



除清洗工序和动平衡工序外,其余工序都有线外测量站,对生产的曲轴进行首检和抽检,抽检的频次按工艺文件上规定的进行。不同的特性,根据其重要程度和机床的过程性能指数Ppk的不同,抽检的频次也是不一样的。图3-8所示为对特性编号为16的项目采用三截面气电卡规进行测量,这个三截面气电卡规的编号为GF-L9-1001,测量的频次为1/50,即每隔50件测量一个工件,如第1件、第51件、第101件、…。为了检查三截面气电卡规本身的正确性,需要定期用校准件进行检查。由图3-8可知,这个三截面气电卡规用了两个校准件,即最小校准件和最大校准件。

图3-8 对特性编号为16的项目 采用三截面气电卡规进行测量
量仪的种类根据不同的分类方法有不同的名称。根据测量原理,可分为机械量仪、气动量仪、电子量仪和气电量仪;根据能否显示出测量值,可分为通止式量仪和示值式量仪。为了便于理解,下面列出几种常用的曲轴线外检测量仪供参考。
(1)光孔直径通止规 光孔直径通止规(图3-9)用于测量光孔的直径是否合格,不能示值,属于机械量仪。如图3-9所示,左端称为“通端”,有一个“GO”或“T”的标志;右端称为“止端”,有一个“NO GO”或“Z”的标志。“T”是“通”的拼音首写字母,“Z”是“止”的拼音首写字母。为了醒目易记,“通端”通常外表喷成绿色,“止端”通常外表喷成红色。“通端”的大小是基于尺寸下极限设计的,“止端”的大小是基于尺寸上极限设计的,因此“止端”直径比“通端”直径大。当“通端”能插进孔内且“止端”不能插进孔内时,则表示孔径合格。如果“止端”能插进孔内,则说明孔径过大;如果“通端”不能插进孔内时,则说明孔径过小。说明:用于测量盲孔用的光孔直径通止规,通常需要在量仪上加工出排气槽。
(2)螺孔直径通止规 螺孔直径通止规(图3-10)用于测量螺纹直径的大小是否合格,不能示值,属于机械量仪。如图3-10所示,左端称为“通端”,有一个“GO”或“T”的标志;右端称为“止端”,有一个“NO GO”或“Z”的标志。“T”是“通”的拼音首写字母,“Z”是“止”的拼音首写字母。