



1.发动机装配线线体的组成
根据产品结构特点,确定出产品品种兼容的主线和分装线。
发动机装配线一般包含1条主线、1条内装线及若干条分装线。其中,分装线建线数量可根据作业量和主线线体长度规划。建分装线的优点是不影响主线空间及节拍;缺点是需要单独生产管理系统,并在主线上线时需要防错和追溯等信息匹配功能。分装线有以下两种应用方式:
1)分装线集成在主线上,如图6-11所示。
2)单独建分装线,如图6-12所示。

图6-11 分装线集成在主线上的示意图
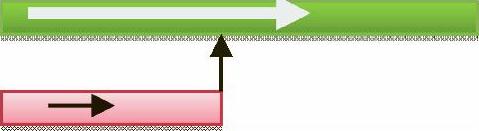
图6-12 单独建分装线的示意图
线体组成中还需考虑回路,如返修回路、不合格品中间下线岔道或物流配料盘上、下线等,此项目需要与质量返修策略一致,或满足零件配送功能;如图6-13所示的两种结构。
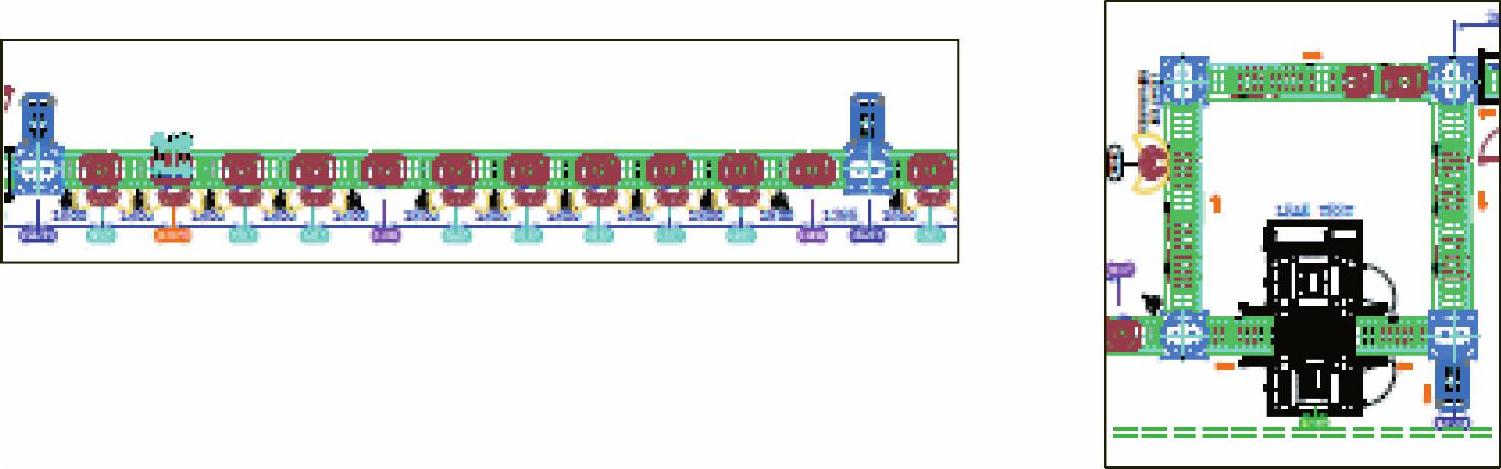
图6-13 线体返修的结构
主线与分装线需要合理地进行布局,如活塞连杆分装线需与内装线关联,气缸盖分装和外辅件分装必须与主线关联,如图6-14所示。
主线:长缸装配线
分装线1:短缸分装线。
分装线2:下气缸盖分装线。
分装线3:上气缸盖分装线。

