



想一想
凸轮磨床有哪些特点?
凸轮磨床的外观如图4-9所示,其结构如图4-10所示。
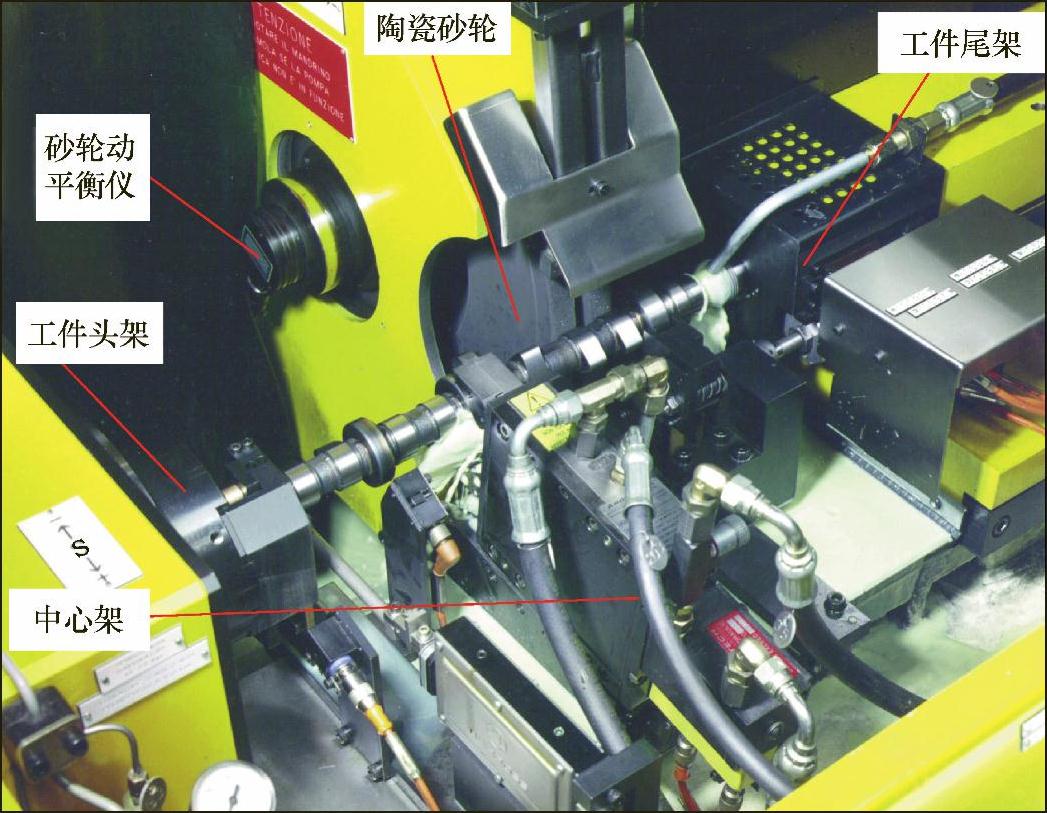
图4-9 凸轮磨床的外观
1)国际上优秀的数控凸轮磨床生产厂商,其凸轮磨床的主要亮点如下:
①砂轮架导轨采用静压技术,砂轮架驱动都采用直线电动机技术。
②砂轮主轴采用静压技术,主轴静压油与液压油各自采用独立的油箱。
③采用数控方式控制磨削进给,并进行砂轮修整。
④采用CBN砂轮进行高效磨削,工件转速采用数控方式变速。
⑤机床稳定、可靠,过程能力指数高(https://www.xing528.com)
2)数控凸轮磨床中,生产厂家会设计出凸轮磨削控制软件。用户在HMI相应界面内输入凸轮升程表中的所有升程值,则控制软件可以自动生成凸轮轴升程曲线、速度曲线和加速度曲线。
3)凸轮磨床如果采用CBN砂轮,则磨削速度一般为80~120m/s;如果采用普通陶瓷砂轮,则磨削速度一般为45~60m/s。因此,CBN砂轮的磨削效率比普通陶瓷砂轮高得多。
4)数控凸轮磨床中,工件的头架和尾架规定:面对着机床的操作方向,工件的头架在左手边,工件尾架在右手边。
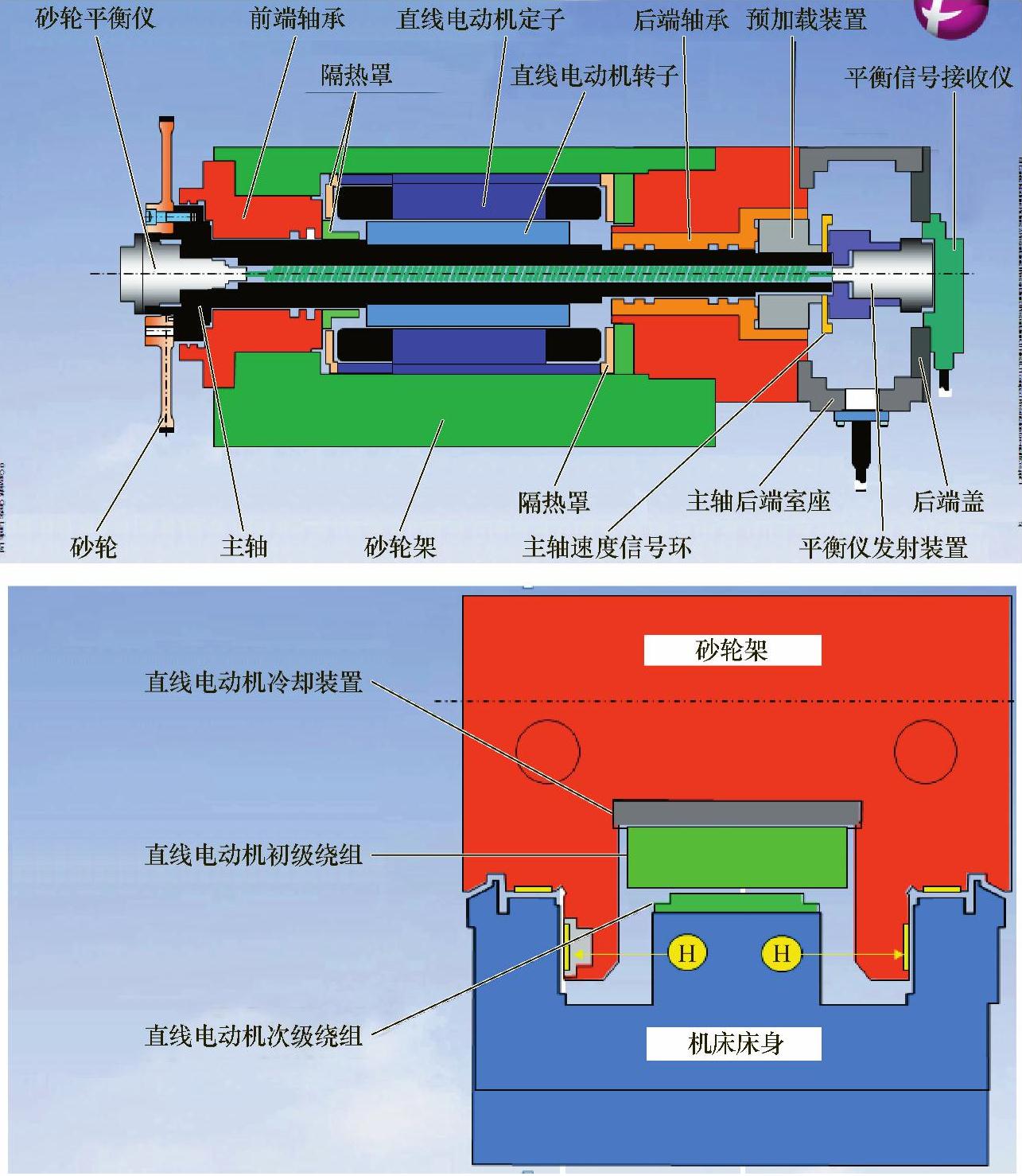
图4-10 凸轮磨床的结构
