



聚乙烯管材、管件的连接应采用热熔对接连接或电熔连接(电熔承插连接、电熔鞍形连接);聚乙烯管道与金属管道或金属附件连接,应采用法兰连接或钢塑转换接头连接,采用法兰连接时宜设置检查井。
不同级别和熔体质量流动速率差值不小于0.5g/10min(190℃,5kg)的聚乙烯原料制造的管材、管件和管道附属设备,以及焊接端部标准尺寸比(SDR)不同的聚乙烯燃气管道连接时,必须采用电熔连接。
燃气用埋地聚乙烯管道与管材、管件和阀门连接时,应根据设计文件进行的要求选配,选择相适配的专用热熔对接焊机或电熔焊机。目前一般都要求使用全自动热熔对接焊机或全自动电熔焊机,而不使用半自动热熔对接焊机或半自动电熔焊机以确保焊接质量。
公称直径小于90mm的聚乙烯管道宜采用电熔连接。
管道热熔或电熔连接的环境温度宜在-5~45℃范围内。在环境温度低于-5℃或风力大于5级的条件下进行热熔或电熔连接操作时,应采取保温、防风措施,并应调整连接工艺;在炎热的夏季进行热熔或电熔连接操作时,应采取遮阳措施。
当管材、管件存放处与施工现场温差较大时,连接前应将管材、管件在施工现场放置一定时间,使其温度接近施工现场温度。
聚乙烯管材的切割应采用专用割刀或切管工具,切割端面应平整、光滑、无毛刺,端面应垂直于管轴线。
1.热熔连接
热熔连接又称热熔对接焊,是聚乙烯燃气管道施工中主要的连接方法之一,使用的设备是热熔对接焊机,根据聚乙烯管径选择不同规格的焊机。这项技术早在20世纪60年代就成功地应用于热塑性塑料管道的连接,在国内已经成熟地应用于所有行业聚乙烯管道的连接。
热熔连接的原理是依靠加热板同时加热需要焊接管材、管件的两个端面,使其达到熔化温度,然后迅速贴合,在一定的压力下冷却,达到熔接目的。
按照分子扩散缠绕理论,两个相容的高分子材料,加热到一定的温度,使大分子得到能量和空间,由于分子的热运动,并在得到外力的作用下,强制的彼此流动进行迁移、扩散、互相缠绕,随着温度的下降开始结晶,得到一定的结晶度达到理想连接的目的。
(1)热熔连接设备