图6-14 主线与分装线布局举例
装配线线体的结构规划需根据装配线可利用区域,规划出较经济、高效的物流方式。图6-15所示的布局中,主线与内装线之间无须专用吊具输送,且托盘种类较少。需注意的是,必须保证主线和分装线之间的合理距离,以实现链输送或机械手输送。(https://www.xing528.com)
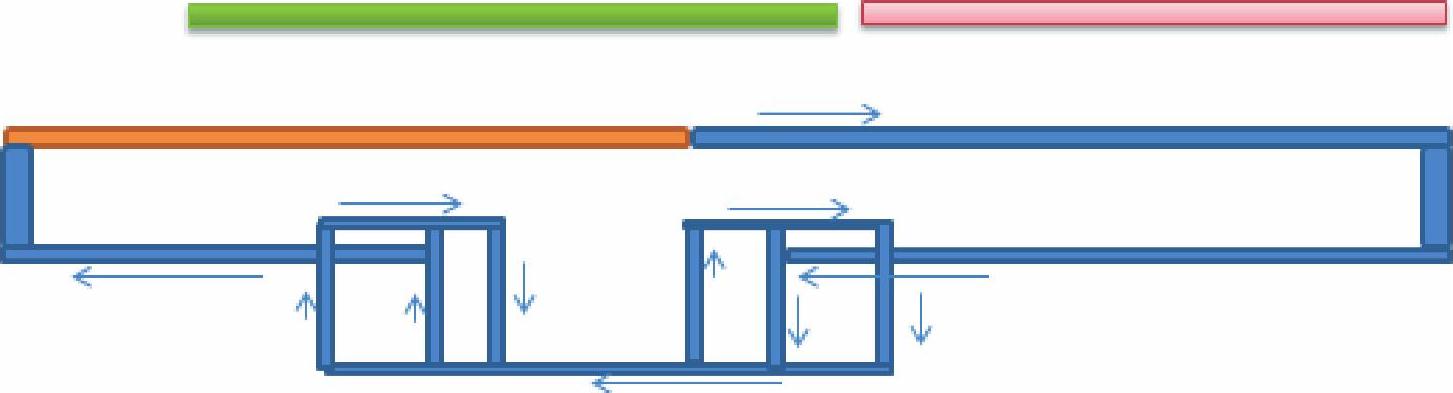
图6-15 主线与内装线布局举例
2.发动机装配线线体结构
发动机装配线线体结构需以工位作业区域、物料供应策略和人机要求为基础,主要包含辊道(动力、布局)、钢结构(承重能力、吊点高度)、托盘(种类、数量、定位精度和输送方式)、物料周转、设备(外形尺寸、种类和数量)等方面。
若工件手动输送,则在推、拉力符合人机工程学的情况下可采用无动力辊道,根据区域特点,线体可为环形、一字形、L形或其他形式,但托盘输送必须形成可周转回路。
1)上气缸盖分装线。上气缸盖分装线线体的结构特点是直线双层辊道布局,上层装配上气缸盖并采用手动,下层空托盘自动回流,提升机提升托盘到上层,无动力辊道,有效提高区域利用率。输送辊道架构如图6-16所示。
