



在设备安装调试期间,需要同步准备相关的工艺文件。气缸盖的加工主要涉及下列工艺文件:
1.平面布置图
平面布置图一般是指用平面的方式展现空间的布置和安排,分为公共空间平面布置、室内平面布置和绿化平面布置等。平面布置图在工程上一般是指建筑物布置方案的一种简明图解形式,用以表示建筑物、构筑物、设施和设备等的相对平面位置。生产线平面布置图(图2-67)中标明了气缸盖生产线中各个设备的具体位置、设备的大小、类型和工件在设备之间的输送方式等信息。
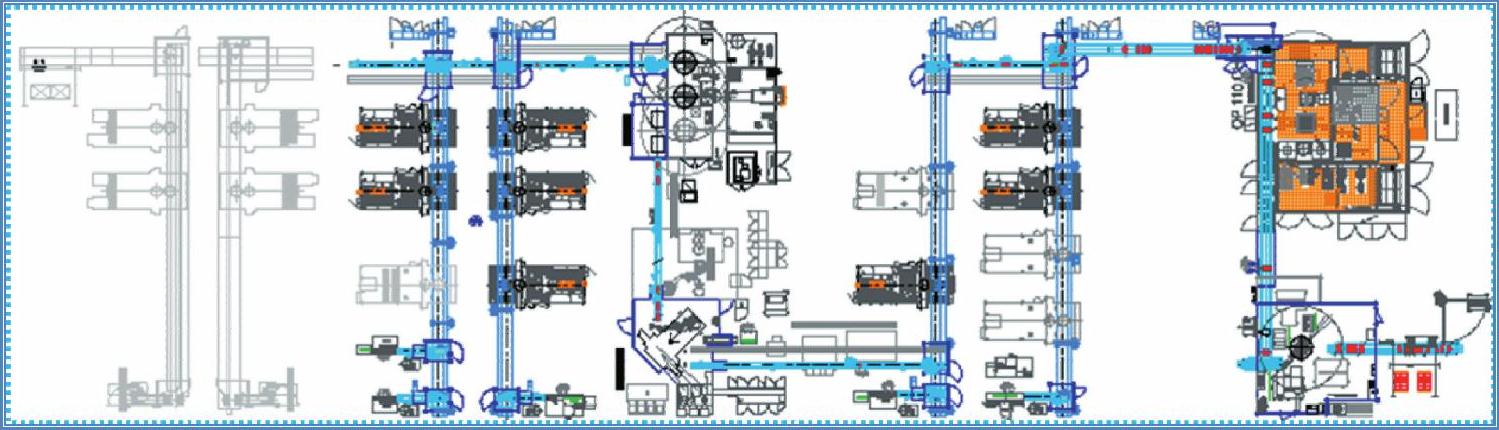
图2-67 生产线平面布置图
2.工艺流程表
工艺流程表(表2-6)中包含了零件名称、零件图号、零件、零件材料、零件重量、工序号、工序名称、设备型号和设备名称等信息。
表2-6 工艺流程表

