



1)气缸体精加工时,一般要用“一面两销“定位;而在粗加工和半精加工阶段,则可以采用“粗基准”定位或“一面两销”定位。
2)气缸体底平面一般作为“一面两销”定位的定位面。一般来说,这个底平面在粗加工阶段或半精加工阶段就已经加工到成品尺寸。在后续工序的加工或输送中会用到这个底平面,因此,在后续的加工,尤其是在输送过程中,容易对底平面造成划伤和磕碰伤等。在生产线工艺设计时,需要考虑如何防止后续加工中对精加工底平面的划伤和磕碰伤。
3)对于铸铁气缸体的气缸孔,一般要安排三道工序来完成它的加工:粗镗气缸孔→半精镗、精镗气缸孔→珩磨气缸孔。气缸孔精镗后的直径十分重要,如果精镗后的直径过小,则会导致珩磨机的珩磨刀具无法进入气缸孔进行珩磨,甚至会撞坏珩磨刀具。因此,为了防止精镗后的气缸孔直径过小而撞伤珩磨刀具,珩磨机在开始珩磨前会预检查气缸孔直径。如果气缸孔直径过小,则珩磨机会自动报警。如果气缸孔精镗后的直径过大,则会导致气缸孔的珩磨余量太小,可能无法保证气缸孔珩磨后的质量。图1-16所示为气缸孔精镗刀具。
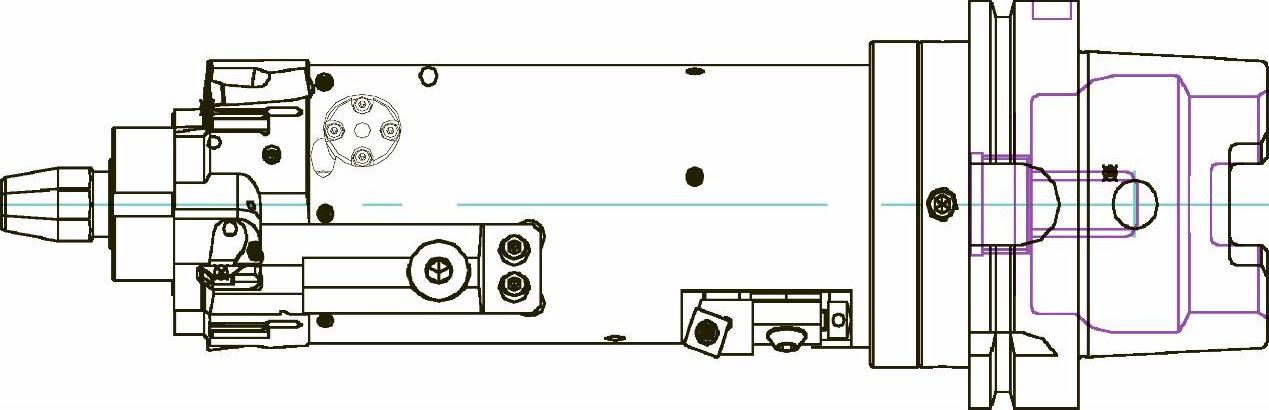
图1-16 气缸孔精镗刀具
4)对于曲轴孔,一般要安排三道工序完成它的加工:粗加工曲轴孔半圆孔(粗镗或铣削)→半精镗和精镗曲轴孔→铰珩曲轴孔。与气缸孔一样,曲轴孔精镗后的直径十分重要,如果精镗后的直径过小,则会导致珩磨机的铰珩刀具无法进入曲轴孔,甚至会撞坏铰珩刀具。因此,为了防止精镗后的曲轴孔直径过小而撞坏铰珩刀具,珩磨机在开始铰珩前会预检查曲轴孔的直径。如果曲轴孔直径过小,则珩磨机会自动报警。如果曲轴孔精镗后的直径过大,则会导致曲轴孔的铰珩余量减小,可能无法保证曲轴孔铰珩后的质量。需要说明的是,一般地,气缸孔的珩磨和曲轴孔的铰珩是在同一台设备上完成的,当然,珩磨气缸孔时采用气缸孔珩磨刀具,而铰珩曲轴孔时采用专用的曲轴孔铰珩刀具。曲轴在精镗时,需要用两把刀具,一把短刀具,一把长刀具。短刀具只加工两个曲轴孔到工艺尺寸(即珩磨前的状态),长刀具需要以短刀具加工的两个曲轴孔为导向,加工出剩余的三个曲轴孔到工艺尺寸(即珩磨前的状态),如图1-17所示。
5)对于气缸体前端面、后端面、顶平面和底平面,一般安排两道工序完成加工:先在粗加工工序完成平面的粗铣,然后在后续的工序中精铣。对于铸铁气缸孔,粗铣的余量可达3~5mm左右,精铣的余量一般为0.5mm。
6)气缸体中间清洗的目的有两个:一是在粗加工和半精加工环节产生了大量的切屑,在进入精加工前需要清理掉这些切屑;另一是在精加工前需要在气缸体上安装下气缸体(或主轴承盖),安装前必须确保安装面和安装螺栓孔的清洁度。清洗完的气缸体有明确的清洁度要求,分为整个气缸体的清洁度、水套清洁度、油道清洁度和曲轴箱清洁度。(https://www.xing528.com)
