



1)由于加工中心柔性好,所以在气缸体生产线的加工中选用加工中心的成功案例也越来越多。国际上著名的加工中心生产厂家有德国的HELLER(恒轮)公司、德国的GROB(格劳博)公司、意大利的COMAU(柯马)公司和日本的NTC公司等。加工中心普遍采用的数控系统生产厂家主要有德国的SIEMENS(西门子)公司和日本的FANUC(发那科)公司。
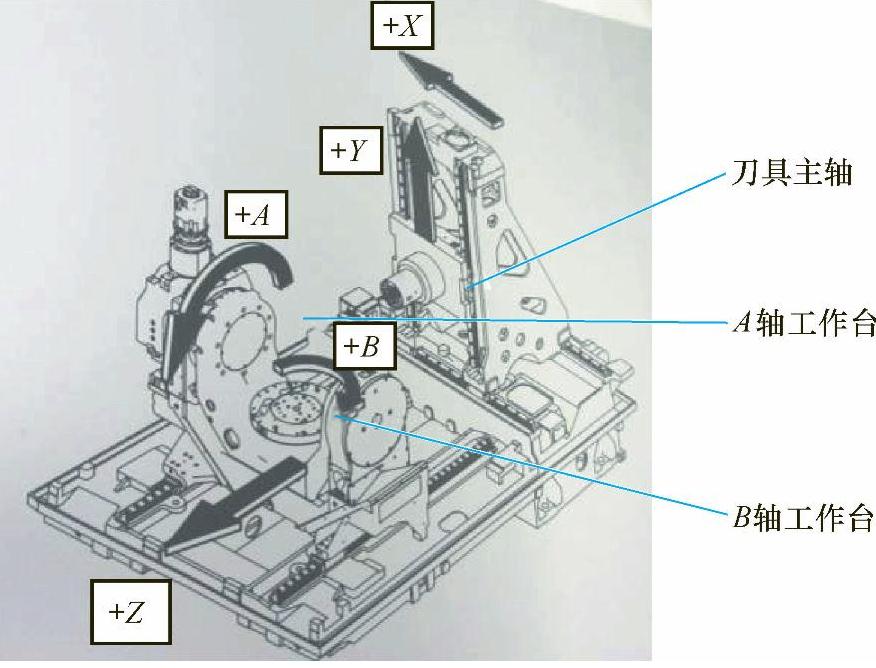
图1-18 加工中心伺服轴
2)这里介绍一下加工中心各个伺服轴的名称,以及其正方向的规定。以卧式加工中心为例,如图1-18所示,各个伺服轴为X轴、Y轴、Z轴、A轴和B轴。
①竖直方向的轴为Y轴,刀具向上移动为正方向。
②面对刀具主轴,平行于刀具主轴方向的直线轴为Z轴,远离刀具主轴方向为正方向。
③面对刀具主轴,垂直于刀具主轴方向的直线轴为X轴,刀具主轴方向为正方向。
④A轴是工作台绕着水平轴线的回转轴。
⑤B轴是工作台绕着竖直轴线的回转轴。
 (https://www.xing528.com)
(https://www.xing528.com)
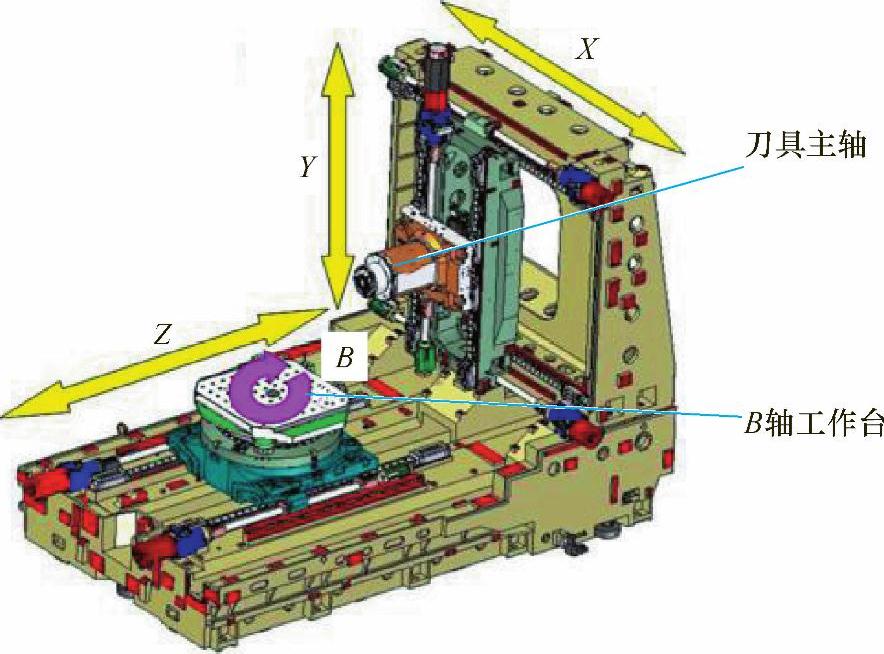
图1-19 四轴加工中心
