



防错技术被广泛应用于装配线,主要目的是防止装配过程中的发动机零件错装和漏装。防错功能实现方式很多,工件机械结构特点结合电气控制防错、二维码及条码防错、视觉系统防错和电信号防错等。
以下为几种常用防错技术的具体应用实例:
1)防错料架。防错料架(图6-20)应用二维码及条码防错技术,可做到物流上料到线边料架防错,也可实现装配操作工取料防错。
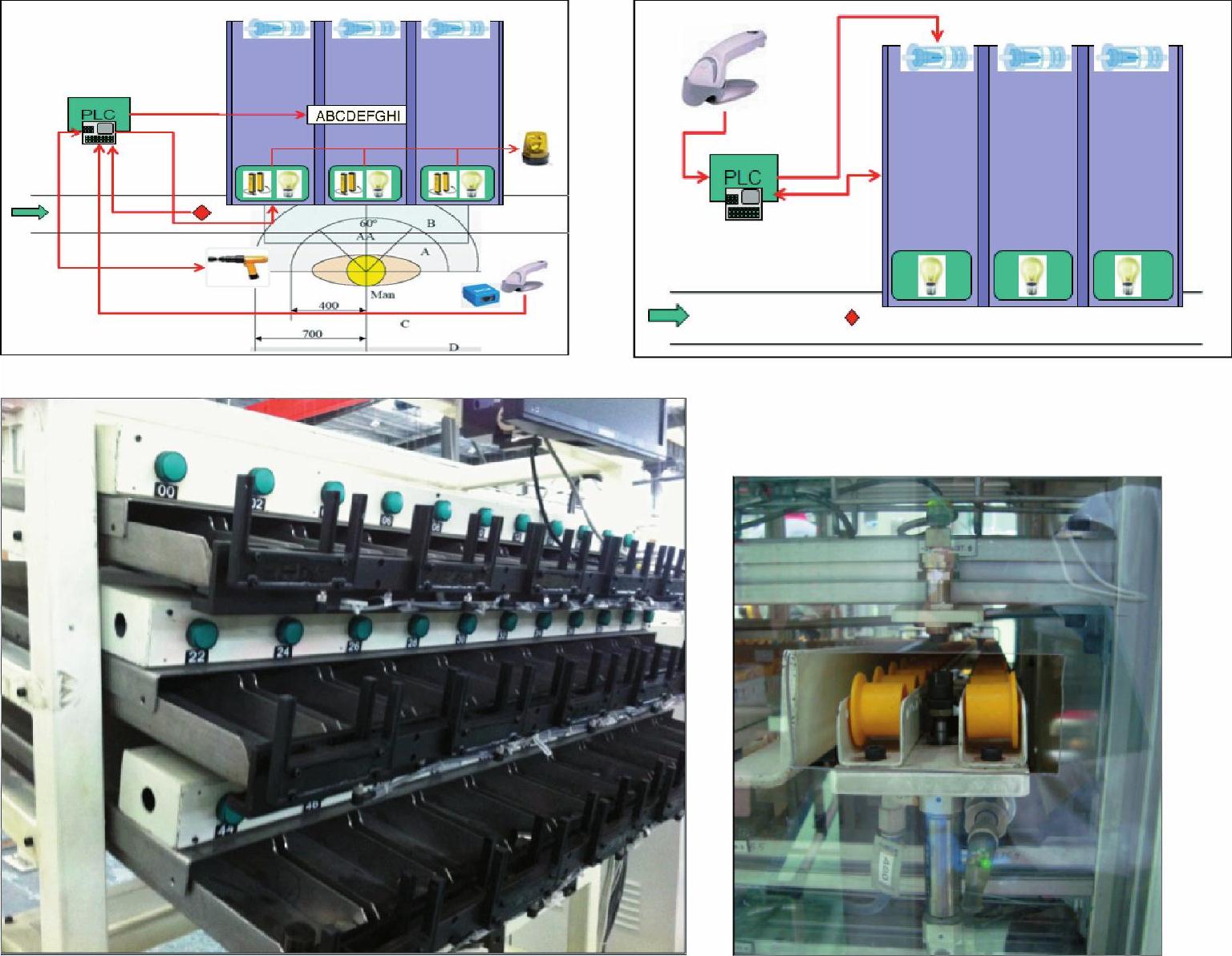
图6-20 防错料架
防错料架普遍应用于公差等级件选配的防错方面,如活塞等级、连杆瓦等级、主轴瓦等级和液压挺住等级等。
2)扫描防错。扫描防错(图6-21)应用二维码及条码防错技术,主要为型号防错所用,直接读取预装件读取条码,若型号正确,则工位指示灯为绿色;若型号错误,则工位指示灯为红色,且工件不能合格放行。物料上料到料架防错即采用这种防错技术,先扫描工件,相应的物料挡板打开,再装入物料到打开料道。

