



基准是机械制造中应用得十分广泛的一个概念,是用来确定生产对象(零件和机器)上几何要素(其他的点线面)之间的几何关系所依据的那些点、线或面。
1.基准的分类
基准通常分为设计基准和工艺基准,其中工艺基准又分为定位基准、测量基准和装配基准。
(1)设计基准 设计者在设计零件时,根据零件在装配结构中的装配关系以及零件本身结构要素之间的相互位置关系,确定标注尺寸(或角度)的起始位置。这些尺寸(或角度)的起始位置称作设计基准。简言之,设计图样上所采用的基准就是设计基准。
(2)工艺基准 工艺基准是指零件在加工、测量和装配过程中所采用的基准。
(3)定位基准 定位基准是指在加工时,用于工件定位的基准。定位基准是获得零件尺寸的直接基准。未经机加工的定位基准称为粗基准,而经过机加工的定位基准称为精基准。
(4)测量基准 测量基准是指在加工中或加工后,用来测量工件的形状、位置和尺寸误差所采用的基准。
(5)装配基准 装配基准是指在装配时,用来确定零件或部件在产品中的相对位置所采用的基准。
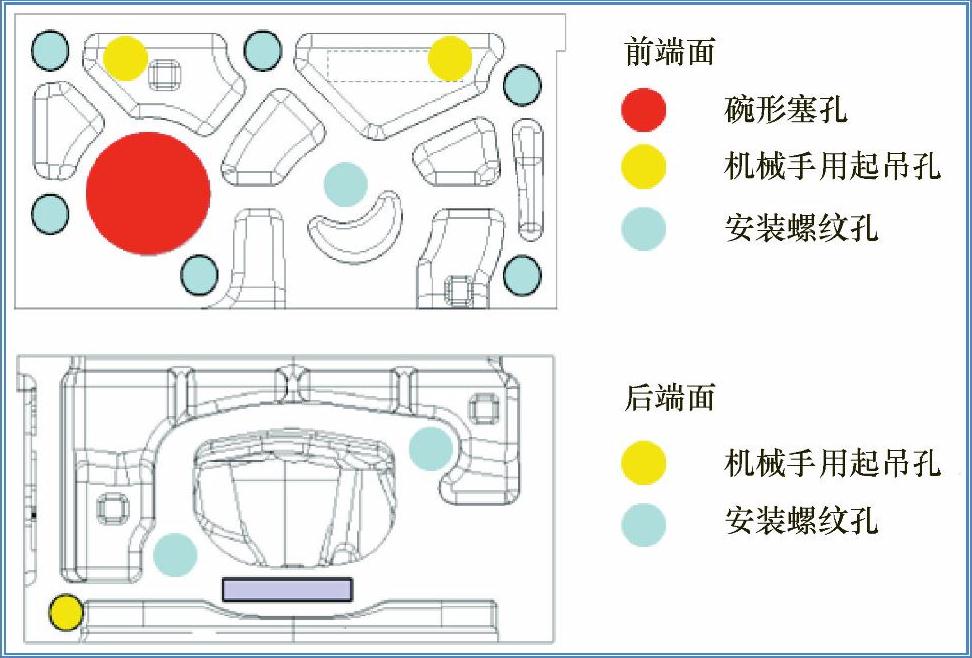
图2-9 气缸盖的前、后端面
2.基准的选择原则
(1)定位基准选择的一般原则
