



当今的电控变速器在阀体上的失效形式一般都是铸铝的阀孔磨损,并已取代了原来的滑阀磨损,其原因是变速器制造厂商都普遍在铝制滑阀表面电镀上了坚硬的阳极电镀膜以代替原先的钢阀,这种阳极电镀膜的硬度可以达到钢的2倍,而滑阀的重量却比原来的钢阀大大降低。这样做的优点是滑阀更轻、更耐磨,但这也导致阀孔经常地被滑阀磨损。但是变速器生产厂商所使用的阀体制造设备价值昂贵,这就使阀体修复对于普通修理厂来说一直是个望而却步的事情。如今,随着修理技术的飞速发展,即便是小型的修理厂,也可以自制一些简单的设备,通过使用一些现有的工具和零件来对阀体进行铰孔修复。如果操作正确,并使用合格的修复零件和工具,这样修复后的阀体往往比原来的阀体更耐用、运行性能更好,因为在这些经常失效的具体位置,需要使用一些经过重新设计的改良零件,它们克服了原配零件在这些部位的失效机理,因此即便使用自制的简单设备,也完全有可能修复出性能优异的阀体来,这在国外的一些变速器修理厂和再制造厂中已得以成熟的应用,在降低修复成本的同时又保证了高水平的维修品质。
要对阀体进行铰孔修复,首先要建立一个便于操作的阀体操作平台。当然,可以有很多方法来达到这个目的。这里介绍一种有效而成本低廉的方法,适合于各种规模的变速器专修车间。你所需要的仅仅是一台普通的零件清洗槽,一个索奈克斯阀体万用夹具VB-FIX,以及套筒、进速手柄或低速气钻、切割液和其他一些小工具而已。投入成本很低廉,却可以用它干出很漂亮的活来。
