



【摘要】:下面对某款气缸盖的加工中心夹具进行介绍。图2-36 气缸盖毛坯夹具的夹紧状态图2-37 夹具定位点和夹紧臂OP10的加工实现了从毛坯基准到加工基准的转换。在OP10之后,所有加工工序均采用箱体类零件最常用的定位方式:一面两销。
夹具设计的基本原则:满足使用过程中工件定位的稳定性和可靠性;有足够的承载或夹持力度,以保证工件在工装夹具上进行的加工过程;满足装夹过程中的简单与快速操作;易损零件必须是可以快速更换的结构,条件充分时最好不需要使用其他工具进行;满足夹具在调整或更换过程中重复定位的可靠性;尽可能地避免结构复杂、成本昂贵;尽可能选用市场上质量可靠的标准品作为组成零件;满足夹具使用国家或地区的安全法令法规;设计方案遵循手动、气动、液压、伺服的依次优先选用原则;形成公司内部产品的系列化和标准化。
下面对某款气缸盖的加工中心夹具进行介绍。OP10的加工内容为:铣面F100、F400和F500,面上孔系加工和攻螺纹,以及定位销孔加工。
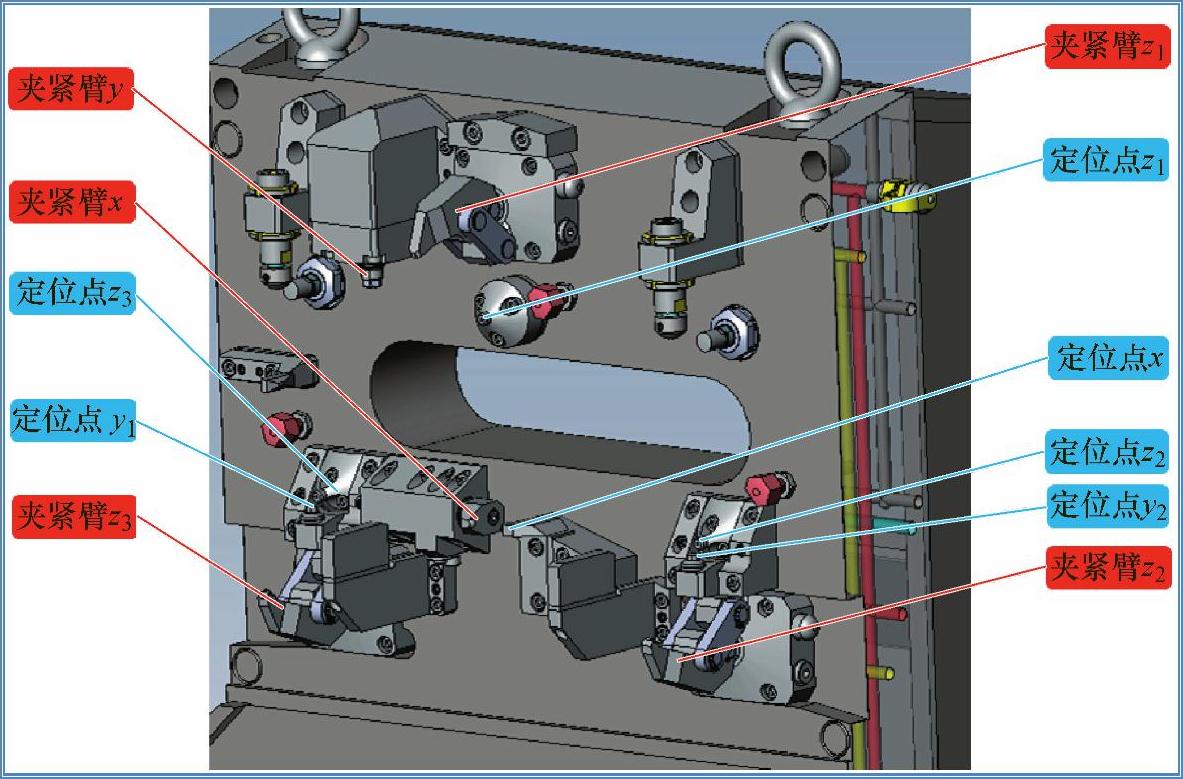
图2-35 气缸盖毛坯夹具的松开状态
图2-35所示为气缸盖毛坯夹具的松开状态,图2-36所示为夹具夹紧的状态。夹具定位点和夹紧臂如图2-37所示。图2-35~图2-37中,z1、z2和z3三个定位点确定了气缸盖上、下平面方向的定位,对应z1、z2和z3三个夹紧臂;y1和y2两个定位点确定了气缸盖进、排气面方向的定位,对应夹紧臂y;x确定了气缸盖前、后端面方向的定位,对应x夹紧臂。
