



正时带安装方法
(1)保持1缸活塞位于压缩行程上止点位置。
(2)将带轮室上的凸起标记1与曲轴正时带轮上正对键的缺口2对齐,如图4-10-79所示。
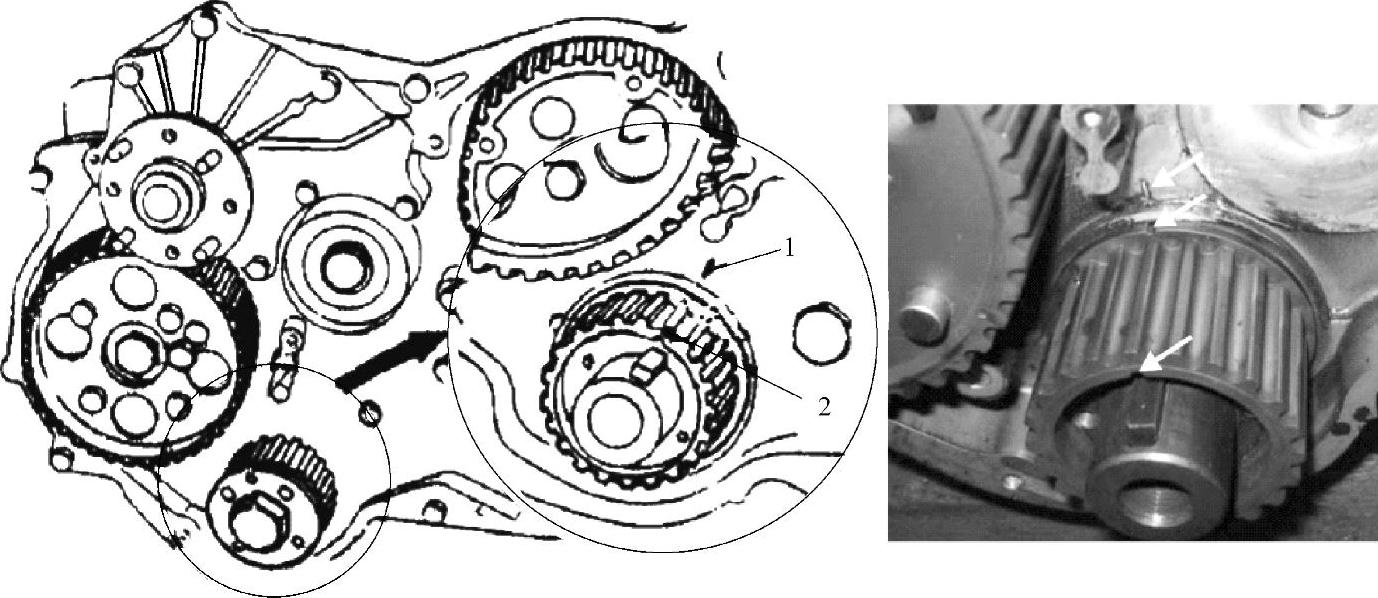
图4-10-79
1—带轮室上的凸起标记 2—正时缺口标记
(3)如图4-10-80所示安装两个工艺定位螺栓,分别将凸轮轴正时带轮1和喷油泵正时带轮2正确定位在正时定位孔处。
(4)按照如图4-10-81所示的数字顺序将正时带依次套在曲轴正时带轮1、凸轮轴正时带轮2、正时带惰轮组合件3、喷油泵正时带轮4上,正时带上的正时标记与各带轮上的标记应如图4-10-82和图4-10-83所示一一对应。
(5)将张紧轮组合件5安装到带轮室上。
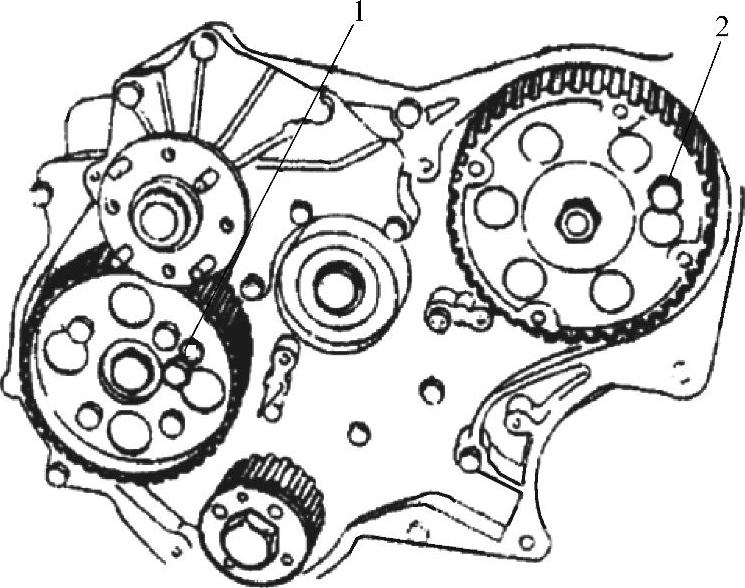
图4-10-80