3)加工中心根据刀具主轴布置方式的不同可分为两种:立式加工中心和卧式加工中心。对于立式加工中心,需要有X、Y和Z三个伺服轴;对于卧式加工中心,除了需要X、Y和Z三个伺服轴外,还需要一个或一个以上的回转轴,即还需要有A轴或B轴,或者同时有A轴和B轴。图1-19所示为一台卧式加工中心的示意图,它用X、Y、Z和B共四个伺服轴。
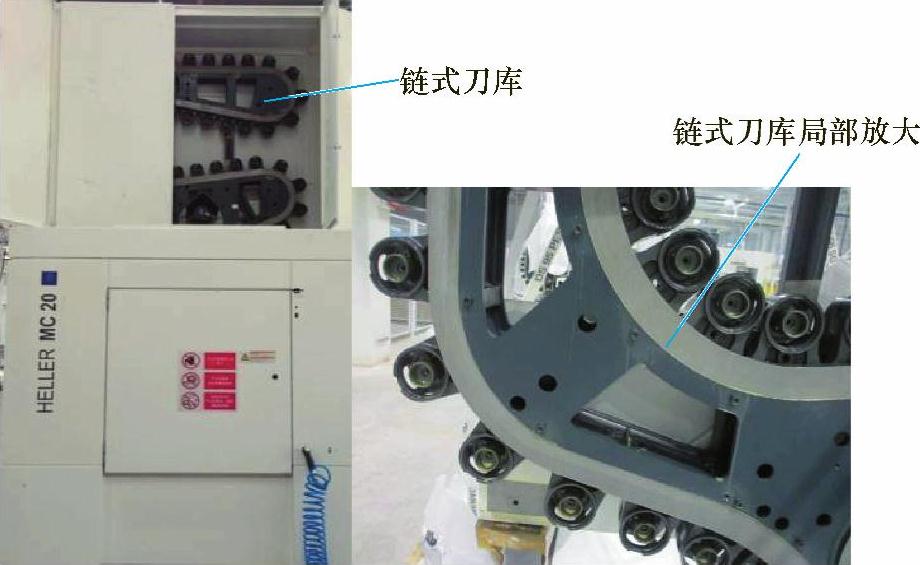
图1-20 德国HELLER(恒轮)公司加工中心链式刀库
4)由于加工中心需要自动换刀,所以加工中心需要配有刀库。刀库有两种类型:盘式刀库和链式刀库。盘式刀库的刀位容量相对较小,而链式刀库的刀位容量相对较大。当工件完成装夹以后,立式加工中心只能加工一个面的内容,而卧式加工中心由于工作台可以360°回转,所以一般可以加工四个面的内容。立式加工中心一般配置盘式刀库,而卧式加工中心一般配置链式刀库。图1-20所示德国HELLER(恒轮)公司MC20机型卧式加工中心的前面图,采用了链式刀库,刀具容量可达52个刀位,如果用户需要,则还可选用88个刀位的链式刀库。
5)机床主轴与刀具的连接关系到加工质量,现在几乎所有的专业主轴厂均可按用户要求提供各种标准的和非标准的刀具接口,当然,不同的刀具接口对应于不同的刀柄。