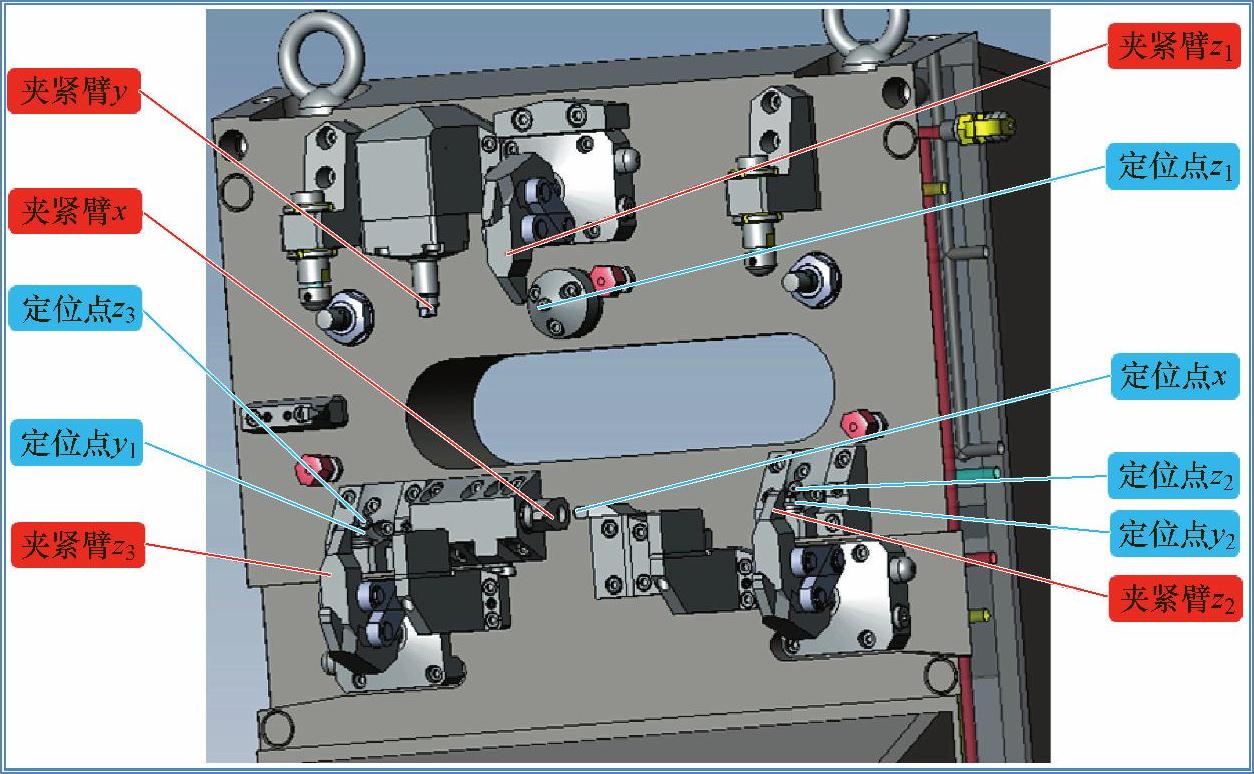
图2-36 气缸盖毛坯夹具的夹紧状态
 (https://www.xing528.com)
(https://www.xing528.com)
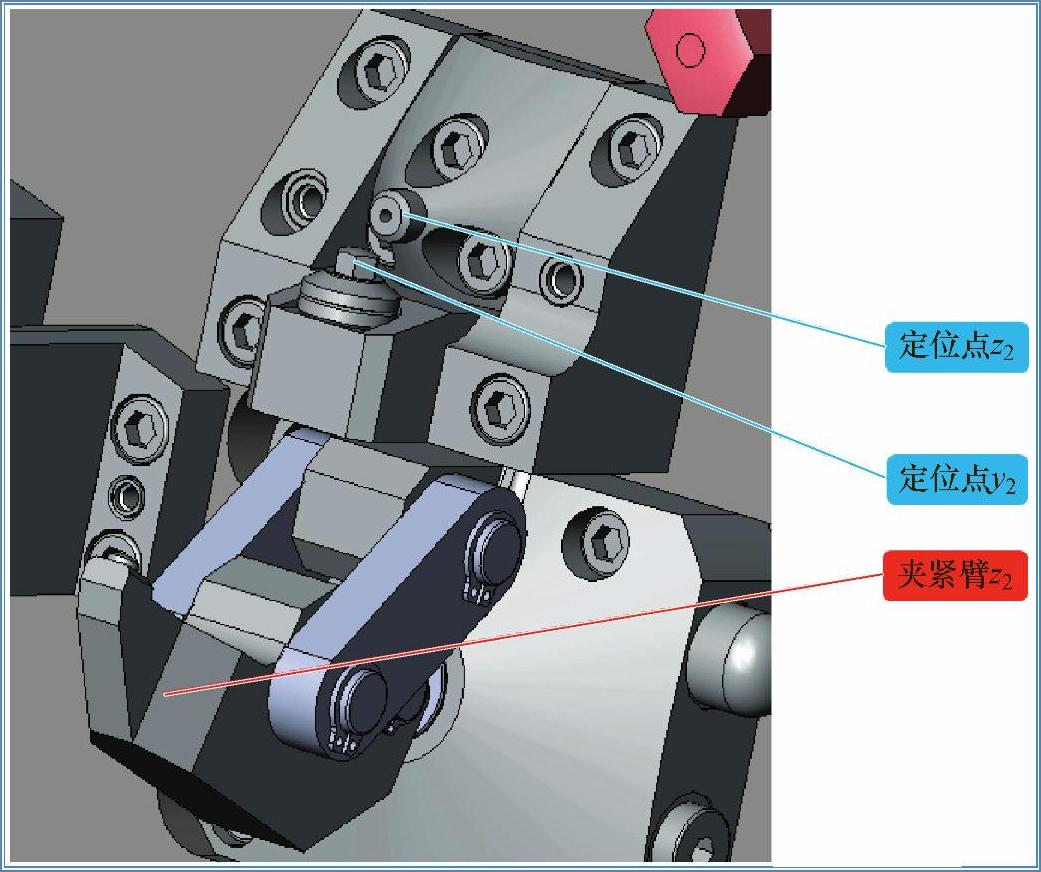
图2-37 夹具定位点和夹紧臂
OP10的加工实现了从毛坯基准到加工基准的转换。在OP10之后,所有加工工序均采用箱体类零件最常用的定位方式:一面两销。