3.工艺卡
工艺卡片(图2-68)是指按产品或零部件的某一工艺阶段编制的一种工艺文件,它以工序为单位,详细说明产品(或零部件)在某一工艺阶段中的工序号、工序名称、工序内容、工艺参数、操作要求以及采用的设备和工艺装备等。
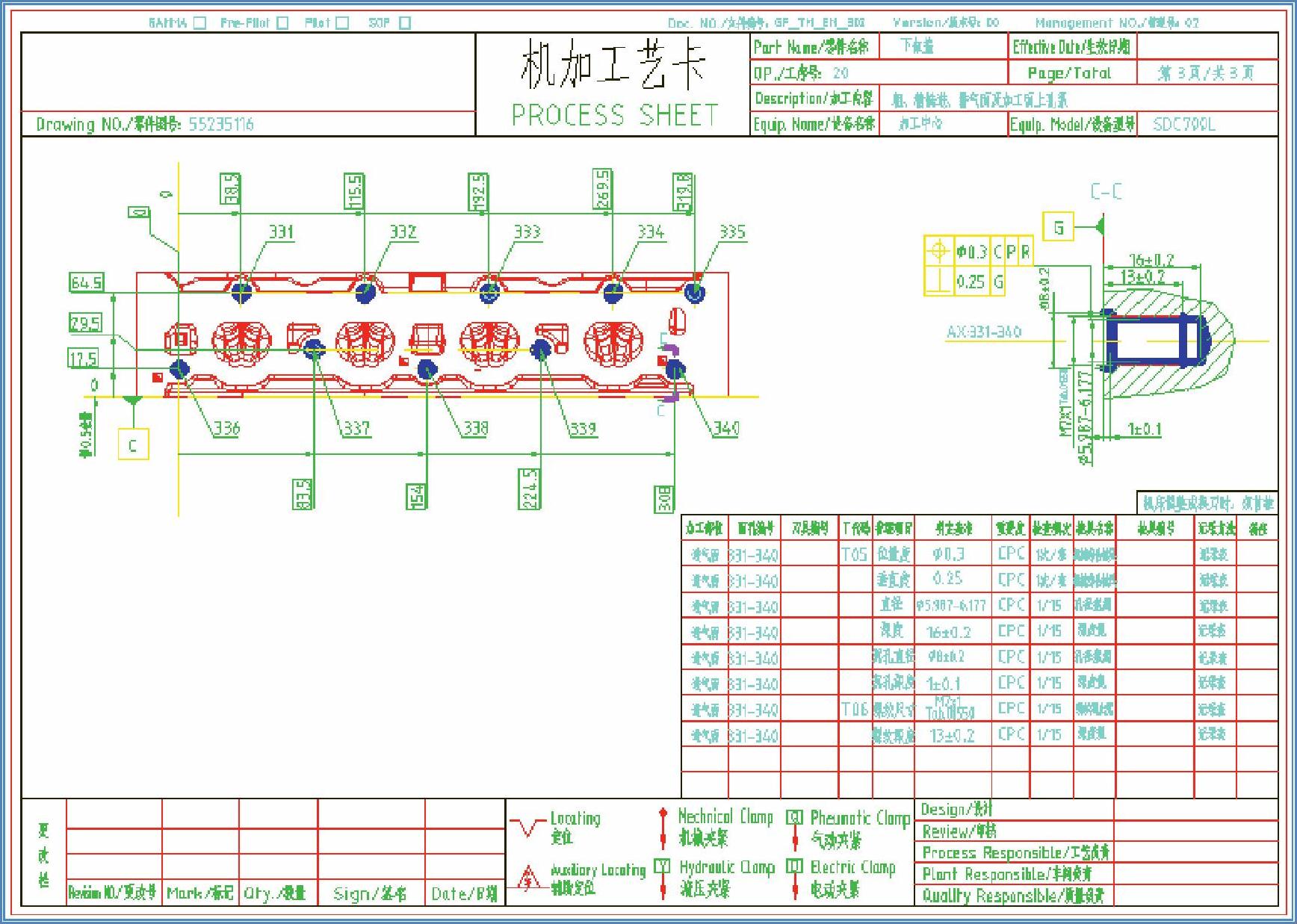
图2-68 工艺卡片
4.控制计划
控制计划(图2-69)的构成:控制对象,所属工序,是否SC/CC(特殊特性/关键特性),采用设备、工装,控制方法,检测频率,备注等。在手工样品和量产过程中,都需要用到控制计划,手工样件CP(控制计划)相对比较简单,而量产CP必须严格。
控制计划是指受控产品和过程事先的书面描述,也称为质量计划。公司编写文件的重点在于表明产品的重要性和工艺要求,每种产品都应编制控制计划,但在许多情况下,系列产品控制计划包括了在相同过程中的许多产品。顾客对控制计划一般要求在设计开发后、试生产前、生产件提交后(批产前),由相关部门进行批准。控制计划必须按照DFMEA+PFMEA(设计失效模式及后果分析+过程失效模式及后果分析)来编写,工艺流程和工艺卡片必须按照控制计划编写。
控制计划一般分为三个阶段:样件控制计划、试生产控制计划和生产控制计划。(https://www.xing528.com)
控制计划在以下情况必须评审和更新:产品更改、过程更改、过程不稳定、过程能力不足和过程能力过剩。