1—凸轮轴正时带轮定位孔 2—喷油泵正时带轮定位孔
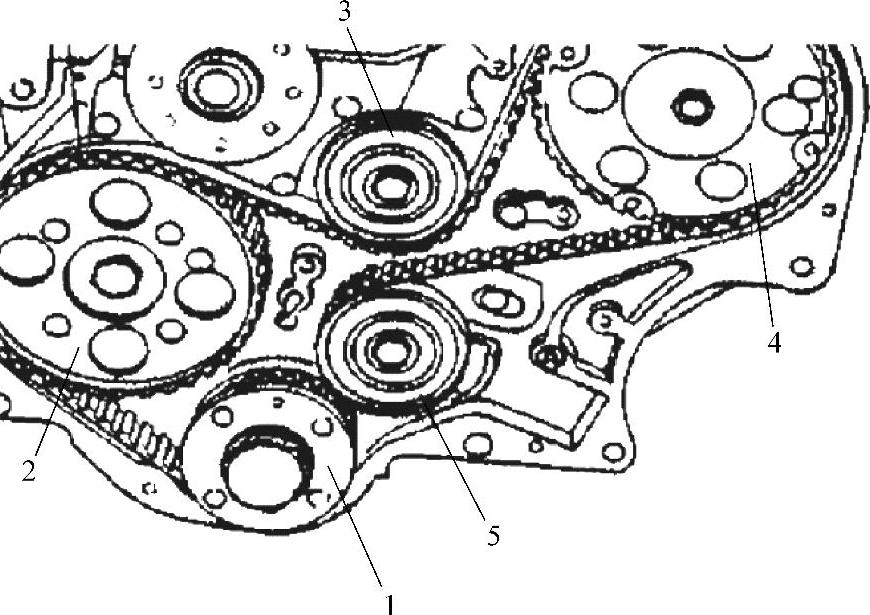
图4-10-81
1—曲轴正时带轮 2—凸轮轴正时带轮 3—正时带惰轮组合件 4—喷油泵正时带轮 5—张紧轮组合件

图4-10-82
(6)用螺栓将张紧轮组合件固定,但暂时不拧紧,确保张紧轮组合件能够移动自如。
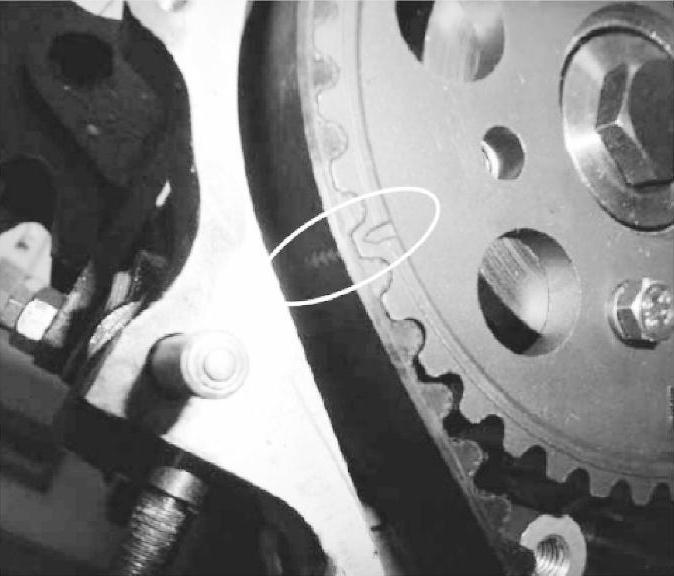
图4-10-83
(7)安装张紧拉杆(有两种:分别是发动机自带拉杆和加长专用拉杆)。
(8)将凸轮轴正时带轮和喷油泵正时带轮上的工艺定位螺栓卸下。(https://www.xing528.com)
(9)按图4-10-84所示对张紧拉杆施加张紧力(挂砝码或挂弹簧秤)。
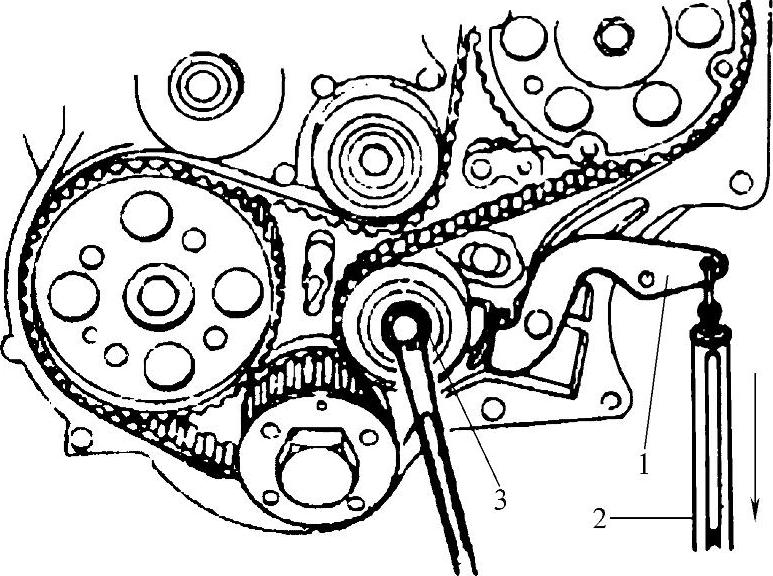
图4-10-84
