



气缸体共计有三个定位基准:毛坯基准、粗基准和精基准。在机加工中,一般会在生产线的第一道工序以毛坯基准进行定位来加工出粗基准,在后续的工序中,需要以粗基准进行定位来加工出精基准。
1.毛坯基准
毛坯基准的作用是以其定位,把气缸体的粗基准加工出来。不同的气缸体产品,其毛坯基准可能会不一样,一般地,毛坯基准需要限制出气缸体三个直线方向上的自由度和三个旋转方向上的自由度,如图1-12所示。
2.粗基准
粗基准的作用是完成气缸体的粗加工,尤其是一些大余量、切削负荷大的加工,如粗加工气缸体的底平面、顶平面、前端面、后端面、气缸孔、曲轴孔和曲轴孔端面等。不仅如此,粗基准的另一个作用是用来定位,从而加工出气缸体的精基准。图1-13所示为气缸体的粗基准在气缸体的进气侧,其中黄色用于限制进、排气侧方向上的自由度,绿色用于限制顶平面和底平面方向上的自由度,红色用于限制前、后平面方向上的自由度。

图1-12 气缸体定位自由度

图1-13 气缸体的粗基准(https://www.xing528.com)
3.精基准
气缸体的精基准是“一面两销”。在“一面两销”定位方式中,夹具上的两个定位销最好一个是圆形销,另一个是菱形销,目的是防止过定位。菱形销中的两圆弧段的中心连线(即图1-14中的A和B两点连线)必须垂直于圆形销、菱形销的中心连线CD;否则会产生过定位,导致夹具的两个定位销无法正常进入到气缸体的两个定位销孔中。
如果这两个定位销都采用圆形销,那么为了防止过定位,定位销和销孔的配合间隙必须加大,否则会导致定位销无法进入工艺销孔内。因此,采用两个圆形销的“一面两销”定位方案中,由于圆形销与工艺销孔的配合间隙要大于一圆形销一菱形销的“一面两销”定位方案,一圆形销一菱形销的“一面两销”定位方案的精度要高一些。例如:采用气缸体的底平面进行定位,并用该平面上的两个工艺销孔与夹具的定位销相配合,如图1-15中的黄色部分。
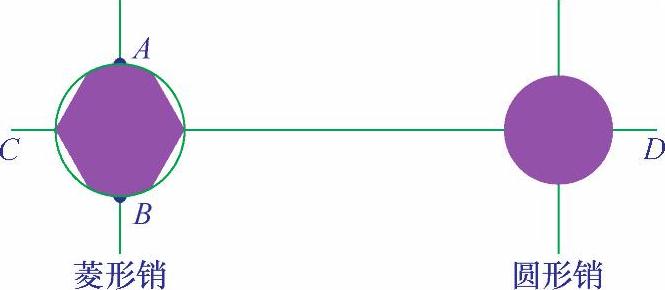
图1-14 定位销孔

图1-15 气缸体底平面定位基准
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。