



【摘要】:有严格装配顺序要求的工艺流程,按此确定。根据以上原则,确定了大致的工艺流程后,评估每项作业内容的作业时间,重新分配每道工序作业内容已满足标准节拍要求,最终形成装配工艺流程。图6-6 某款发动机3.工艺流程设计举例首先对发动机产品的结构进行分析。
1.工艺流程
工艺流程即作业顺序,合理的工艺流程有以下作用:
1)提高作业效率,避免因流程过度复杂而造成空间和人力浪费。
2)在作业之前或作业过程中探测不良,避免不良流出或探测时间过晚。
2.工艺流程设计原则
1)确定装配主体及主体内外所需装配的零部件,如气缸体及附件、气缸盖及附件、短缸及附件。
2)部分装配与主体件不关联的,可设定为分装。
3)按零件结构和位置关系设计装配顺序。有严格装配顺序要求的工艺流程,按此确定。
4)没有严格装配顺序要求的情况下,按装配姿态及不同姿态的装配内容确定工艺流程。
5)尽量避免在装配过程中过多旋转、翻转,尽量保证在某个姿态下完成所有作业内容后再调整至下个姿态进行作业。
6)尽量在装配过程中进行监控和检查等操作。若必须在装后检查,则应避免流出工位过多和后续装配零件过多。
根据以上原则,确定了大致的工艺流程后,评估每项作业内容的作业时间,重新分配每道工序作业内容已满足标准节拍要求,最终形成装配工艺流程。