图4-16显示的是一个标准的零件清洗槽(可以从市场上购得)。它的一侧有一个泵,可以用来循环铰孔时所需的切割液,没有连续的切割液供给就会影响铰孔的表面光洁度。可以从图中看到它有点倾斜,这是因为它一侧的撑脚被特意切短了一些,这样水溶性的切割液会流向装有水泵的这一侧,可以降低所需的切割液用量并且避免水泵所产生的气穴现象。然后就可以将水槽放到工作台下方了。工作台上用台虎钳来固定一个万用阀体夹具VB-FIX,切割液流过阀体就直接回到了清洗槽中进行循环了(图4-17)。

图4-16 经改装的零件清洗槽
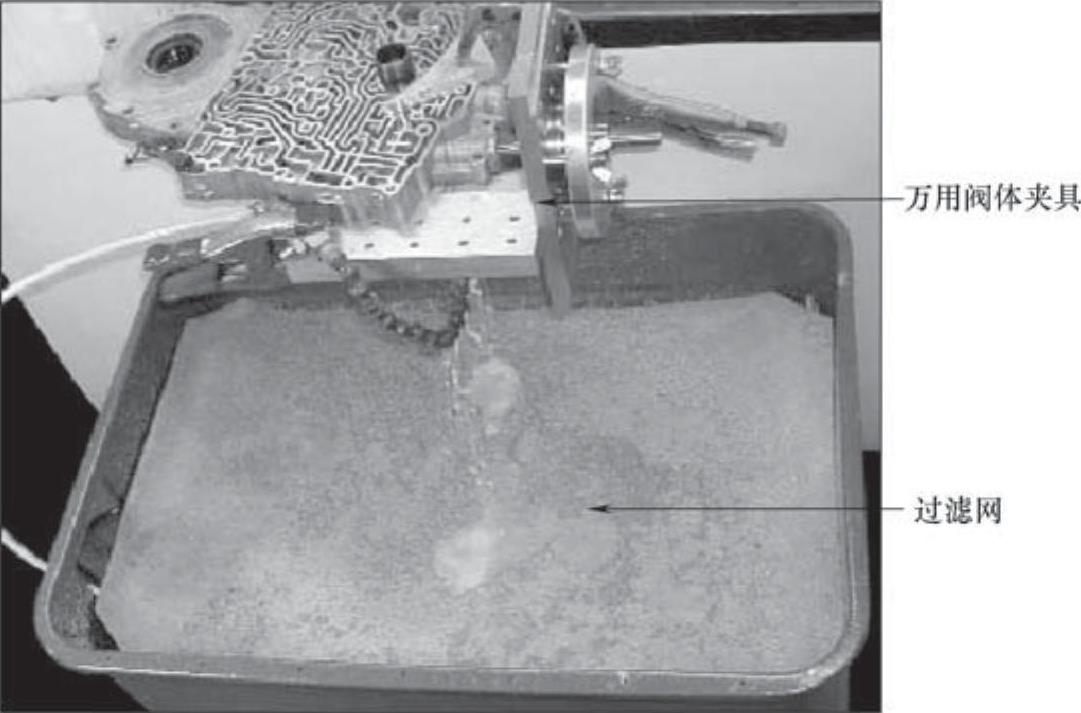
图4-17 清洗槽与阀体夹具一起使用组成一个简易的阀体修复平台
清洗槽应该有一个可拆卸的盖子,在不使用时里面的溶液不会蒸发掉。在水槽内,应该放置一块滤网,这样从阀体铰孔处流下的切割液在循环使用前就得到了过滤,铰孔时产生的金属碎屑被截留在过滤网上。图4-16中还展示了一种常用的切割液(美孚Mobilmet S-122)。当然,如果在国内买不到这种进口的切割液,也可以使用普通的煤油,或者其他专用的铝合金切割液都可以。