图2-38和图2-39分别给出了一面两销定位方式夹具的松开状态和夹紧状态。
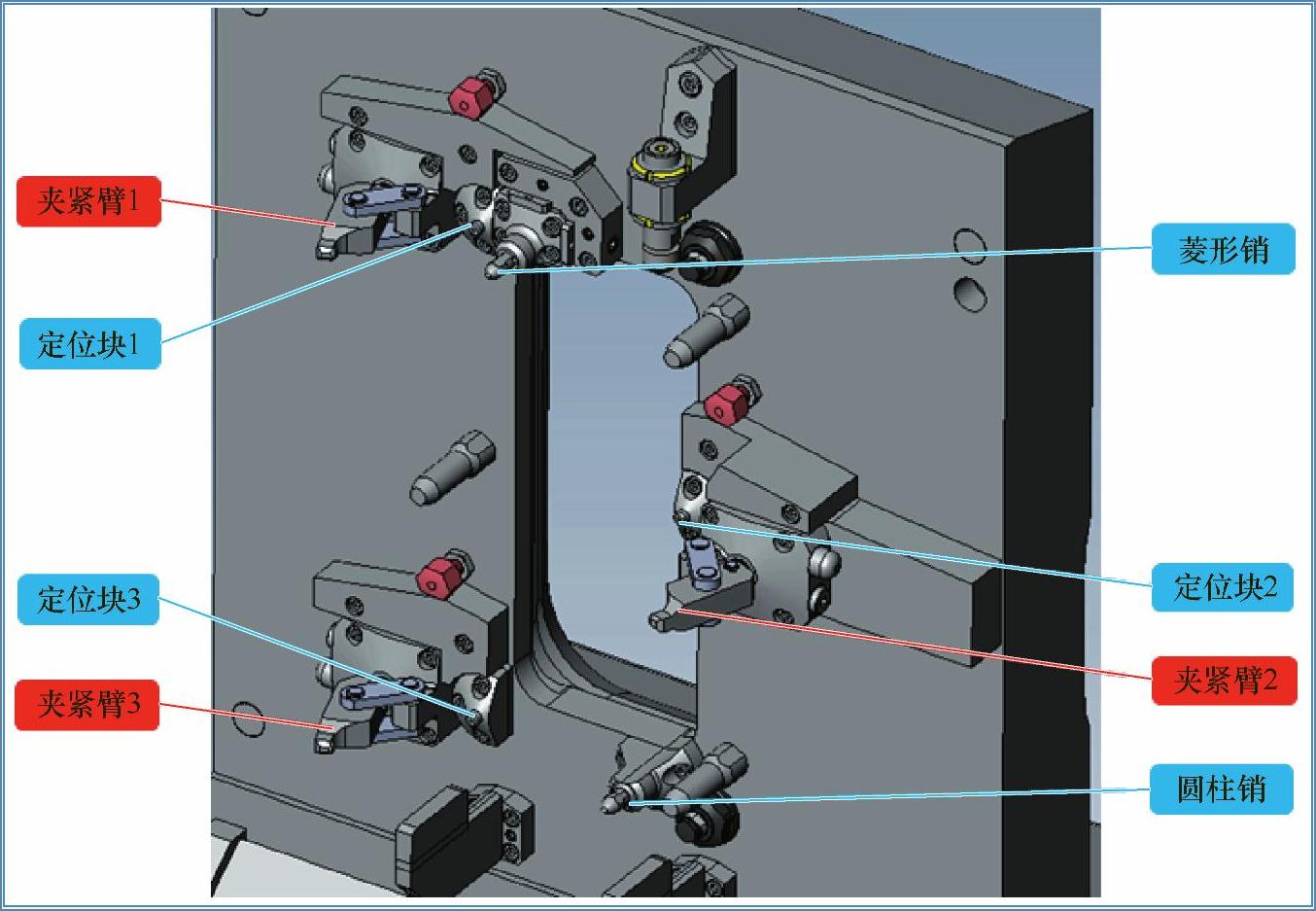
图2-38 一面两销定位方式夹具的松开状态
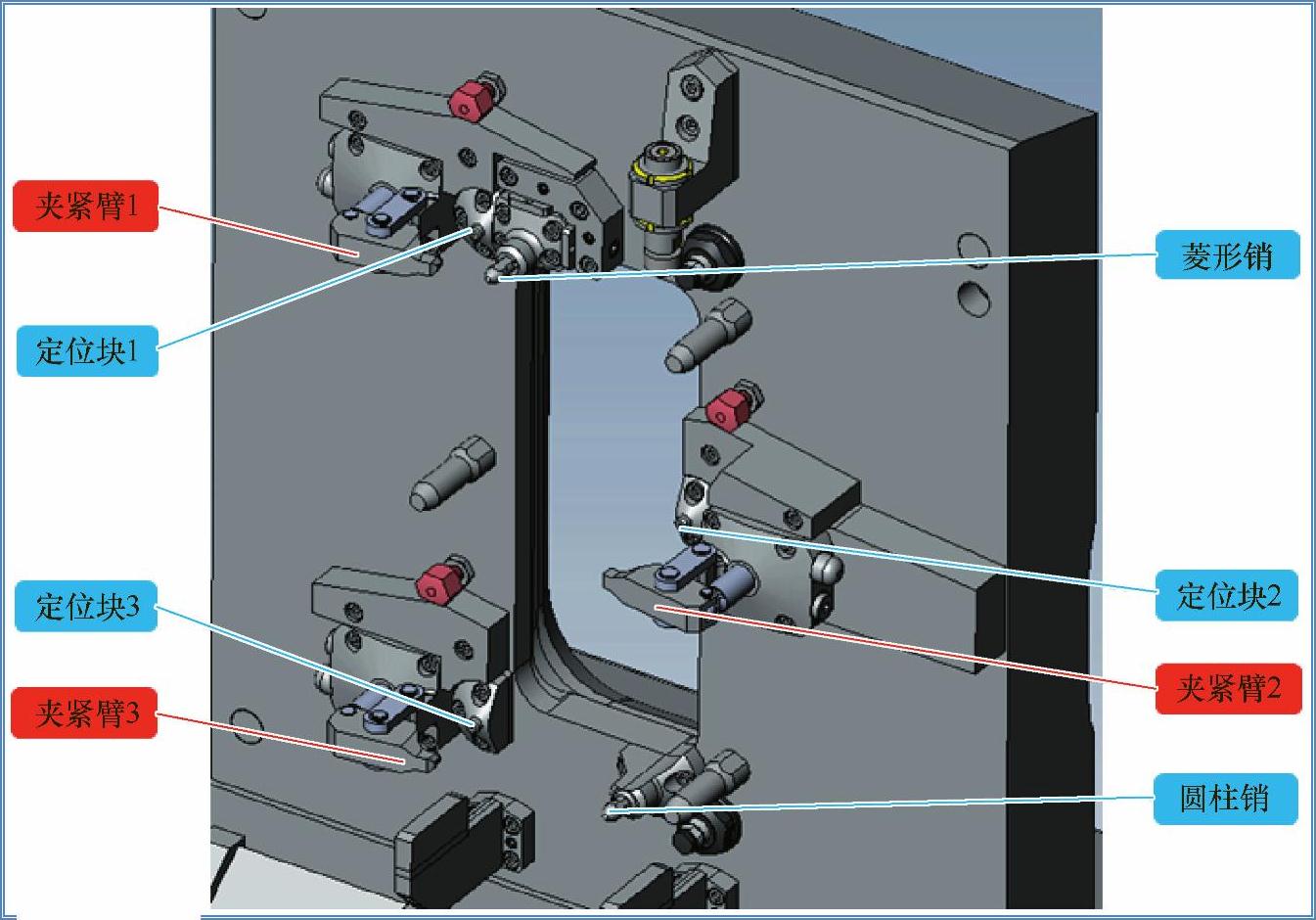
图2-39 一面两销定位方式夹具的夹紧状态
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。