



气缸盖量检具通常主要包括通止式检具和示值式检具。检测气缸盖常用的通止式检具有光孔塞规、螺纹塞规、触摸式深度规和卡规等,如图2-40所示。
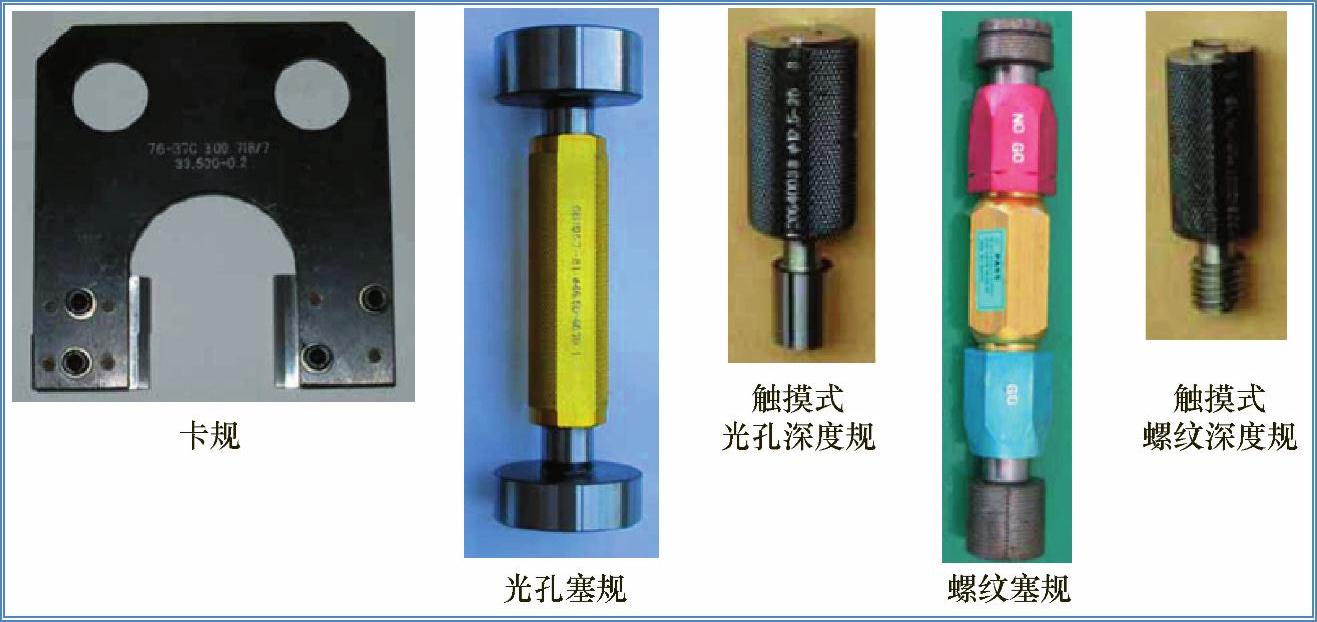
图2-40 通止式检具
气缸盖关键尺寸通常会采用示值式检具进行测量。例如:工艺定位孔ϕ10.5H7、碗形塞孔ϕ30JS9、进气座圈底孔ϕ27.880~27.905和排气座圈底孔ϕ23.903~23.923等精度比较高的孔基本上会采用普通的气电量仪。(见图2-41)进行检测。
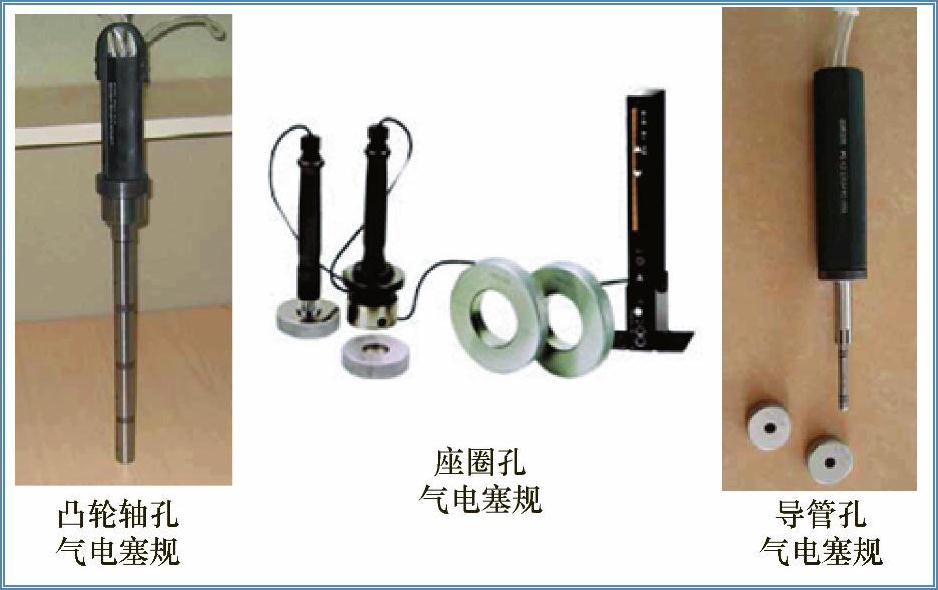
图2-41 气电量仪
对于气缸盖而言,最关键的部位就是座圈导管孔的加工。同样,座圈导管孔的检测也是非常复杂、关键的。下面将详细介绍座圈导管孔的检测。
1.阀座圆度和跳动量检具:
阀座圆度和跳动量测量如图2-42所示。