然后就可以将这个清洗槽推到工作台的旁边,如图4-17所示,万用阀体夹具被台虎钳固定在桌上,伸出桌面。切割液从塑料软管流出,可以从下往上流出,也可以从上往下流出,可以根据所需修复的阀体的实际情况来决定。塑料软管可以由夹子来固定位置。清洗槽位于阀体夹具的下方,其高度应该使清洗槽尽量接近阀体夹具以减少切割液溅出。
这样一个简单的阀体修复平台就建好了。不论使用哪种形式的铰刀,现在都可以在这个统一的平台上进行阀体的铰孔修复了。
现在就可以用这个简单的阀体修复平台来修复阀体了。这里以大众01M/01N阀体的主调压阀孔的修复为例,了解一下整个的铰孔修复过程。在里程数较大的01M或01N旧阀体上,主调压阀孔是一个常见的磨损区域。要修复此阀孔,首先要将阀体定位在阀体修复平台上(图4-18)。在万用阀体夹具上对阀体进行定位时,要注意不能让阀体离定位套太远,超过了铰刀的最大可达距离,要尽量把阀体靠近阀体夹具的垂直面板,这是一个较好的铰孔位置,但也不要紧贴在垂直面板上,要流出一些空隙。铰刀的头部离开面板越远,它的偏离度就越大,因此要尽量将阀体靠近面板,但注意不要紧贴在面板上。