1)选最大尺寸的表面为安装面,选最长距离的表面为导向面,选最小尺寸的表面为支承面。
2)首先考虑保证空间位置精度,再考虑保证尺寸精度,因为在加工中保证空间位置精度有时要比尺寸精度困难得多。
3)应尽量选择零件的主要表面为定位基准。
4)定位基准应有利于夹紧,在加工过程中稳定、可靠。
(2)粗基准选择的原则(https://www.xing528.com)
1)选加工余量小的、较准确的、光洁的、面积较大的毛面作为粗基准。因此,不应选有毛刺的分型面等作为粗基准。
2)选重要表面作为粗基准,因为重要表面一般都要求余量均匀。
3)选不加工的表面作为粗基准,这样可以保证加工表面和不加工表面之间的相对位置要求,同时可以在一次安装下加工更多的表面。
根据上述原则,就可以对气缸盖的粗基准进行选择。如图2-10所示,气缸盖排气侧的小平面A、B确定了气缸盖进、排气面的粗基准;气缸盖接合面的三个小平面E、F、G确定了气缸盖上下平面的粗基准;气缸盖进气侧与接合面交界处的小平面H确定了气缸盖前、后端面的粗基准。
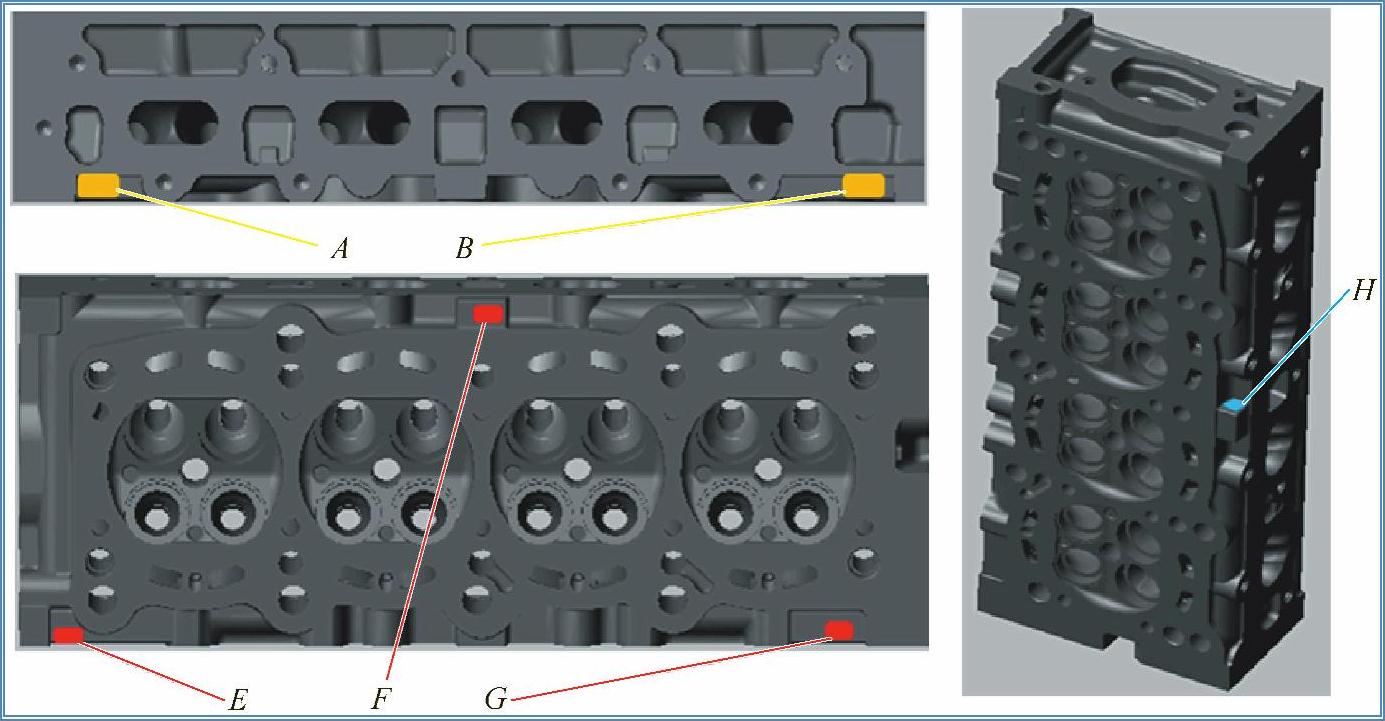
图2-10 某气缸盖的粗基准
(3)精基准选择的原则