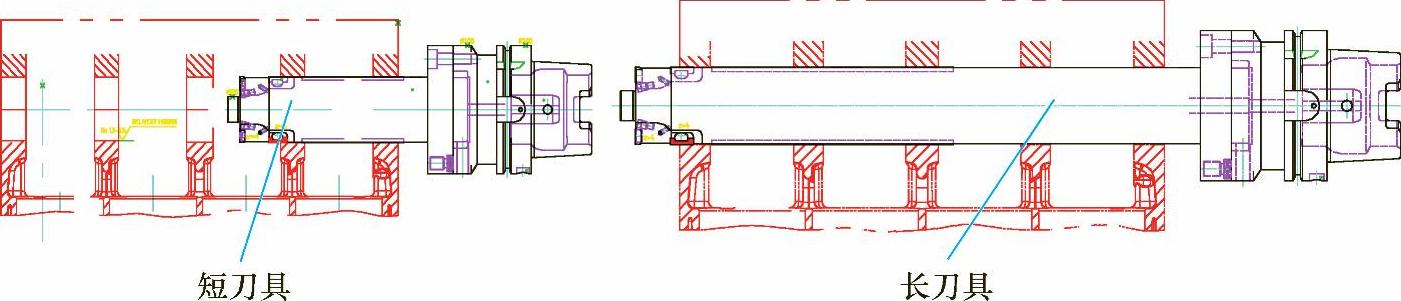
图1-17 曲轴孔精镗刀具
7)高压油道试漏的目的就是用来检查气缸体经过加工后,气缸体的油道是否钻通或是否有泄漏。在发动机工作时,气缸体上的主要润滑点为曲柄连杆机构,机油泵从油底壳中泵出机油(已过滤),先送到气缸体的主油道内,主油道再送往各个润滑点,如曲轴主轴颈,并与气缸盖上的油孔对接,流入气缸盖油道,再输送到气缸盖上的各个润滑点,用来润滑凸轮轴和挺柱等。然后上述机油从气缸盖、气缸体上的回油孔回流到发动机的油底壳中。在进行试漏检测时,需要将气缸体上的各个油道出口都进行封堵,让气缸体内的油道形成一个密闭的空间,在这个空间内注入一定压力的压缩空气,通过仪器来检测一定时间内此空间中压缩空气的泄漏量,从而确定此气缸体油道是否有泄漏。这种检测方法也称为干式试漏。
8)由于气缸体与油底壳直接相连,且曲轴箱内也可能有从活塞环与气缸孔之间的间隙处溢出的油气混合物,所以曲轴箱的密封性也十分重要。气缸体加工生产中也要对曲轴箱进行试漏测试,在试漏时需要封堵与曲轴箱相通的所有孔或面,如前/后端面、底平面、气缸孔、曲轴斜油孔、回油孔和油标尺孔等,从而使曲轴箱形成一个密闭的空间,在这个空间中注入一定压力的压缩空气,通过仪器来检测一定时间内此空间中压缩空气的泄漏量,从而确定是否有泄漏。
9)气缸体上有冷却液循环通道,发动机的冷却液一般从气缸体前端面的水泵口进入气缸孔的水套内腔,然后从气缸体顶平面的水套孔向上流到气缸盖中,去冷却气缸盖。为了确保气缸体水套内腔无泄漏,需要对水套进行干式试漏,在试漏时需要封堵所有水套孔,以及与水套型腔相通的孔口,如前端面上的水泵孔,从而使水套型腔形成一个密闭的空间,在这个空间中注入一定压力的压缩空气,通过仪器来检测一定时间内此空间中压缩空气的泄漏量,从而确定水套是否有泄漏。
10)气缸体的最终清洗一般安排在珩磨工艺后进行,可以清除气缸体表面、型腔和内孔的杂物(如切屑和珩磨液),防止发动机过早磨损或防止堵塞发动机的水路和油路等。最终清洗可以采用常温清洗,或采用加热清洗。如果采用加热清洗,则最终清洗后的气缸体在流入下一道工序前,一定要吹冷风使气缸体的温度恢复到室温,防止气缸体进入终检时,由于气缸体温度的升高(相对室温而言)产生热膨胀,影响气缸孔直径和曲轴孔直径的测量,从而导致错误分组。
11)由于铸造工艺的需要,会产生一些出砂孔或拔模孔;或者由于机加工工艺的需要,将主油道孔加工成通孔,在发动机工作时,上述孔需要封堵起来,从而使发动机机油和冷却液等在发动机内形成封闭的自循环系统。封闭这些孔一般使用钢球、螺纹堵头或者碗形塞。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。