然后将阀体夹紧在夹具上(图4-19)。这里最好使用一块木块,如果一块难以很好定位,才用两块木板。有些较旧的阀体有轻微的弯曲变形,有时用两块木板来定位会难以使铰刀定位到阀孔中心,所以能用一块木板来定位是最好了。当然也可以使用铝板,但木板固定效果更好,而且不容易对阀体产生变形。用C形钳将阀体夹紧时,注意要夹在阀体的平整面上而绝对不能夹在待修复孔的正上方,以免产生阀孔变形。
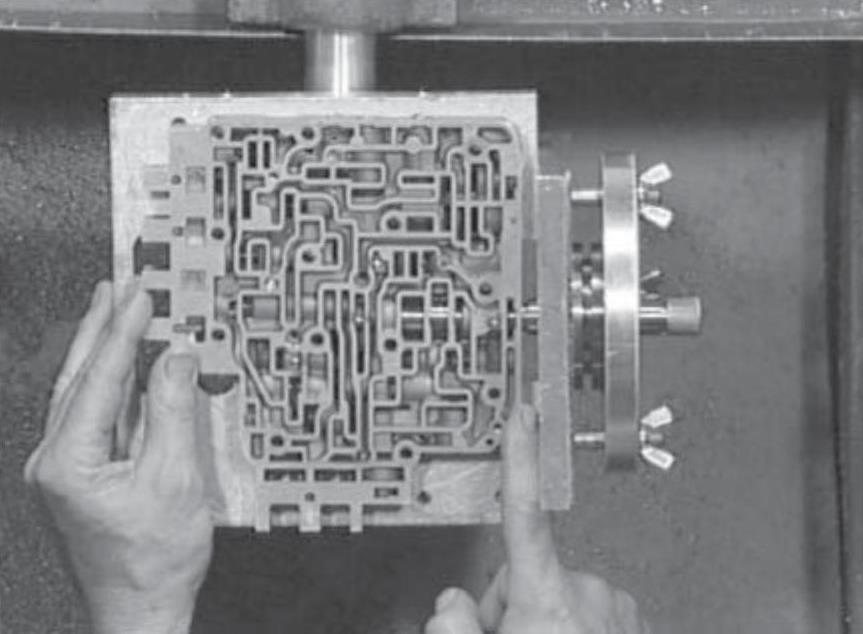
图4-18 修复01M/01N主调压阀孔时阀体的定位
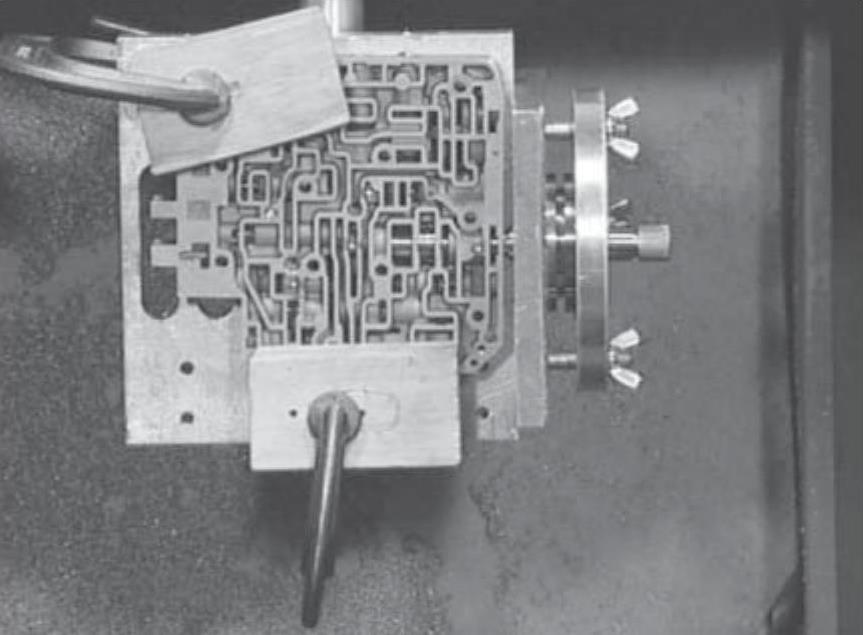
图4-19 用C形钳和木块固定阀体
阀体固定后,然后要确保导引销能自由移动。这里需要特别注意的是图4-20中指出的阀孔底部位置,导引销不能在这个位置产生任何不平滑的感觉,否则当铰刀到达这里时铰刀会偏离中心线。因此,在定位导引销时要仔细操作,在旋紧3个蝶形螺母以固定圆盘的过程中,必须始终确保导引销还能像原来那样自由移动。在整个过程中要不断检查导引销的松紧状态。蝶形螺栓旋紧后,导引销还是那么滑顺,就可以将导引销取下,换上铰刀(注:导引销和铰刀以及铰刀定位套都包含在特定的阀体修复工具包内,在市场上可以根据所修复的具体阀孔来购买配套工具包,铰孔修复后需要配以专用的改良滑阀,在维修市场上也可以买到)。(https://www.xing528.com)