(1)测头配置 导管部分配2个测量截面,共4个独立孔式喷嘴,喷嘴呈180°分布;阀座部分配1个球形喷嘴,镶嵌6个硬质合金点,以增加测头的耐磨性;手柄部分配电动机,以驱动测头旋转。测量定位板时,检具手柄定位在定位板上,以便将测量结果排除人员误差。最大/最小值综合校准件根据零件的圆度和跳动量最大公差要求进行设计制造,用于测头的日常标定以及测量结果的验证。
(2)测量原理 测头阀座部分加工一段圆弧面作为测量时的机械基准,即气门阀座的中心点BE3;导管部分2个测量截面各2个喷嘴(T1、T2、T3和T4)测量导管孔的中心BE1和BE2;通过公式计算出导管孔相对于气门阀座的同轴度。阀座部分的球形喷嘴(T5)在测头旋转过程中扫描阀座并计算阀座的圆度,同时,通过与导管孔相对于气门阀座的同轴度的测量数据合并计算气门阀座的跳动量。
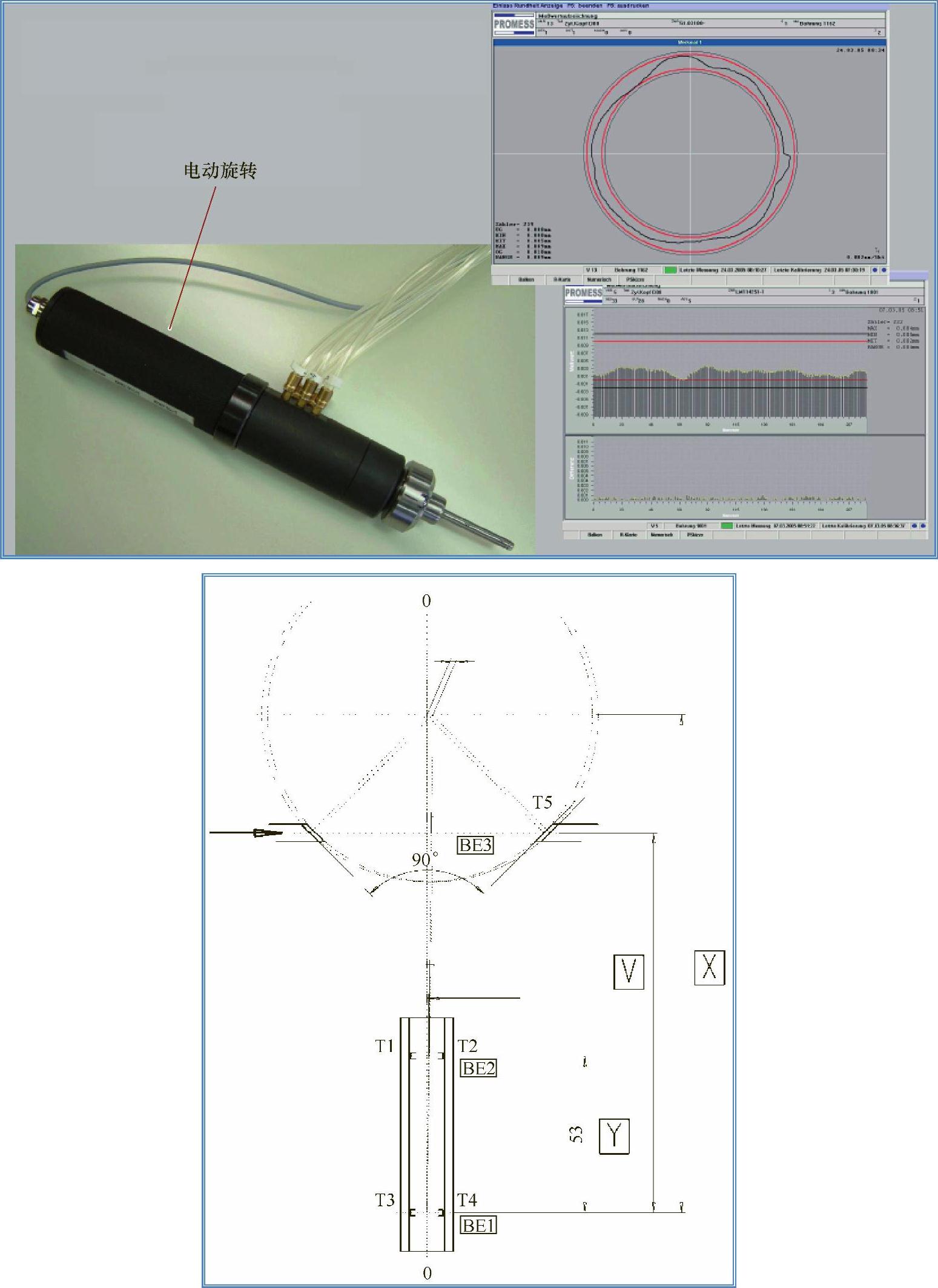
图2-42 阀座圆度和跳动量测量(https://www.xing528.com)