2)下气缸盖分装线。下气缸盖分装线的结构特点是直线双层辊道布局,上层输送产品,下层空托盘回流,有效提高区域利用率提升机提升托盘到上层,无动力辊道,全自动气门密封测漏及气门锁片安装。
3)短缸分装线。短缸分装线(图6-17)采用U形布局,机动输送辊道,智能防错料架,对面喂料形式,关键工序采用全自动设备作业。
长缸装配线(图6-18)采用环形布局、机动输送辊道、前端喂料及KIT(线体中物料储存箱或车,适用于单台套的零部件配料)配料、连续移动辊道作业,保证JIT;所有设备及工装均与上空钢结构连接固定,有效提高了空间利用率。
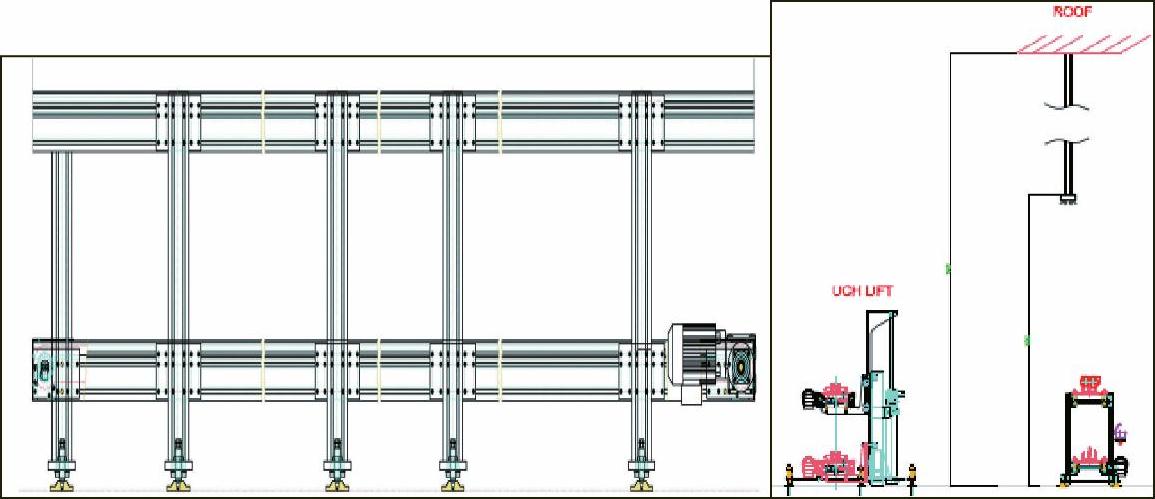
图6-16 输送辊道的架构
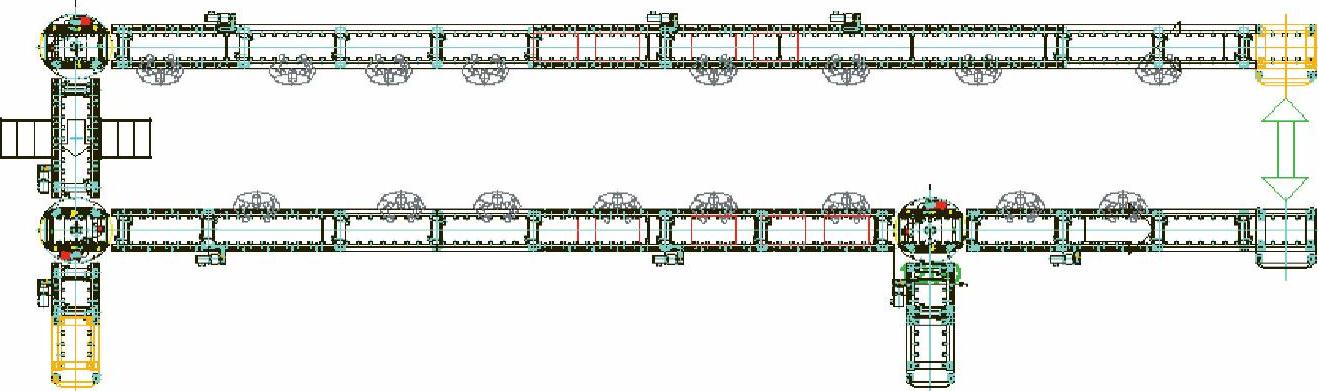
图6-17 U形短缸分装线

图6-18 长缸装配线
3.工位布局及间距
根据发动机装配线线体的组成和结构,规划每条线的作业内容和工位间距,从而形成工艺设备平面布局图,如图6-19所示。
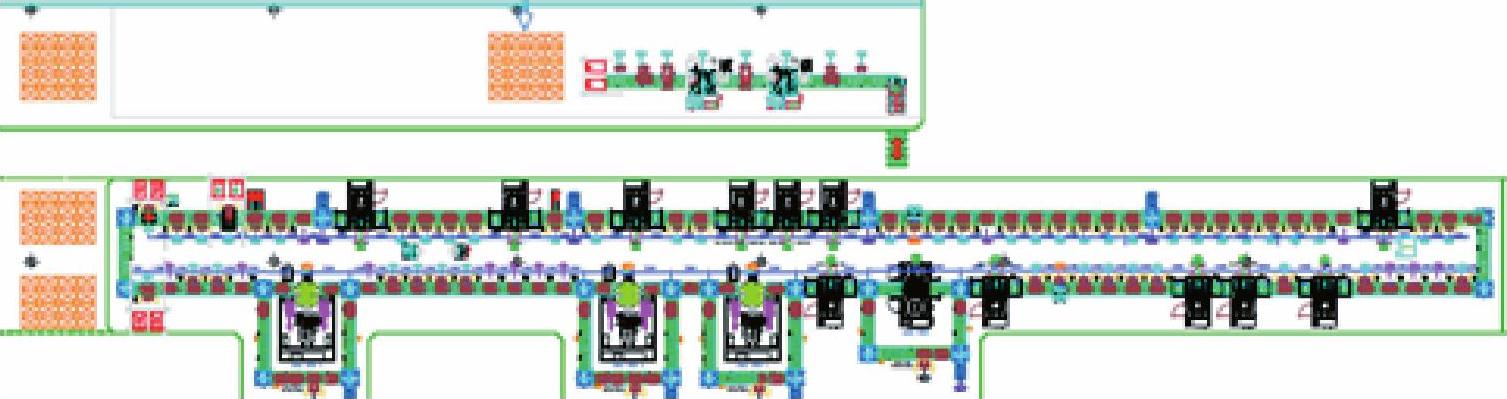
图6-19 装配线工位布局
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。