为了醒目易记,“通端”通常外表喷成绿色,“止端”通常外表喷成红色。“通端”的大小是基于尺寸下极限设计的,“止端”的大小是基于尺寸上极限设计的,因此“止端”直径比“通端”直径大。以图3-10所示的螺纹直径通止规为例,当“通端”能全部旋进螺孔内且“止端”不能旋入螺孔内,则表示螺纹大小合格。如果“止端”能全部旋入螺孔,则说明螺孔直径过大;如果“通端”不能全部旋入螺孔内,则说明螺孔直径过小。说明:用于测量盲孔用的螺孔直径通止规,通常需要在量仪上加工出排气槽。
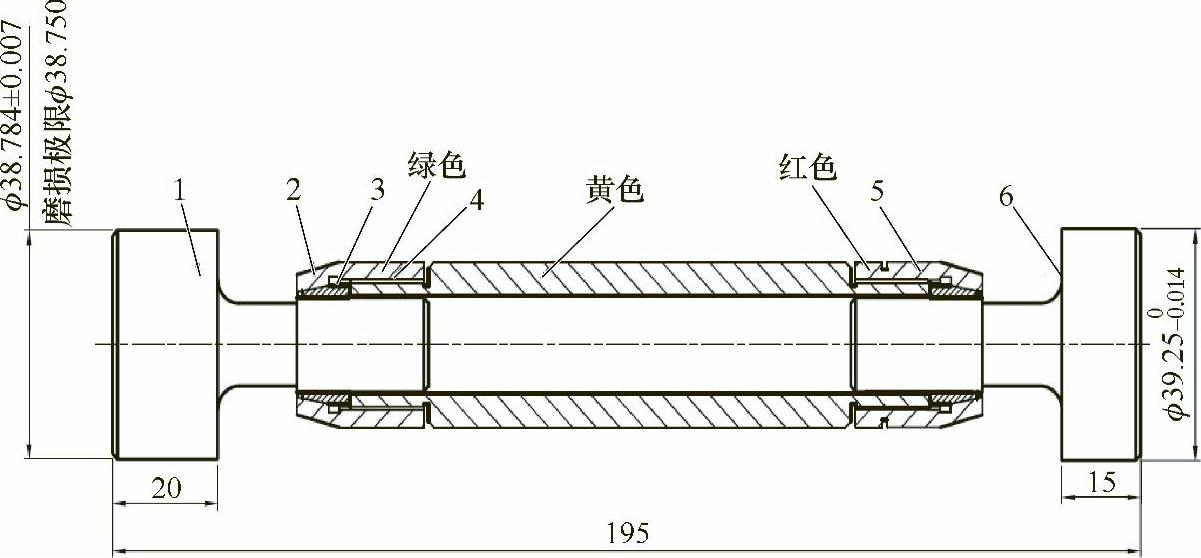
图3-9 光孔直径通止规
1—光孔通端 2—通端螺母 3—锁紧套 4—手柄 5—止端螺母 6—光孔止端

图3-10 螺纹直径通止规
1—螺孔通端 2—通端螺母 3—锁紧套 4—手柄 5—止端螺母 6—螺孔止端(https://www.xing528.com)
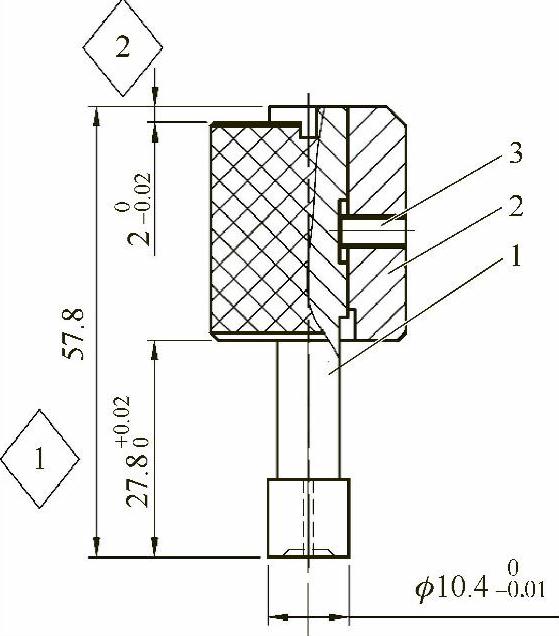
图3-11 光孔深度触摸规
1—测头 2—触摸规本体 3—限位螺钉
(3)光孔深度触摸规 图3-11所示的光孔深度触摸规属于机械量仪,不能示值,是通过目视和触摸相结合来判断一个光孔的深度是否在公差范围之内。测量原理:把测头1塞入待测孔内,并使触摸规本体2的下端面紧贴到待测孔的端面上,用手指按下测头1的上端面,从而使测头1下端面紧贴到待测孔的底部;再用一个手指的指甲在测头1上端面轻轻地来回划动,并结合目视。如果测头1上端面在触摸规本体2上端面的台阶范围内,则为合格。如果测头1上端面低于台阶下沿,则表示光孔过深;如果测头1上端面高于台阶上沿,则表示光孔过浅。说明:用于测量盲孔用的光孔深度触摸规,通常需要在量仪上加工出排气槽。
(4)螺孔深度触摸规 图3-12所示的螺纹深度触摸规属于机械量仪,不可示值,是通过目视和触摸相结合来判断一个螺孔的螺纹深度是否大于或等于规定的深度。一般地,螺孔的螺纹深度规定的是最小深度H,大于或等于H都算合格,这是从装配角度上考虑的,螺孔越长是有利于螺栓装配的。