1)基准重合原则。尽量选设计基准作为定位基准,这常称为基准重合原则,这样就没有基准不重合误差了。
2)基准单一原则。为了减少夹具类型和数量或为了进行自动化生产,在零件的加工过程中,采取单一定位基准,这就是基准单一原则。采用了单一基准,不一定会带来基准不重合。
3)互为基准原则。对某些空间位置精度要求很高的零件,通常采用互为基准、反复加工的原则。
4)自为基准原则。对于某些精度要求很高的表面,在精密加工时,为了保证加工精度,要求加工余量很小且均匀,这时常以加工面本身定位,待夹紧后移去定位件,再进行加工。
根据上述原则,就可以对气缸盖的精基准进行选择。如图2-11所示,选择一面两销的定位方式。一面采用气缸盖上最重要的接合面,由于定位销孔在定位的过程中有可能会出现磨损和划伤,定位基准和装配基准分别使用不同的两个销孔。
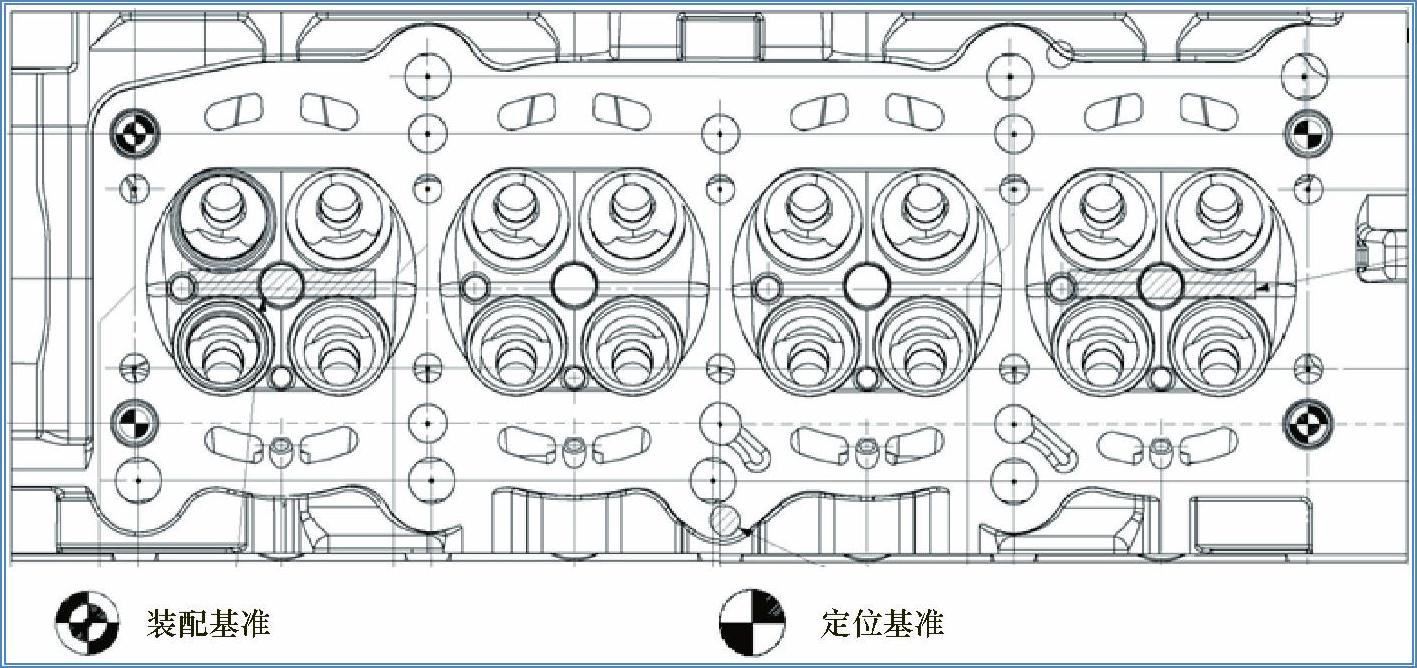
图2-11 某气缸盖的精基准
粗基准一般只能使用一次。这是因为粗基准作为毛面,定位基准位移误差较大,如果重复使用,则将造成较大的定位误差,不能保证加工要求。因此,就需要粗、精基准进行转换。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。