 (https://www.xing528.com)
(https://www.xing528.com)
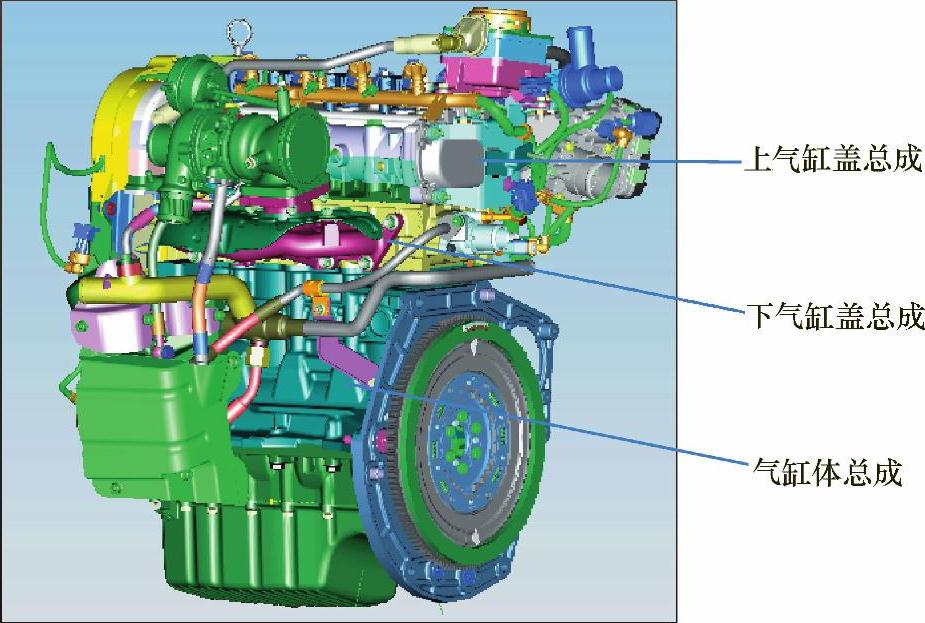
图6-6 某款发动机
3.工艺流程设计举例
首先对发动机产品的结构进行分析。现以含上、下气缸盖(即配气系统由独立的凸轮轴座和气门室)的发动机结构为例(图6-6)进行分析。需要将发动机装配生产线分为上气缸盖分装、下气缸盖分装、短缸装配和长缸装配4条装配线体。图6-7所示为上气缸盖总成及上缸盖分装线,图6-8所示为下气缸盖分装线,图6-9所示为短缸装配线,图6-10所示为长缸装配线。