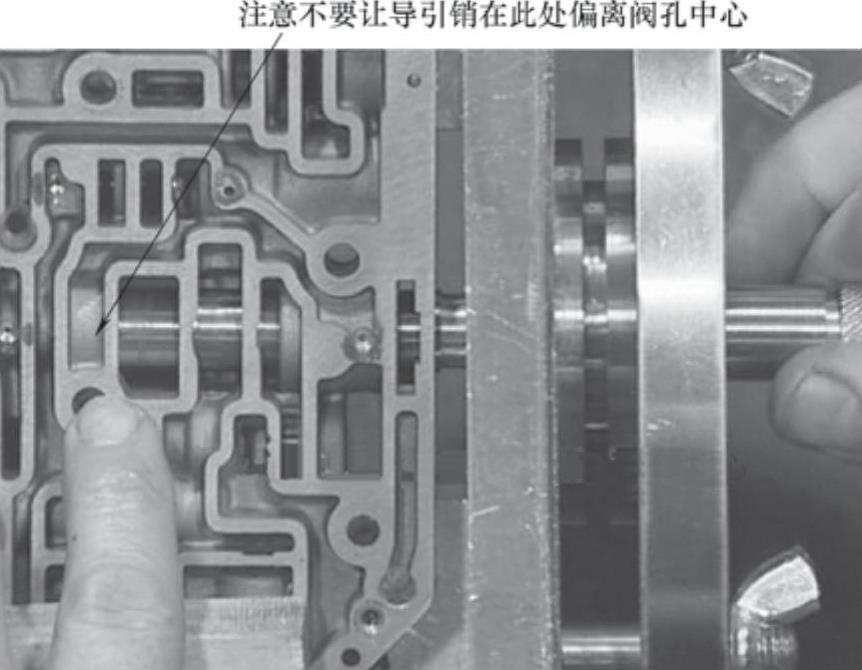
图4-20 注意导引销在阀孔底部保持同心
注意,一旦固定好阀体和夹具上轴承位置,绝对不要再松开任何夹头,否则原来的铰刀定位将会被完全改变。现在阀体和铰刀都已正确定位,打开切割液,铰孔时用进速手柄或者气钻都可以。图4-21所示为使用气钻进行铰孔的方式,这里需要使用转向接头和套筒来驱动铰刀。转向接头可以上下自由晃动,防止手上气钻的晃动影响铰刀的连续转动。
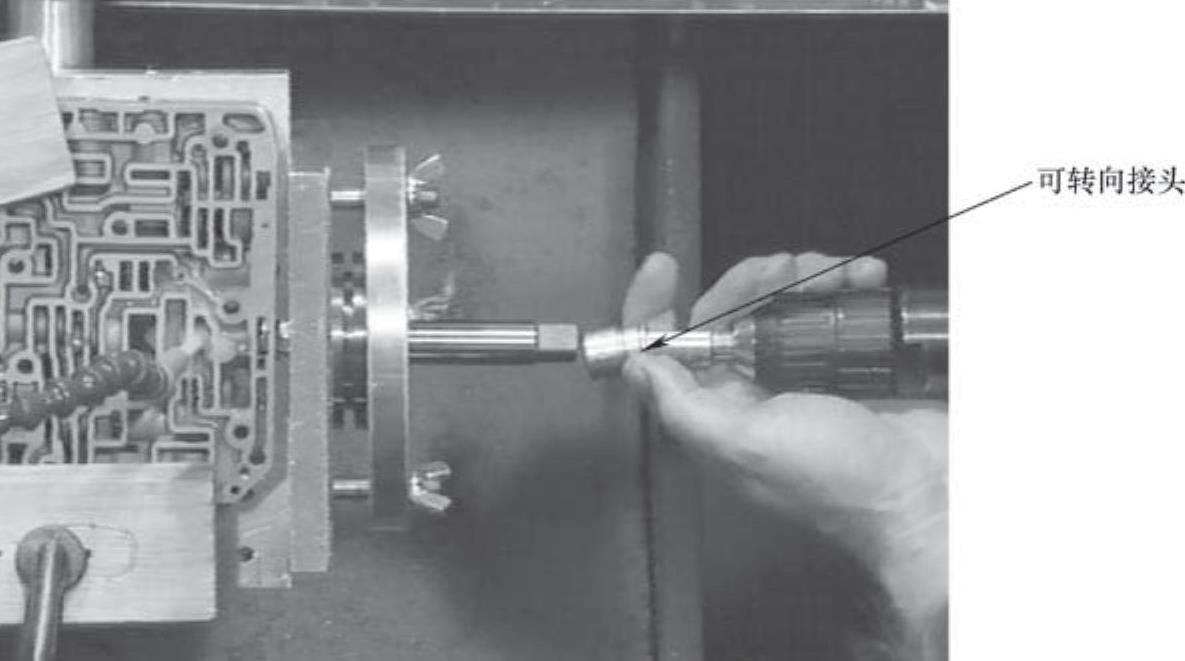
图4-21 驱动铰刀的套筒和转向接头
当铰刀完成后,有时会在阀孔边缘处(尤其是出刀口)留下一些毛刺(图4-22)。如果不去除这些毛刺,新的滑阀在装入后就会立刻被损坏,滑阀上的工作表面会被这些毛刺刮伤。因此在每次铰孔后、安装滑阀前都要检查阀孔边缘是否有毛刺。一个比较简单有效的清除毛刺方法是使用一把尼龙毛刷或者用百洁布连接到一根铁丝上。用气钻将毛刷或铁丝在阀孔内快速旋转,在阀孔内来回移动几次就可以清除毛刺。用百洁布进行这样操作还可以使阀孔内的表面光洁度更好(图4-23)。
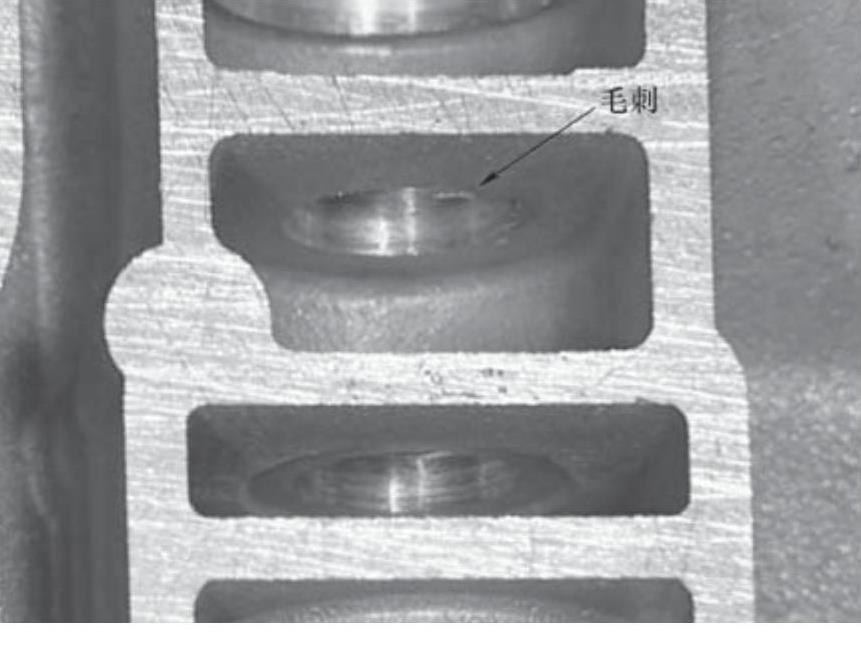
