



1.测量方法的分类
在实际工作中,测量方法可按不同的特征分类,主要包括以下几类:
(1)直接测量与间接测量
1)直接测量。直接从测量仪表的读数获取被测量值的方法称为直接测量。
2)间接测量。测量与被测物理量有确定函数关系的量,由函数关系表达式运算得到所需的被测物理量的方法称为间接测量。
3)特点。直接测量的测量过程简单,其测量准确度只与这一测量过程有关;而间接测量的测量准确度不仅取决于有关量的测量准确度,还与计算的准确度有关。间接测量通常用于直接测量时其准确度得不到保证或由于被测件结构限制或测量器具限制而无法进行直接测量的场合。
(2)绝对测量和相对测量
1)绝对测量。绝对测量是指被测量与标准量直接比较后得到的被测量绝对值的测量。例如:用千分尺测量工件尺寸。
2)相对测量(比较测量)。相对测量是指被测量和标准量进行比较后只确定被测量相对于标准量的偏差值的测量。例如:轴承检测仪的环规测量就是利用比较测量法来进行的。
3)特点。相对测量时,仪器的零位或起始读数常用已知的标准量(如量块的尺寸)来调整,仪器读数装置仅标出被测量对标准量的偏差值,因而仪器的示值范围大大缩小,有利于简化仪器结构,提高仪器示值的放大倍数和测量准确度。
(3)接触测量和非接触测量
1)接触测量。接触测量是指测量装置的敏感元件(测头)与被测对象表面发生机械接触的测量,存在机械作用的测量力。为了保证接触的可靠性,测量力是必要的,但它可能使测量器具或被测对象产生变形,从而造成测量误差,尤其是在绝对测量时。对于软金属或薄结构易变形的被测对象,接触测量可能因变形造成测量误差,也可能划伤被测对象的表面。
2)非接触测量。非接触测量是指测量装置的敏感元件与被测对象表面不直接接触的测量,因而没有机械作用的测量力。此时,可利用光、气、电、磁等物理量使测量装置的敏感元件与被测对象表面联系。例如:干涉显微镜测量表面粗糙度、万能工具显微镜影像法测量均属于非接触测量。
(4)单项测量与综合测量
1)单项测量。单项测量是指对多参数的同一被测对象上的各被测量分别进行测量。例如:分别测量螺纹单一中径、螺距和半角等。这类方法一般用于量规的检定和工序间的测量,或为了工艺分析和调整机床等目的。
2)综合测量。综合测量是指对被测件的与多个单项参数有关的综合参数所进行的测量。例如:用螺纹量规测量螺纹作用中径。
(5)静态测量与动态测量
1)静态测量。静态测量是指在测量过程中,被测量或零件与敏感元件处于相对静止状态。
2)动态测量。动态测量是指在测量过程中,被测量或零件与敏感元件处于相对运动状态,或测量过程是模拟零件在工作或加工时的运动状态。
试验室中的测量一般属于静态测量,而在线测量一般均属于动态测量。动态测量与被测量的实际运用状态更接近,更有实用价值,但不易实现。
以上测量方法的分类是从不同角度考虑的。对于一个具体的测量过程,可能兼有几种测量方法的特征。具体的测量方法的选择应考虑零件的结构特点、准确度要求、技术条件及经济效果等。