热熔连接必须使用热熔对接连接设备,热熔对接连接设备应机架坚固稳定,并应保证加热板和铣削工具切换方便及管材或管件方便地移动和校正对中;夹具应能固定管材或管件,并应使管材或管件快速定位或移开;铣刀应为双面铣削刀具,应将待连接的管材或管件端面铣削成垂直于管材中轴线的清洁、平整、平行的匹配面;加热板表面结构应完整,并保持洁净,温度分布应均匀,允许偏差应为设定温度的±5℃;压力系统的压力显示分度值不应大于0.1MPa;焊接设备使用的电源电压波动范围不应大于额定电压的±15%。
热熔对接连接设备应定期校准和检定,周期不宜超过1年。
(2)连接
热熔对接连接的焊接工艺应符合图2-39的规定,焊接参数应符合CJJ 63—2008《聚乙烯燃气管道工程技术规程》的有关规定。

图2-39 热熔对接焊接工艺
图中
P1——总的焊接压力(表压,MPa),P1=P2+P拖;
P2——焊接规定的压力(表压,MPa);
P拖——拖动压力(表压,MPa);
t1——卷边达到规定高度的时间;
t2——焊接所需要的吸热时间,t2=管材壁厚×10;
t3——切换所规定的时间(s);
t4——调整压力到P1所规定的时间(s);
t5——冷却时间(min)。
(3)检验
热熔对接接头连接完成后,应对接头进行100%的翻边对称性、接头对正性检验和不少于10%的翻边切除检验。
翻边对称性检验是指接头应具有沿管材整个圆周平滑对称的翻边,翻边最低处的深度(A)不应低于管材表面(见图2-40)。
接头对正性检验是指焊缝两侧紧邻翻边的外圆周的任何一处错边量(V)不应超过管材壁厚的10%(见图2-41)。

图2-40 翻边对称性示意
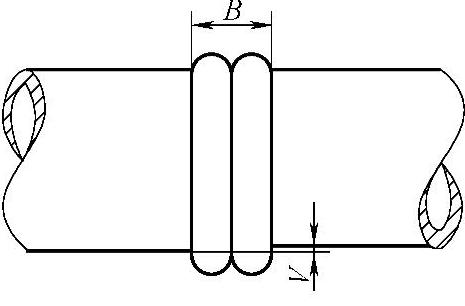
图2-41 接头对正性示意
翻边切除检验应使用专用工具,在不损伤管材和接头的情况下,切除外部的焊接翻边(图2-42a)。翻边切除检验应符合下列要求:
1)翻边应是实心圆滑的,根部较宽(图2-42b);
2)翻边下侧不应有杂质、小孔、扭曲和损坏;
3)每隔50mm进行180°的背弯试验(图2-42c),不应有开裂、裂缝,接缝处不得露出熔合线。
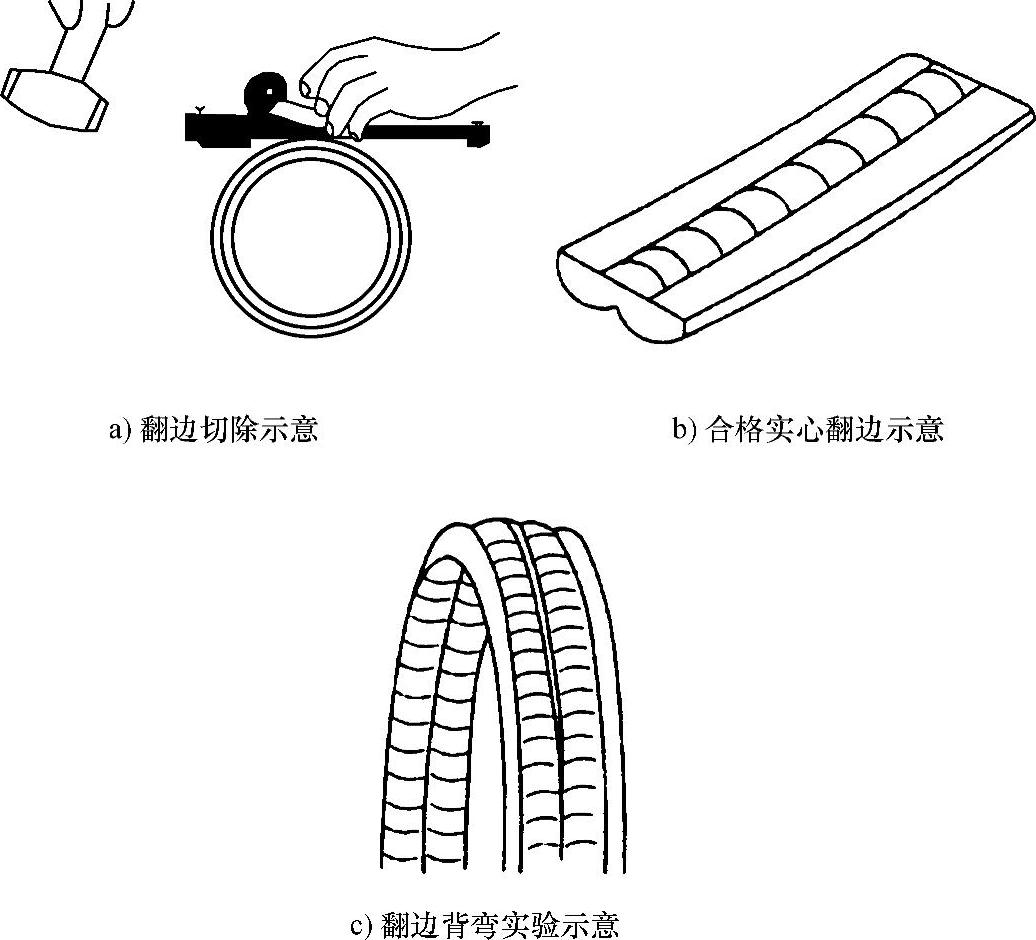
图2-42 翻边示意图
2.电熔连接(https://www.xing528.com)
电熔连接又称电熔焊,也是聚乙烯燃气管道施工中主要的连接方法之一。20世纪70年代后快速发展,目前电熔管件规格范围为dn20~500mm,它使用的设备是电熔焊机。电熔连接主要包括电熔承插连接与电熔鞍型连接两种。电熔承插连接适用于各种规格管道的连接,电熔鞍型连接主要用于干线上接支线和管道修补。