图2-69 控制计划
5.故障模式影响分析
故障模式影响分析(Failure Mode and Effects Analysis,FMEA),是指分析系统中每一个产品所有可能产生的故障模式及其对系统造成的所有可能影响,并按每一个故障模式的严重程度,检测难易程度以及发生频度予以分类的一种归纳分析方法。
实行失效模式与影响分析能够容易、低成本地对产品或过程进行修改,从而减轻事后修改的危机,找到能够避免或减少这些潜在失效发生的措施。实行失效模式及影响分析可以指出设计上可靠性的弱点,提出对策;针对要求规格和环境条件等,利用试验设计或模拟分析,对不适当的设计实时地加以改善,节省无谓的损失;有效地实施FMEA,可缩短开发时间及开发费用。FMEA发展之初期,以设计技术为考虑,但后来的发展,除设计时间使用外,制造工程及检查工程也可适用,用以改进产品的质量、可靠性与安全性。失效模式及影响分析举例如图2-70所示。
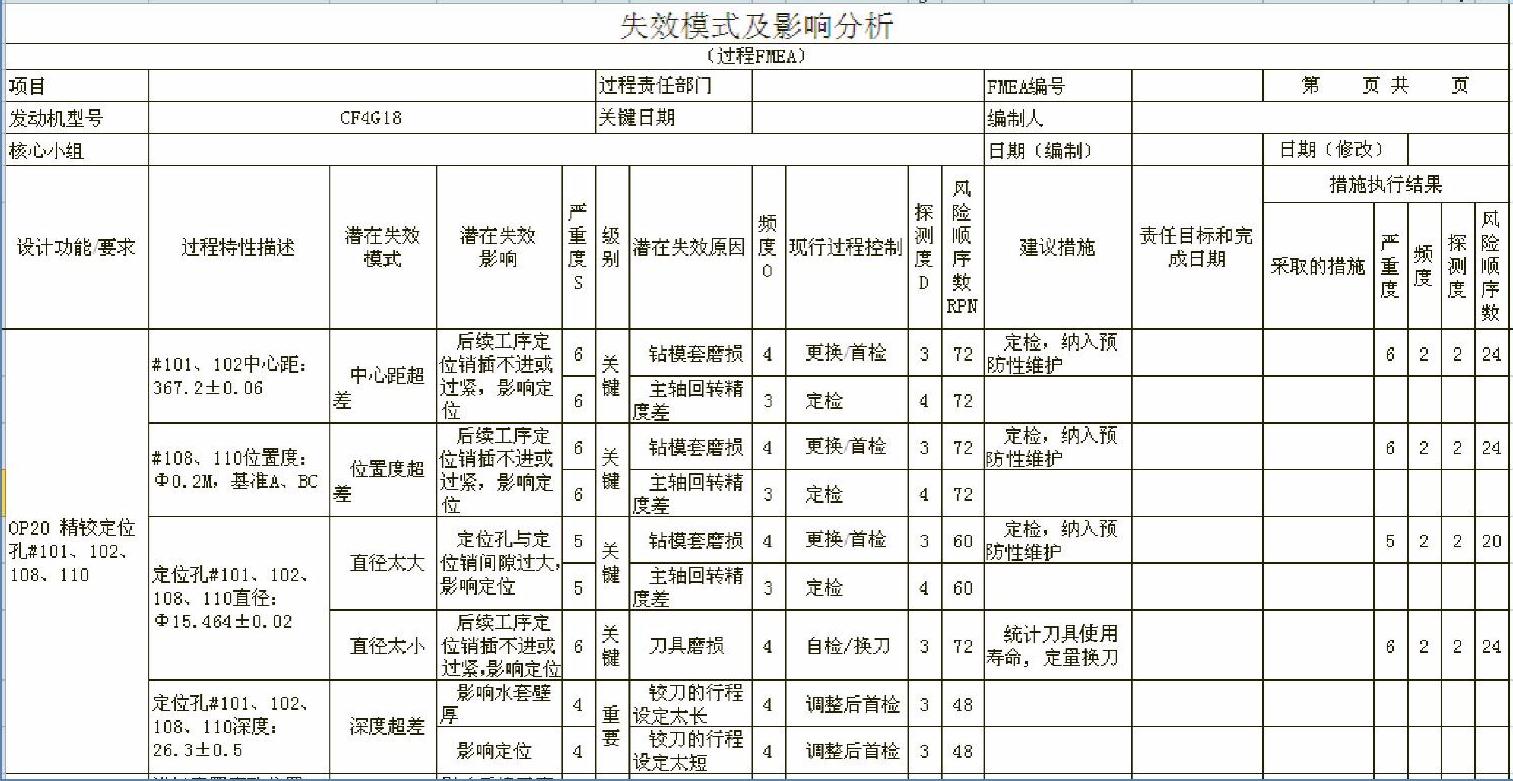
图2-70 失效模式及影响分析举例
6.刀具清单
刀具清单(图2-71)包括刀具名称、刀具编号、T代码、组件明细、刀具代码、刀具材料、刀具使用寿命和刀具供应商等信息。

图2-71 刀具清单
7.辅料清单
辅料清单(图2-72)包括各台设备所使用辅料的名称、规格型号、消耗定额、用途和供应商等信息。

图2-72 辅料清单
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。