2.测量误差的来源
测量误差基本分为系统误差和随机误差,一般从测量装置、环境条件、人员及测量方法四个方面分析。
(1)测量装置误差
1)标准器误差。标准器是提供标准量值的器具,如量块、标准电池、标准电阻和标准量规等。使用它们的量值和它们自身表现的客观量值之间有差异值,或者在没有满足约定真值所需要的条件下复现出某个与约定真值的差异值,这些值即标准器误差。
2)仪器误差。仪器是指将被测的量转换成可直接观测的指示值或等效信息的计量器具,有时可分为转换系统、传输通道和指示系统等,如天平和电桥等比较仪,温度计、秒表和检流计等指示仪器,这些仪器所引起的误差称为仪器误差。
3)附件误差。为测量创造一些必要条件,或为使测量方便进行的各种辅助附件均属于测量附件,如电测中的转换开关及电源、热源、连接导线等都会引起附件误差。在测量中,这部分的误差很小,或已忽略。(https://www.xing528.com)
测量装置误差有各种表现形式,如等臂天平不等臂、量具分度分划质量不好、量块测量面的平行度及平面度误差以及由于零件连接间隙产生的隙动等。这些误差大部分是由于制造工艺和长期使用磨损引起的,属于结构性误差。
仪器在使用时没有调整到水平、垂直和平行等理想状态,应当对中的未能对中,方向不准等,这些属于使用调整性的误差。
(2)环境误差 环境误差是指由于环境因素与要求的标准状态不一致及其在空间上的梯度与随时间的变化而引起的测量装置和被测量本身的变化、机构失灵、相互位置改变等引起的误差。这些因素和温度、湿度、气压(引起空气各部分的扰动)、振动(大地微振、冲击、碰动等)、照明(引起视差)、电磁场等有关。
(3)人员误差 人员误差是指测量人员生理差异和技术不熟练引起的误差。这些误差包括测量者生理上的最小分辨力、感觉器官的生理变化、反应速度和固有习惯引起的误差。例如:记录某一信号时,测量者滞后和超前地趋向对准标准读数,始终偏左偏右、偏上或偏下。人员误差常表现为视差、观测误差、估读误差和读数误差等。
(4)方法误差 方法误差是指由于测量方法或计算方法不完善而引起的误差。
3.测量方法的选择
由于任何测量方法都存在测量误差,所以合理地选择测量方法是保证量值正确传递、保证产品质量和提高经济效益的重要措施。选择一个能适应被测对象需要的正确测量方法,需同时考虑测量方法的准确度指标和经济指标。
(1)准确度原则 测量方法误差取决于测量的准确度,而测量方法允许误差的大小则主要取决于被测对象的准确度要求。从规定的最大实体尺寸和最小实体尺寸分别向被测对象的允许误差范围内移动一个安全裕度A来确定验收极限。
安全裕度A由被测对象的允许误差范围确定。可见,安全裕度上就是被测对象对测量方法提出的准确度要求,即测量不确定度U的允许值。因此,对规定范围内的被测对象尺寸的测量检验,应使测量不确定度U小于或等于安全裕度A。安全裕度A值由被测对象的允许误差值的大小来确定。安全裕度及测量不确定度允许值见表2-3。