图4-22 铰孔后留下的毛刺

图4-23 利用百洁布进行去毛刺处理
这套简单的阀体修复平台用途多样,不仅可以修复主阀板,而且也可以用来修复油泵体,比如通用系列的变速器,主调压阀和增压阀普遍位于油泵体内。图4-24显示了在这个平台上修复通用5L40E油泵的情况。而在通用4T65E变速器中,除了主阀板外,阀体盖板上的AFL阀也是常见的失效点。此阀体盖板面积较大,但也同样可以稳定地定位在阀体万用夹具上,铰刀的方向可随夹具上的球形轴承根据阀孔的方向灵活调节(图4-25)。
这个阀体修复平台自制成本很低廉,所需部件都可以从市场上购得,但是它有很强的灵活性,所有的阀体修复工作都可以在这个平台上完成。从这里也可以看到变速器的专业维修的一大特点:它最需要的不是资金,而是技术。那些以为只有使用昂贵的自动化机器才能维修阀体的认识只是一个误区,那只会浪费宝贵的财力。
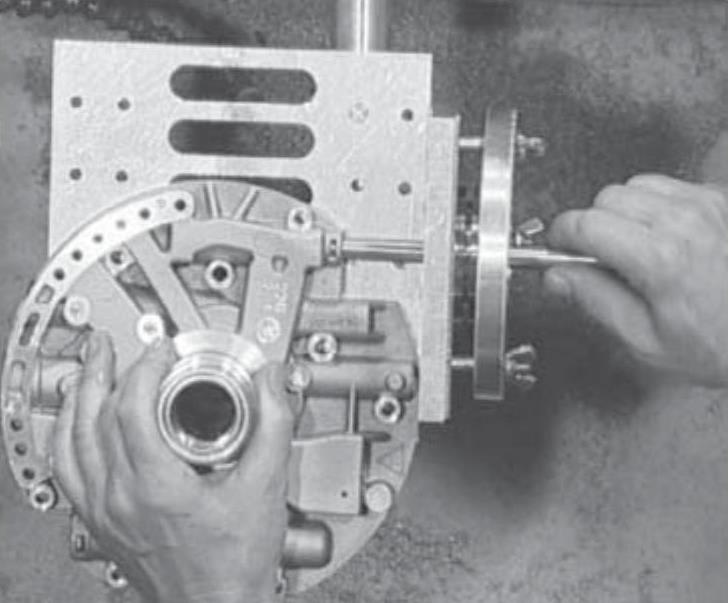
图4-24 修复5L40E油泵体
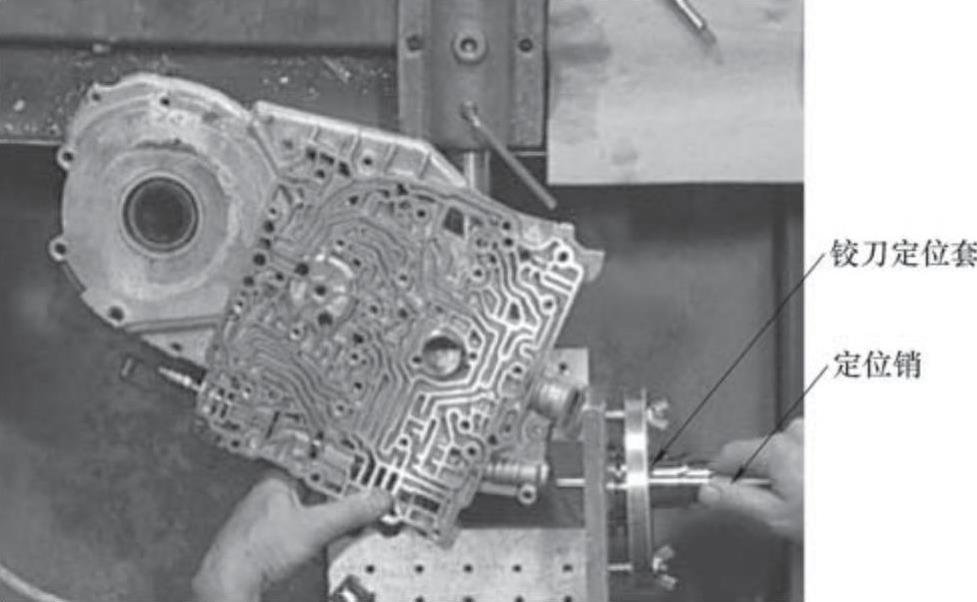
图4-25 修复4T65E的阀体盖板上的AFL阀
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。