5)数控凸轮磨削循环中的主要动作:上料→尾架死顶尖进,并完成径向、角向定位→中心架进→工件旋转→砂轮架快进(砂轮主轴旋转已开始)、冷却液打开→粗磨→半精磨→精磨→砂轮架快退到原位、冷却液关闭,同时中心架退→尾架顶尖退→下料。
6)在工艺安排中,凸轮轴的主轴颈磨削一般安排在凸轮磨削之前。因此,在凸轮磨床中,中心架支撑在凸轮轴的主轴颈,用于抵消凸轮磨削时的径向力和切向力,从而减小凸轮轴的弯曲变形。中心架支撑垫块采用PCD材料,以提高其耐磨性。
7)在磨削后一般要检查磨削轴颈表面是否有磨削或淬火裂纹,采用荧光磁粉探伤机进行检查。采用磁力线原理,先把探伤机的磁悬液(由磁粉与机油配制)浇淋到凸轮表面,然后对凸轮轴进行纵向、周向通电形成磁场,凸轮轴被磁化,从而使磁悬液的磁粉吸附在凸轮表面,犹如一条条“磁力线”。然后用荧光灯检查工件表面是否有裂纹,“磁力线”断开处表示有裂纹。检查结束后要对工件反向通电,即形成反向磁场,确保凸轮轴的剩磁量在许可范围内。
8)凸轮磨床的砂轮是需要定期修整的,不管是CBN砂轮还是普通砂轮,都必须有修整机构,修整工具主要有两种结构形式:金刚滚轮和金刚刀。为了提高修整效率,一般采用金刚滚轮进行修整。
9)砂轮的在线动平衡仪的作用是减小砂轮的振动,从而可以提高磨削质量。常用的砂轮在线动平衡仪产品有美国的SBS平衡仪和意大利马波斯的动平衡仪。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。