表2-3 安全裕度及测量不确定度允许值

(续)
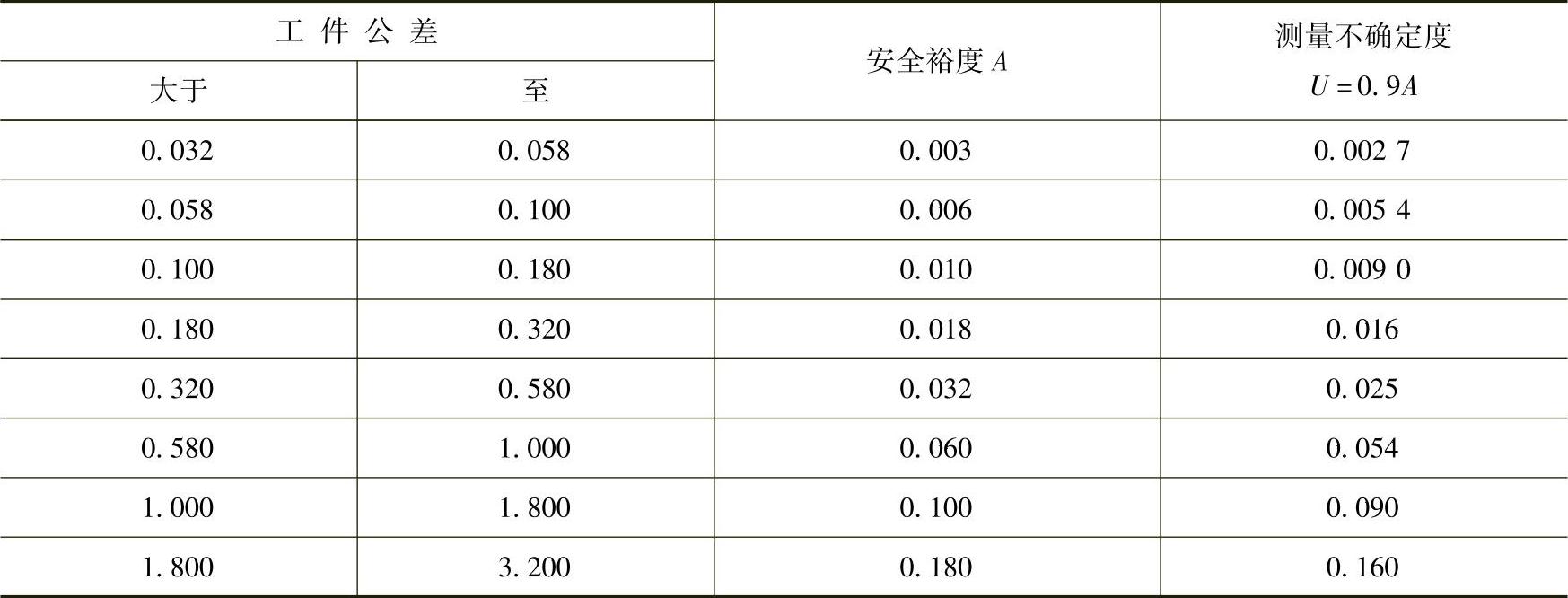
安全裕度A相当于测量中总的不确定度,它包括测量的不确定度U(U=0.9A,是选择量具的依据)和由温度、被测对象形状误差及接触测量时的压陷效应等因素引起的不确定度。在一般情况下,采用常用量具进行测量时这几方面的误差都不进行修正,且测量多为一次测量。
选用量具时,所选量具的不确定度应等于或略小于表中的U值。在量具的准确度中存在两种情况:一种是已经对测量极限误差作了明确规定,这就应使测量方法的极限误差小于或等于允许的测量极限误差;另一种情况是仅规定量具的允许误差,这时为了使测量误差不明显影响测量结果,测量方法极限误差应取器具允许误差的1/3~1/10。
(2)经济原则 一个正确的测量方法除应满足被测对象的准确度要求外,还必须是低成本的、容易实现的。例如:测量应有一定的效率,量具结构简单可靠、操作方便、容易维护,测量和辅助工作的时间应短,测量者的人数要少且对技术水平和熟练程度要求尽可能低些。
4.量具选型原则
选用量具需综合考虑准确度指标、适用性能和检测成本三方面的要求,要经济可靠。其中,准确度指标是选用量具的主要因素。
在选择量具时,既要考虑量具的计量学指标,又要考虑经济学指标。为此,必须遵循以下几条原则:
1)量具的测量范围及标尺的测量范围,能够适应被测对象的外形和位置、被测量的大小以及其他要求。量具的示值误差、稳定性和回程误差等也是选用量具的因素。如果被测量对稳定性或回程误差有要求(如测跳动误差、形状误差等),则应根据要求选择相应的量具。
2)按被测对象的尺寸公差来选用量具时,为使对象的实际尺寸不超出原定的公差尺寸范围,必须考虑量具的测量极限误差而给安全裕度,按对象极限尺寸双向内缩一个安全裕度数值得出验收极限,按验收极限判断对象尺寸是否合格。
3)按被测对象的结构特殊性选用量具。例如:对象的大小、形状、重量、材料、刚性和表面粗糙度等都是选用时的考虑因素。对象的大小确定所选用量具的测量范围。对象的材料(如铜、铝)较软,且刚性较差时,就不能用测量力大的量具,或只好选用非接触式仪器。对象太重就不应置于仪器上测量,反而应该考虑将仪器或量具置于对象上测量等。
4)被测对象所处的状态和测量条件是选择量具时的考虑因素。很显然,动态情况下的测量要比静态情况下复杂得多。
5)被测对象的加工方法、批量和数量等也是选择量具时要考虑的因素。
6)对于单件测量,应以选择通用量具为主;成批的测量,应以专用量具、量规和仪器为主;大批的测量,则应选用高效率的自动化专用检验器具。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。