2.阀座角度和密封性检具
阀座角度测量检具如图2-43所示。
(1)测头配置 带环形喷嘴的专用气动塞规,测量阀座的密封性;带2个呈180°对称分布的球形喷嘴的专用气动塞规,测量阀座的角度。不同点:测量阀座角度时,环形喷嘴测量的是阀座角度的平均值;而球形测头既可测量阀座各个截面的角度,也可测量最大角度、最小角度和平均角度。一组角度和密封性校准件,包含角度最大值与角度最小值、泄漏最小值与泄漏最大值。
(2)测量原理 测头上部第一个环形喷嘴测量阀座的密封性,在喷嘴的上、下面加工理想贴合面,与阀座贴合,测头类似零泄漏气门。如果阀座与该贴合面完全密封,则压缩空气无法从环形喷嘴与气门阀座之间流出;反之,如果零件的阀座角度、阀座圆度和跳动量等加工有误差,则可以从泄漏量的大小上直观地反映出来。测头下部的环形喷嘴(或对称分布的球形喷嘴)测量阀座的角度,喷嘴的位置在理想贴合面向下一段距离并与贴合面呈一定的测量夹角。当阀座的角度发生变化时,测量夹角也会发生变化,导致通过夹角流出的压缩空气流量发生变化(或球形测头的位移量发生变化)。