传统的7∶24实心刀柄(如BT40)与主轴孔仅靠锥面定位,当主轴高速旋转时,主轴锥孔会因离心力的作用而“胀大”,但实心锥柄不能随之“胀大”,主轴孔便发生“张口”,使刀具在其中摇摆,从而产生轴向定位误差并影响主轴系统的动平衡。因此,现在的加工中心厂家大量使用高速性能好的HSK刀柄,并于2001年被列为国际标准ISO 12164—1:2001。HSK刀柄采用锥面和端面双定位的空心锥柄,其锥度为1∶10,而且锥体比较短,在拉杆轴向拉力的作用下,刀柄的薄壁锥体会产生一定的弹性变形,使刀柄的短锥和端面与主轴的锥孔和端面紧密贴合。在高速旋转时,因为刀柄的薄壁锥体也会随主轴锥孔的“胀大”而“胀大”,中间不会产生间隙,两者的端面也不会分离,所以HSK刀柄在高速加工过程中与主轴有良好的连接刚度,这样刀具能一直保持高的定位精度。而且,HSK刀柄较短、较轻,有利于提高加工中心的换刀速度。
6)加工中心需要配置夹具才能加工工件,该夹具是安装在工作台上的。基于柔性的需要,现在加工中心普遍采用快换夹具,图1-21给出了卧式加工中心在夹具安装前、后的对比图。
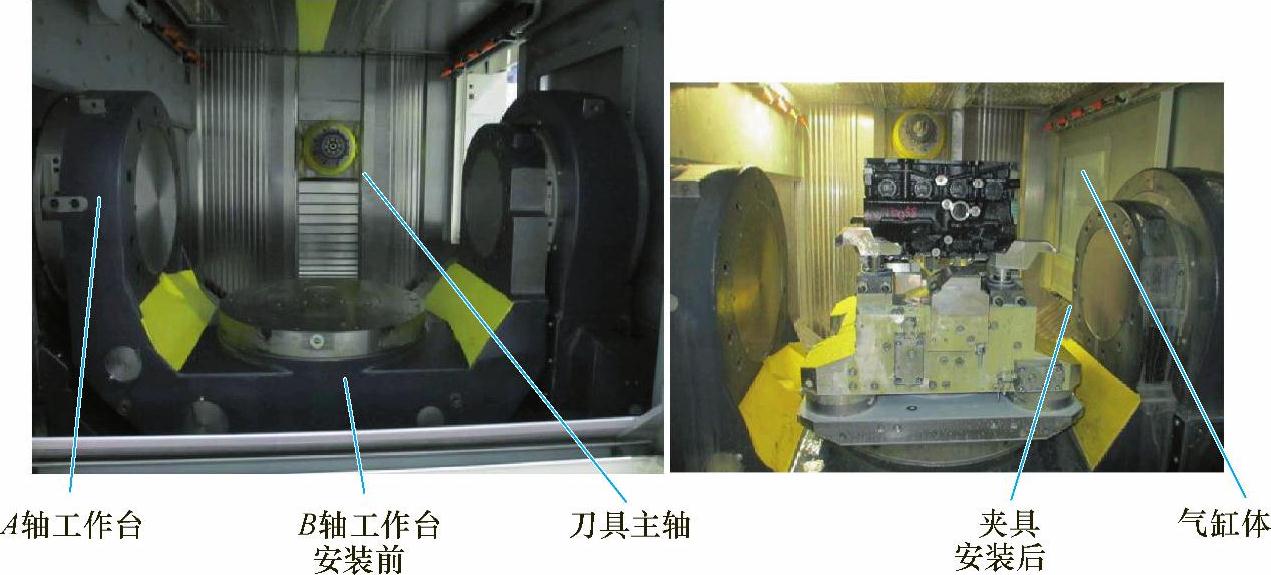
图1-21 卧式加工中心在夹具安装前、后的对比图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。