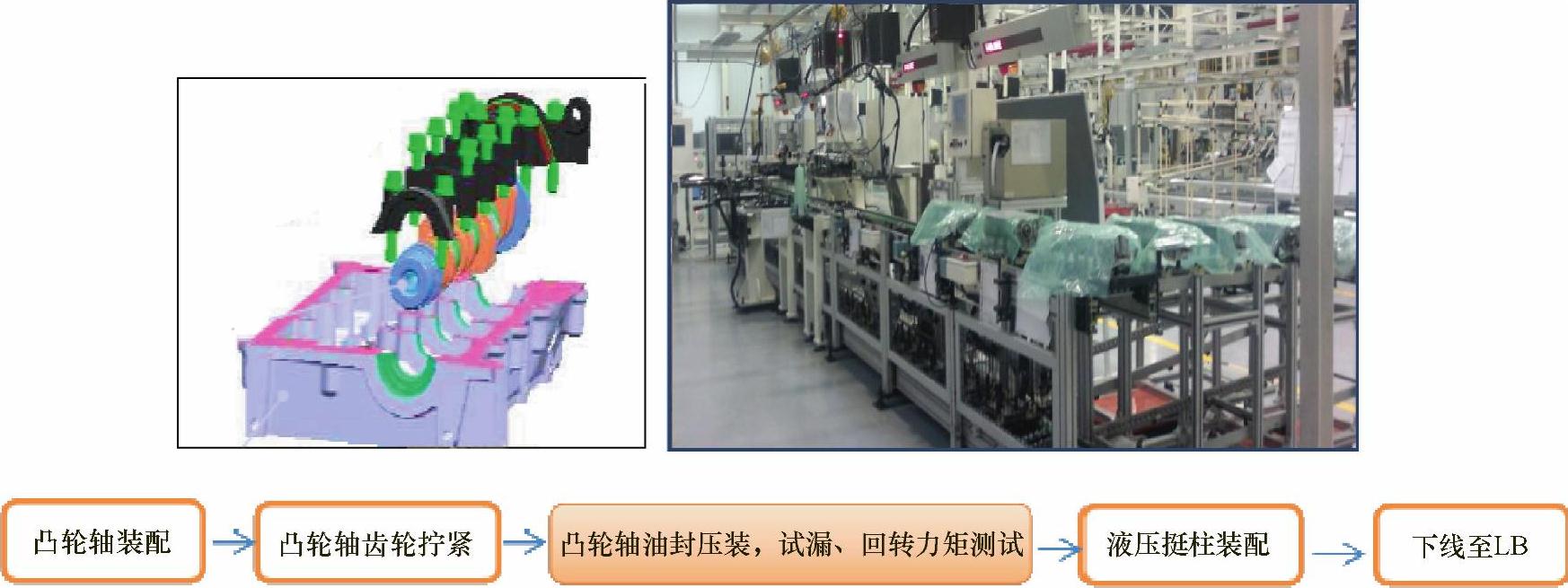
图6-7 上气缸盖总成及上气缸盖分装线
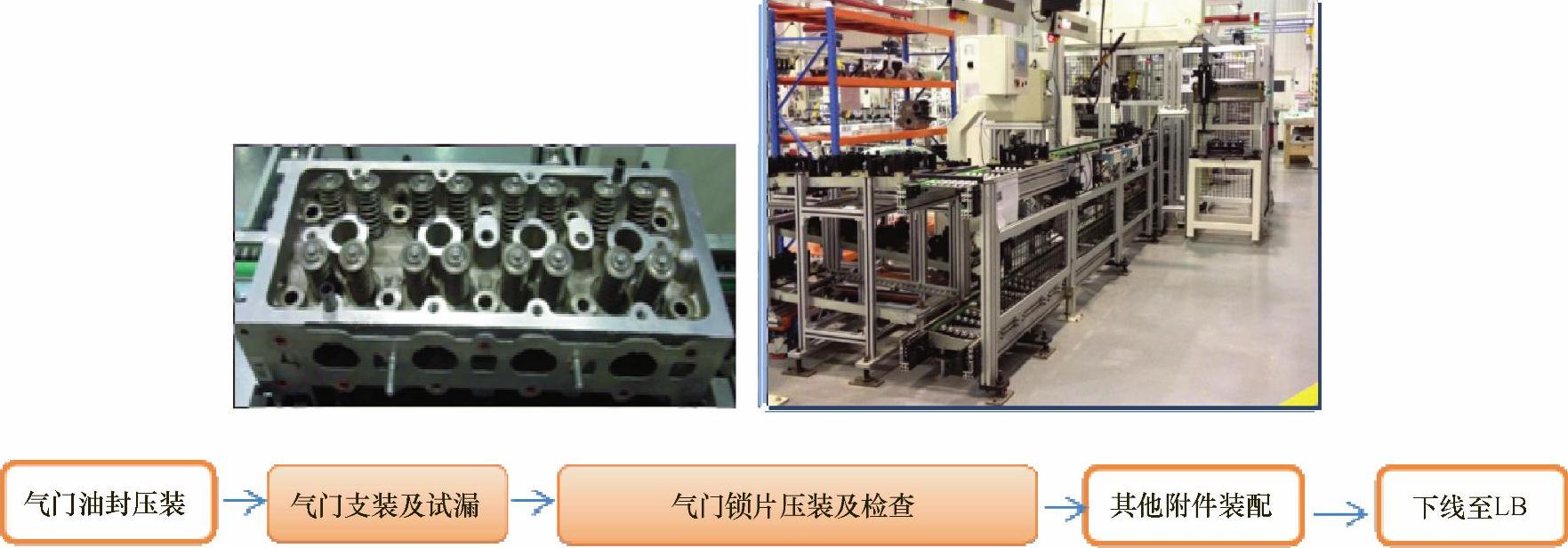
图6-8 下气缸盖分装线
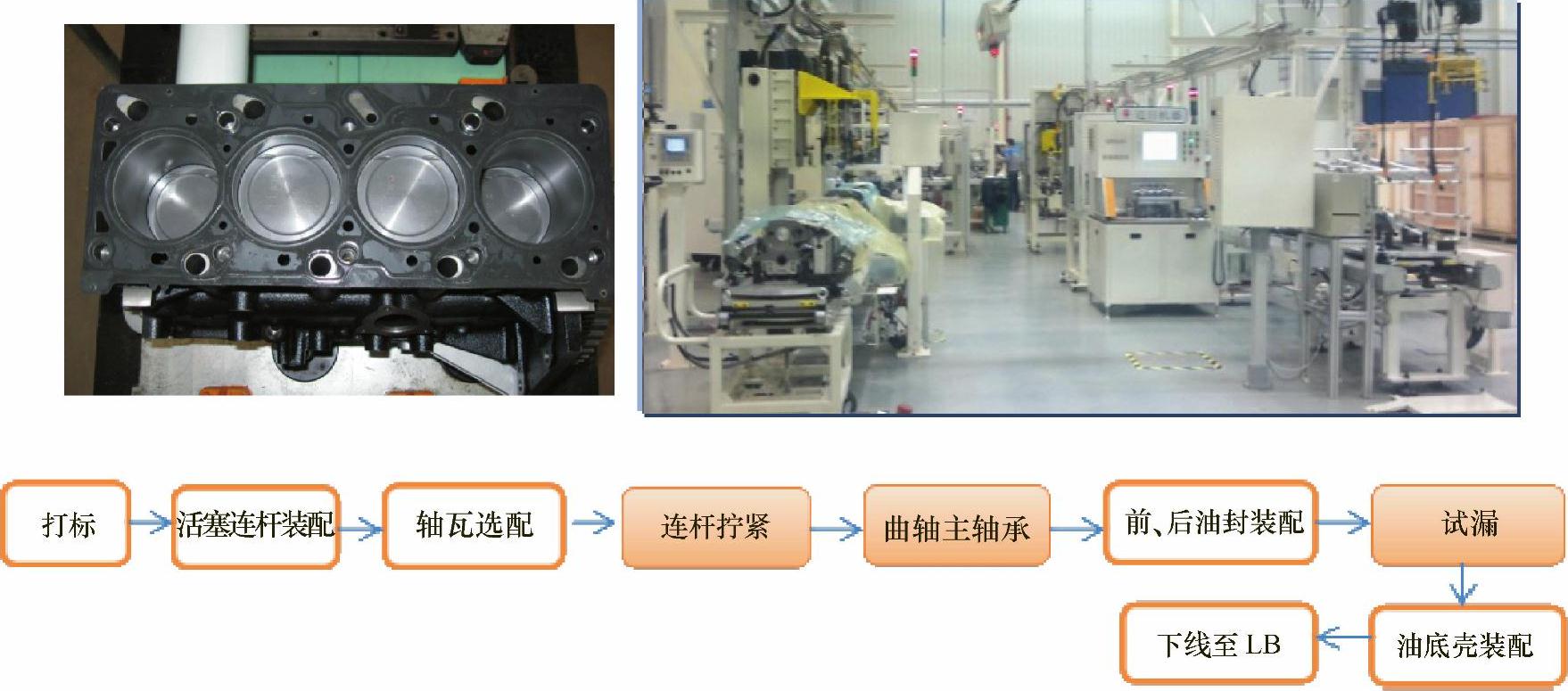
图6-9 短缸装配线
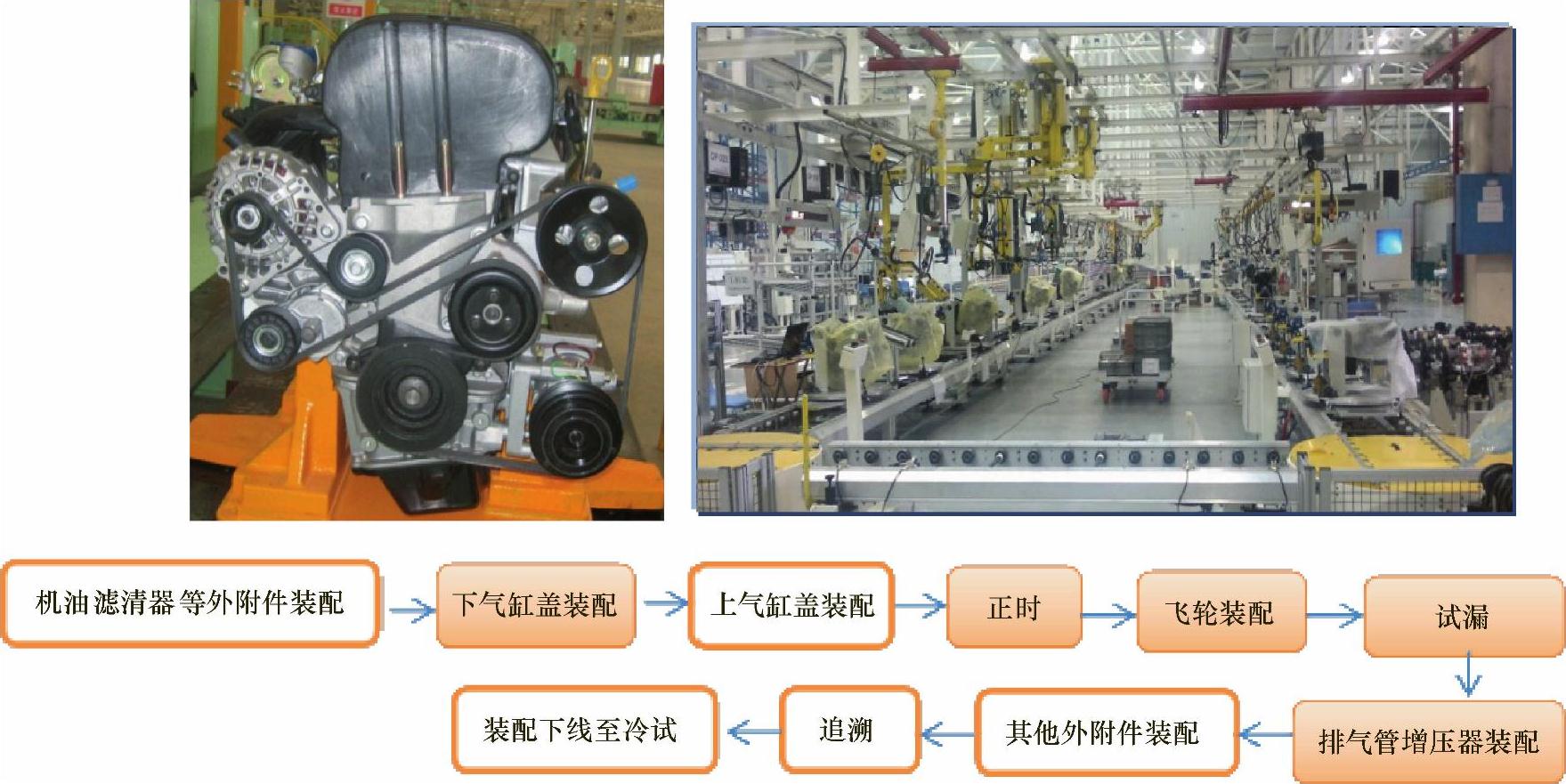
图6-10 长缸装配线
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。