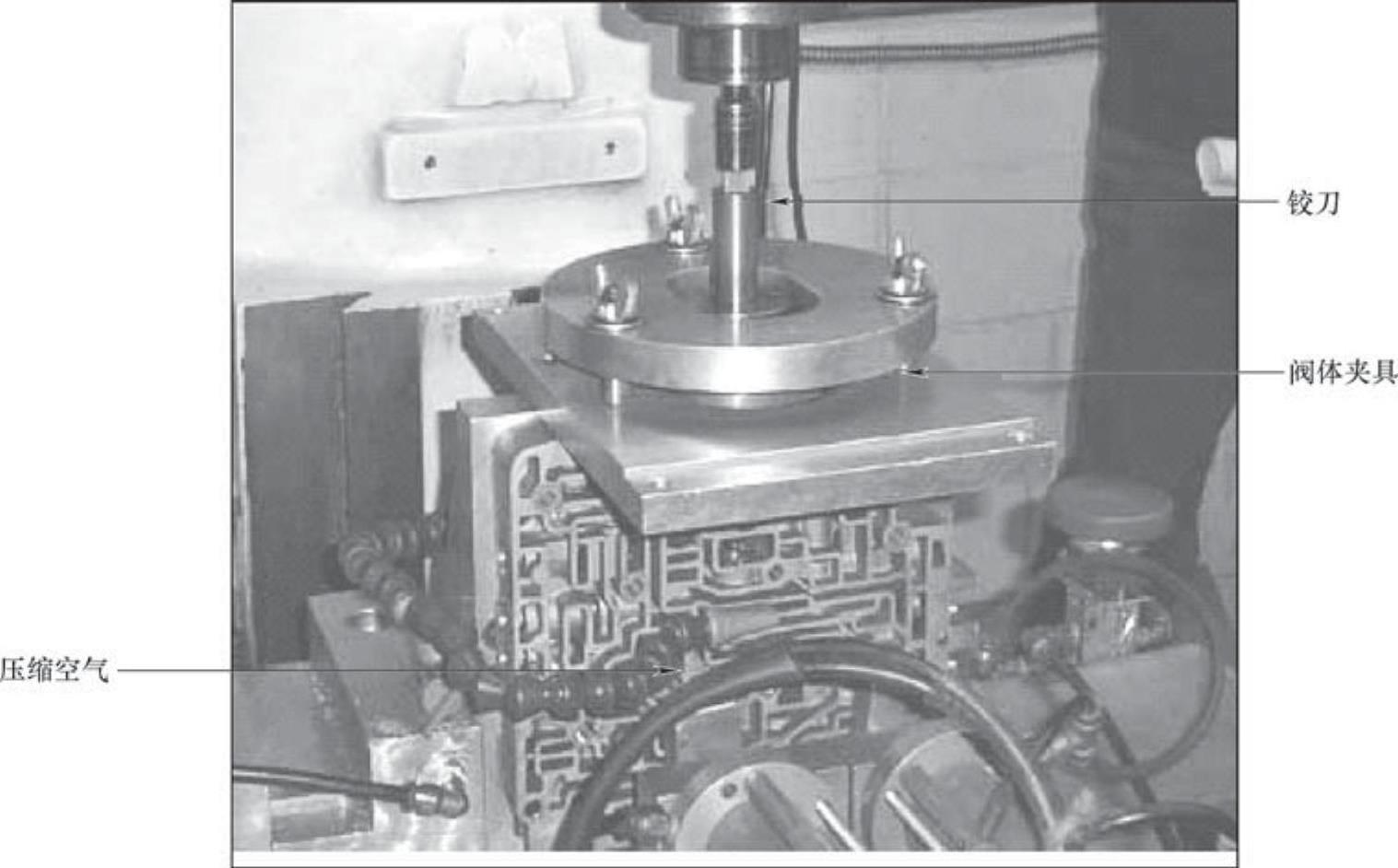
图4-35 吹气法
图4-35显示的是国外专业阀体再制造厂在对大众01M阀体铰孔修复所使用的吹气法,图中塑料软管使用普通的压缩空气来对铰孔部位散热和清洁,以代替液体的切割液,同时把进刀量设定的很小,这种效果对延长铰刀寿命效果极佳。
本书强烈推荐手工铰孔,可以用快速曲柄来手摇(图4-36),也可以使用高转矩、低转速的气钻(图4-37),如果这种气钻不易买到的话,也可使用速度较低的电钻。使用气钻最佳,因为可以在气钻上加装一个进气调节阀门,这样可以有效调节转速。一般转速控制在200r/min内。电钻的动力也足够驱动铰刀,如果发现电钻驱动有困难,就需要检查铰刀是否对齐了。用手工铰孔的一个最大好处就是,当铰刀到底时,会明显在手上感觉到铰刀已不再切削,哪怕用再大的力推铰刀,它也不往前走了,这时就说明铰孔已结束。

图4-36 快速曲柄

图4-37 低速气钻
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。