



珩磨刀具的主要组成有珩磨刀具本体、珩磨条(图1-24)、导向条和在线测量的气动喷嘴(测量喷嘴)等。
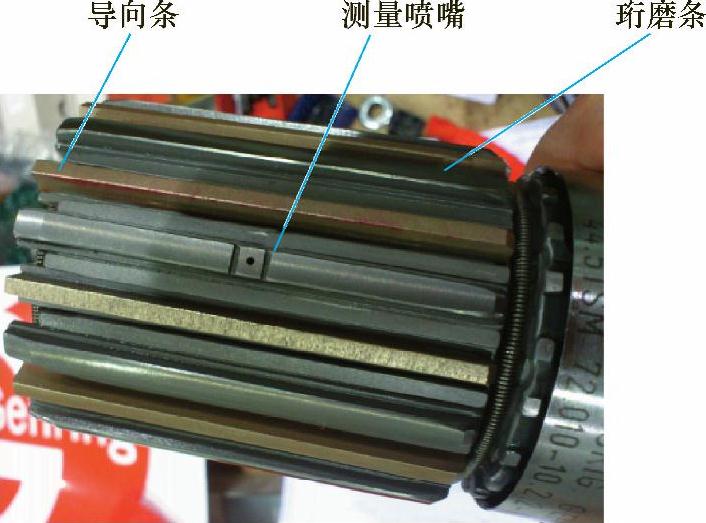
图1-24 珩磨条的结构
对于气缸孔珩磨刀具,珩磨刀具与珩磨主轴之间是浮动连接的,在珩磨刀具进入气缸孔前,珩磨条缩在珩磨刀具本体内,这时导向条起导向作用,使珩磨刀具准确地进入气缸孔内部,保证珩磨刀具的中心轴线与气缸孔的中心同轴。只有在珩磨动作开始后,珩磨条才会在控制机构的作用下从珩磨刀具本体内胀出来参与磨削气缸孔的表面。珩磨条是通过粘接方式固定在珩磨刀具本体上的,一般地,一个珩磨刀具本体上会均布6~10个珩磨条,珩磨条的磨料主要采用金刚石。这是因为金刚石很硬,十分耐磨,所以使用寿命十分长。一般地,每个珩磨刀具在珩磨6000~8000个气缸孔后才需要更换珩磨条。
在珩磨气缸孔时,每个珩磨刀具都配有在线主动测量系统,珩磨系统根据测量的数据自动控制珩磨过程,测量系统一般采用气动测量。这是因为气动测量时,测量喷嘴与气缸孔表面之间是有一定间隙的,所以不会损伤气缸孔表面。在气缸孔珩磨时,由于采用了气动主动测量,所以控制系统可以实时监控、显示当前气缸孔的实际直径大小。当测量出的气缸孔直径达到了设定值时,则珩磨才会结束。例如:在粗珩气缸孔时,当自动测量出的气缸孔直径达到了粗珩设定值时,粗珩结束,粗珩的珩磨刀具会从气缸孔内退回,然后珩磨主轴会停止旋转。同样,在精珩和平台珩气缸孔时,先开始的是精珩,即精珩的珩磨条先胀出来,开始精珩气缸孔表面(注意:此时用于平台珩的珩磨条仍缩在珩磨刀具里面,未参与磨削),当自动测量出的气缸孔直径达到了精珩设定值时,精珩结束,此时珩磨刀具不会退出气缸孔,而是进入平台珩阶段。当控制系统接收到在线测量系统发出的精珩结束的信号后,在珩磨刀具控制机构的作用下,珩磨刀具的精珩珩磨条会缩回珩磨刀具内,然后该珩磨刀具内的平台珩珩磨条胀出来,进入平台珩珩磨阶段。如果自动测量出的气缸孔直径达到了平台珩设定值时,平台珩结束,精珩和平台珩的珩磨刀具会从气缸孔内退出,然后珩磨主轴会停止旋转。
每个气缸孔需依次进行三个阶段的珩磨:粗珩、精珩和平台珩。需要指出的是,这三个阶段的珩磨只通过以下两种珩磨刀具来实现:
①粗珩珩磨刀具。该珩磨刀具内只有一种珩磨条,即粗珩用的珩磨条,因此只能实现一种类型的径向进给运动,故也称为单进给珩磨刀具。以某款气缸体粗珩珩磨刀具为例,该珩磨刀具配有8个粗珩珩磨条,其外观如图1-25所示。(https://www.xing528.com)
②精珩和平台珩珩磨刀具。该珩磨刀具安装有两种珩磨条:精珩珩磨条和平台珩珩磨条。在工作时,先是精珩珩磨条胀出来进入精珩阶段,精珩结束后,精珩珩磨条缩回珩磨刀具内部,平台珩珩磨条才会胀出来进行平台珩。由于精珩和平台珩珩磨刀具有两种珩磨条,即有两种类型的径向进给运动(精珩进给和平台珩进给),所以也称为双进给珩磨刀具。以德国GEHRING(格林)公司的精珩和平台珩珩磨刀具为例,该珩磨刀具配有6个精珩珩磨条和4个平台珩珩磨条。精珩和平台珩珩磨刀具如图1-26所示。

图1-25 某款气缸体粗珩珩磨刀具的外观
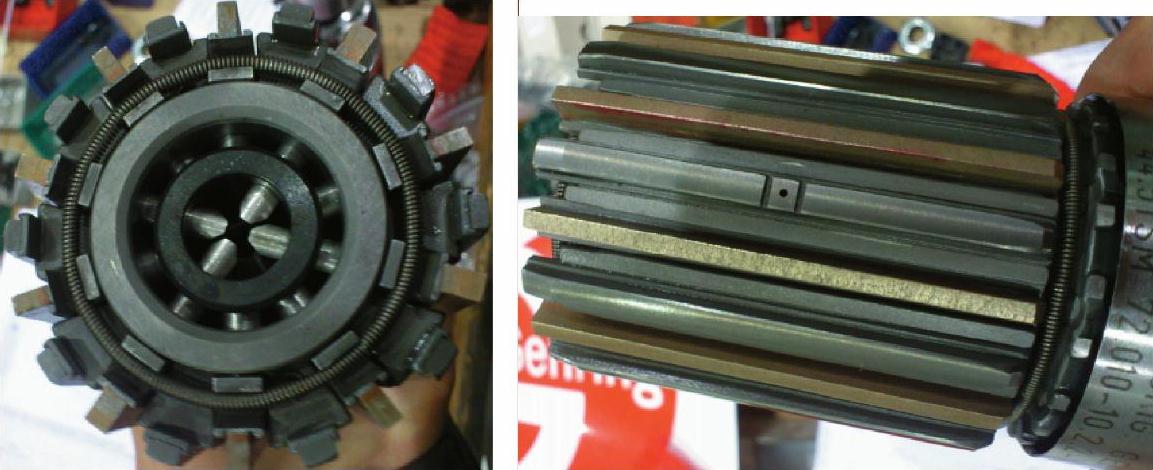
图1-26 精珩和平台珩珩磨刀具
③对于平台珩,通俗地说,就是在精珩结束后,削除气缸孔表面微观轮廓中的尖峰,在气缸孔表面形成一个个间断的小平台,从而可以缩短气缸孔与活塞的早期磨合时间。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。