测量原理:把测头1拧入待测孔内,直至拧不动为止,此时触摸规本体2的左端面会紧贴到待测孔的端面上,用一个手指的指甲在测头1右端面轻轻地来回划动,并结合目视。如果测头1右端面落入触摸规本体2内,则为合格。如果测头1右端面露出到触摸规本体2右端面外,则说明螺纹深度太浅。说明:用于测量盲孔用的螺孔深度触摸规,通常需要在量仪上加工出排气槽。
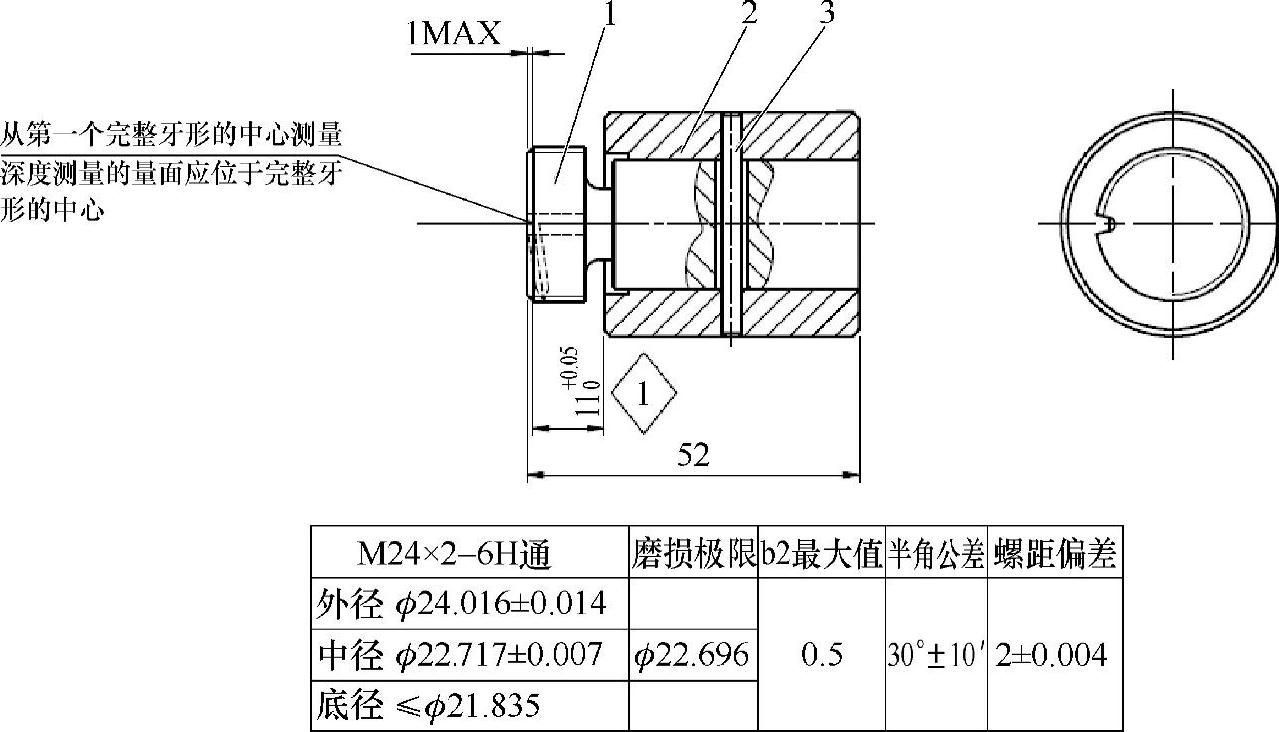
图3-12 螺纹深度触摸规
(5)气电卡规 图3-13所示为三截面气电卡规,它用来测量曲轴主轴颈的直径,可以同时测量三个截面,而且可以示值。测头内没有电子传感器,而是开有压缩空气管道和喷嘴,采用气动方式测量,经过气电转换,采用电子方式显示当前的测量值,并伴有电子显示灯来指示当前值与合格范围的位置关系。当测量结果在非常理想的范围内时,测量值采用绿色显示;当测量结果靠近上极限尺寸或下极限尺寸时,测量值采用黄色显示,进行预警;当测量结果超出公差范围时,测量值采用红色醒目显示。与所有的电子塞规或电子卡规一样,为了检验气电卡规是否处于正常状态,需要配有两个校准件(可以理解为标准件),一个是最大值校准件,一个是最小值校准件。这两个校准件是需要定期由计量部门进行检定的,以确认是否被磨损。

图3-13 三截面气电卡规
(6)气电塞规 图3-14所示为单截面气电塞规,用来测量光孔直径,可以示值,并伴有电子显示灯来指示当前值与合格范围的位置关系,非常直观。气电塞规采用压缩空气进行测量,量仪内有气电转换模块和数据处理模块,采用电子柱来显示。当测量结果在非常理想的范围内时,测量值采用绿色显示;当测量结果靠近上极限尺寸或下极限尺寸时,测量值采用黄色显示,进行预警;当测量结果超出公差范围时,测量值采用红色醒目显示。为了检验气电塞规是否处于正常状态,需要配有两个校准件(可以理解为标准件),一个是最大值校准件,一个是最小值校准件。这两个校准件是需要定期由计量部门进行检定的,确认是否被磨损。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。