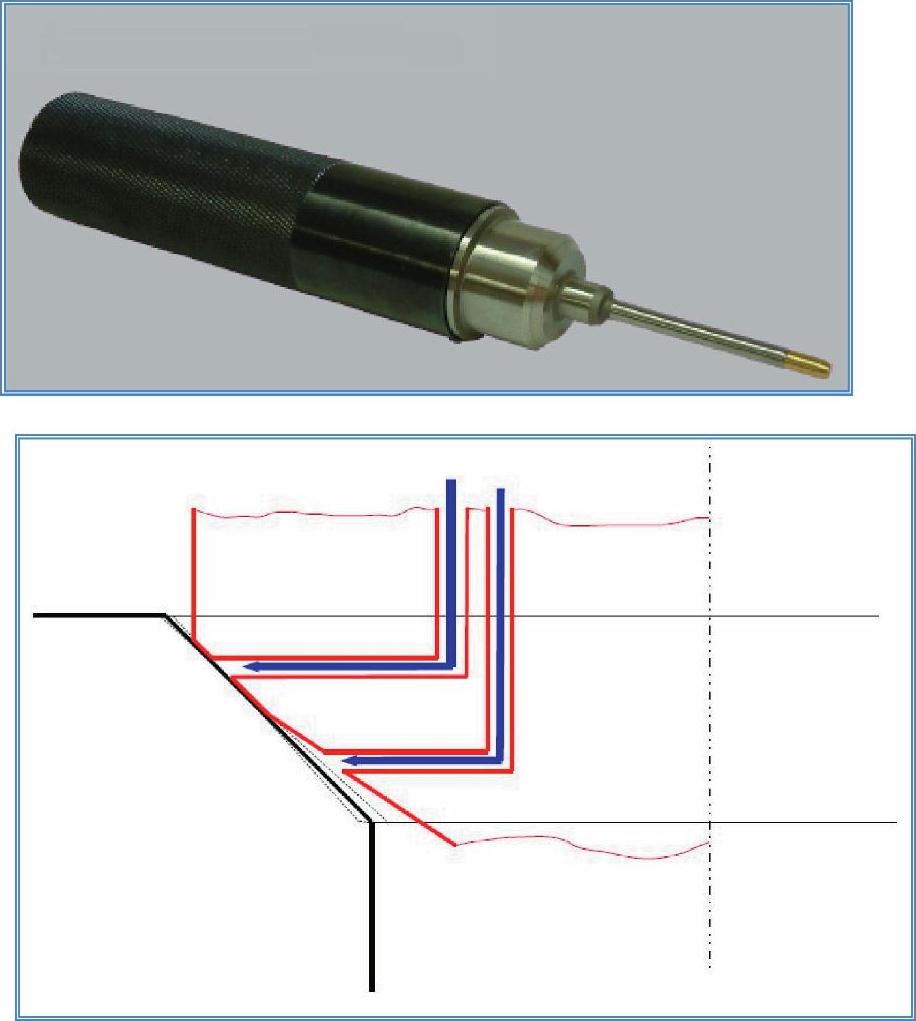
图2-43 阀座角度测量检具
图2-44 阀座宽度检具
3.阀座宽度检具
阀座宽度检具如图2-44所示。
(1)测头配置 专用10×光学放大镜,量程为1.5mm,带0.05mm刻度显示;专用冷光源,配置光纤电缆。
(2)测量原理 测头本体放入零件中,以导管孔和气门阀座定位;光学放大镜垂直方向正对气门阀座;光纤电缆的光源方向与放大镜的沿线方向汇交于气门阀座,将气门阀座的测量部分照亮,使阀座的上、下边界清晰可见;光学放大镜通过平移块沿阀座方向上、下调节,使刻度的0处于下边界(或上边界),宽度可从上边界(下边界)所处的读数位置读出。通过光学放大镜,还可以清晰地看出阀座表面的加工痕迹以及表面缺陷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。