电熔焊接的原理是预埋在电熔管件内表面的电阻丝通电后发热,使电熔管件内表面和承插管材的外表面达到熔化温度,升温膨胀产生焊接压力,冷却后融为一体,达到熔接目的。见电熔焊接示意图2-43。
(1)电熔连接机具
电熔连接机具的类型应符合电熔管件的要求;应在国家电网供电或发电机供电情况下,均可正常工作;外壳防护等级不应低于IP54,所有线路板应进行防水、防尘、防震处理,开关、按钮应具有防水性;输入和输出电缆,当超过-10~40℃工作范围时,应能保持柔韧性;温度传感器精度不应低于±1℃,并应有防机械损伤保护;输出电压的允许偏差应控制在设定电压的±1.5%以内;输出电流的允许偏差应控制在额定电流的±1.5%以内;熔接时间的允许偏差应控制在理论时间的±1%以内。

图2-43 电熔焊接示意图
1—电源插头 2—连接管件 3—电阻丝 4—被连接管
电熔连接设备应定期校准和检定,周期不宜超过1年。
(2)电熔承插连接操作应符合下列规定:
1)应将管材、管件连接部位擦拭干净;
2)测量管件承口长度,并在管材插入端或插口管件插入端标出插入长度和刮除插入长度加10mm的插入段表皮,刮削氧化皮厚度宜为0.1~0.2mm;
3)将管材或管件插入端插入电熔承插管件承口内,至插入长度标记位置,并应检查配合尺寸;
4)通电前,应校直两对应的连接件,使其在同一轴线上,并应采用专用夹具固定管材、管件;
5)电熔连接冷却期间,不得移动连接件或在连接件上施加任何外力。
(3)电熔承插连接质量检验应符合下列规定:
1)电熔管件端口处的管材或插口管件周边应有明显刮皮痕迹和明显的插入长度标记,图2-44留有划线标记和刮皮痕;
2)聚乙烯管道接缝处不应有熔融料溢出;
3)电熔管件内电阻丝不应挤出(特殊结构设计的电熔管件除外);
4)电熔管件上观察孔中应能看到有少量熔融料溢出,但溢料不得呈流淌状;
5)凡出现与上述条款不符合的情况,应判为不合格。

图2-44 留有划线标记和刮皮痕迹
3.法兰连接
法兰连接是钢塑转换的连接方法之一,是金属法兰和聚乙烯法兰用螺栓将其紧密连接在一起,以达到钢塑转换的目的。