图6-21 扫描防错
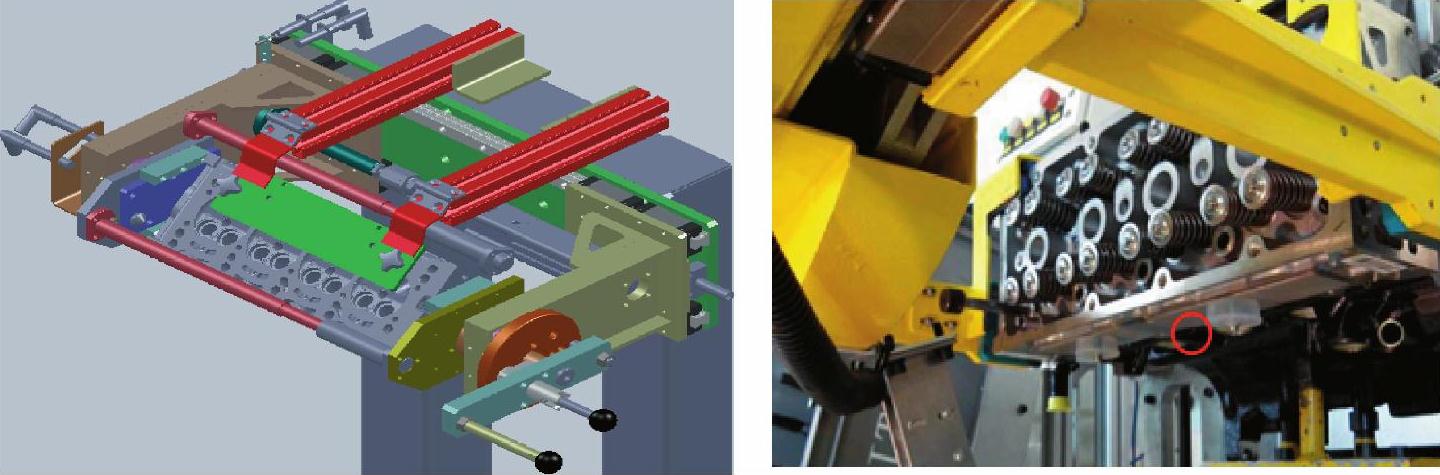
3)错装、漏装防错。错装、漏装防错是指根据机械特性,使用传感器装置进行防错,如进、排气门安装以及轴瓦安装、气缸垫安装等,如图6-22所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图6-22 机械式防错
4)手动和单轴工位的漏拧、错拧防错。手动和单轴工位的漏拧、错拧防错可采用拧紧信号计数(图6-23),适用于手动和单轴工位,工件进入工位即显示共需拧紧数量,在拧紧的过程中逐一计数递减至0;对工位有多个拧紧工具时单个工具进行拧紧计数,达到拧紧次数后锁定该工具,切换下个工具。
5)多轴漏拧、错拧防错。多轴漏拧、错拧防错可采用拧紧信号计数(图6-24),适用于自动和多轴拧紧工位,工件进入工位即所有需要拧紧的螺栓按设计的平面布置排布,并且显示红色,在拧紧的过程中根据拧紧结果变为红色或绿色。
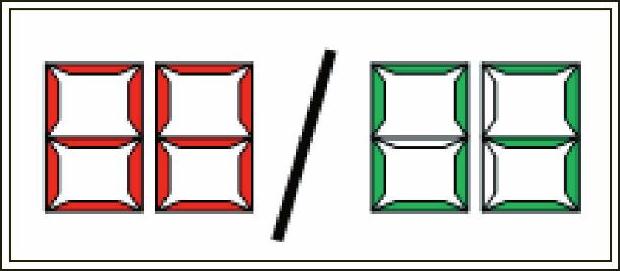
图6-23 拧紧信号计数

图6-24 计数防错
6)视觉系统防错。视觉系统防错(图6-25)用于轨迹、字符或漏装影像检查,如涂胶轨迹和打刻防错等。

图6-25 视觉系统防错
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。