金属管端法兰盘与金属管道连接应符合金属管道法兰连接的规定和设计要求。
聚乙烯管管端的法兰盘连接应按规程规定的热熔连接或电熔连接的要求,将法兰连接件平口端与聚乙烯管道进行连接。
两法兰盘上螺孔应对中,法兰面相互平行,螺栓孔与螺栓直径应配套,螺栓规格应一致,螺母应在同一侧;紧固法兰盘上的螺栓应按对称顺序分次均匀紧固,不应强力组装;螺栓拧紧后宜伸出螺母1~3丝扣。
法兰密封面、密封件不得有影响密封性能的划痕、凹坑等缺陷,材质应符合输送城镇燃气的要求。法兰盘、紧固件应经防腐处理,并应符合要求。
图2-45是活套聚乙烯法兰。所示的A端是聚乙烯法兰;另一端即B端系金属法兰盘,它与金属管连接。活套金属法兰盘符合GB/T 9119-2010标准的要求,并需防腐处理;密封垫必须是丁腈橡胶(NBR),因为丁腈橡胶具有优越的耐油、耐溶剂性能;法兰连接的螺栓应当是热浸锌的防腐螺栓,螺栓应当采用扭力扳手,按规定对角紧固,待10h以后,再重新紧固一次,可以取得较好的效果。
4.钢塑转换接头连接
钢塑转换接有钢管式转换接头和螺纹式转换接头两种形式。
(1)钢管式钢塑转换接头(见图2-46)是用0型密封圈和金属管箍对聚乙烯管端压紧所产生的内应力密封,钢管连接时严禁焊接高温传到聚乙烯管端,使预应力释放产生泄漏,所以需要用湿毛巾裹住钢端,在不断加水冷却的情况下进行电焊或气焊,焊接完成后清理焊渣并作防腐处理。

图2-45 法兰连接
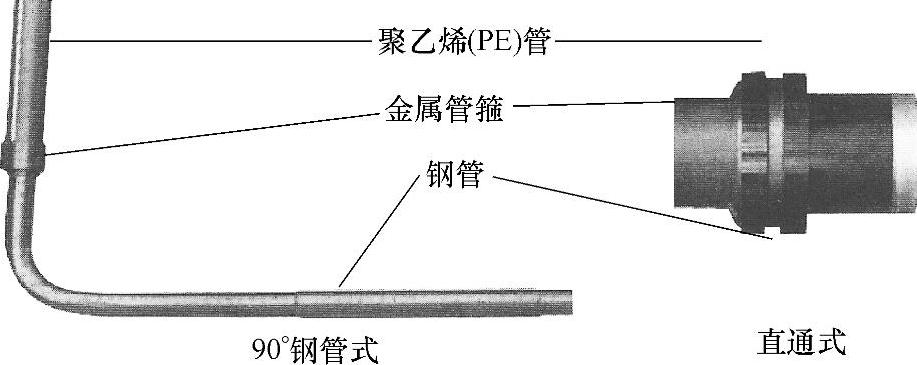
图2-46 钢管式钢塑转换接头
(2)螺纹式钢塑转换接头
螺纹式钢塑转换接头(见图2-47),钢端为螺纹式连接也称丝扣式连接,管件的螺纹均为圆锥形外管螺纹(螺纹代号R),而需要连接的金属管件,通常为圆锥形内螺纹(Rp)或圆柱形内螺纹(Rc)。这种形式主要用于楼前入户管,其管径一般在25~75m(1~2.5in),连接时注意连接件螺纹的质量,必要时用6H或2级精度的螺纹塞规和螺纹环规对螺纹进行检验,不合格的螺纹在连接时产生大的间隙或连接困难造成泄漏。
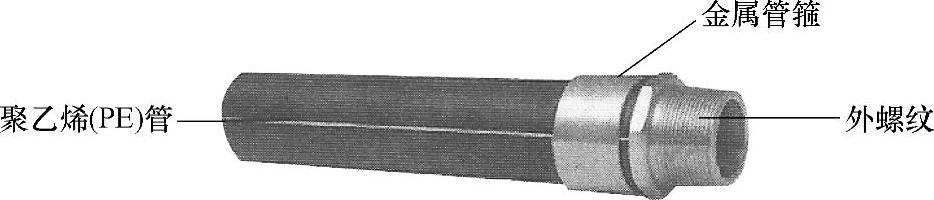
图2-47 螺纹式钢塑转换接头
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。