1—张紧拉杆 2—弹簧秤 3—张紧轮组合件安装螺栓
(10)采用自带张紧拉杆时,砝码质量为12kg;采用加长张紧拉杆时,砝码质量为4.0~4.5kg。砝码垂直挂在张紧拉杆的钓钩上。采用弹簧秤时,拉力大小应与所用的砝码重量相对应,且也应垂直向下。
(11)用手拧紧连接张紧轮组合件的安装螺栓。
(12)维持砝码或弹簧秤作用力,逆时针旋转曲轴45°曲轴转角,如图4-10-85所示。
注意:在张紧正时带时,不要顺时针旋转曲轴。
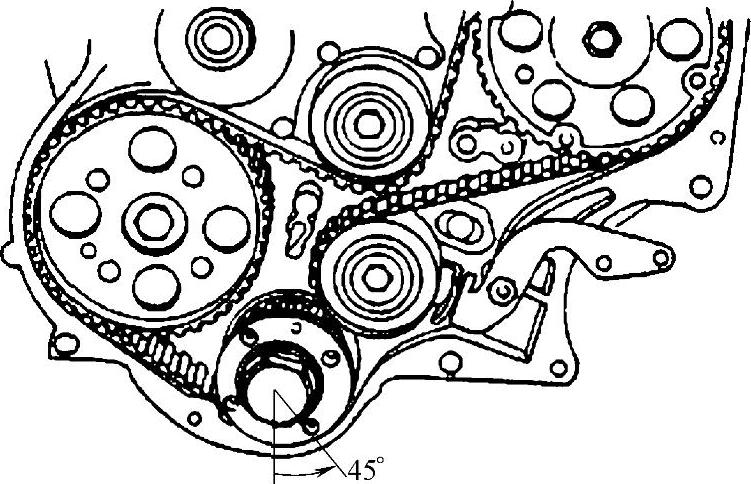
图4-10-85
(13)用扭力扳手将张紧轮组合件安装螺栓拧紧至(85±5)N·m。
(14)最后取下砝码或撤销作用力,顺时针旋转曲轴到1缸活塞上止点位置并对好记号,检查各正时带轮工艺定位孔是否与带轮室螺纹孔对正。若未对正应重新安装正时带。
(15)将固定张紧拉杆的螺母1和螺栓2拧紧,如图4-10-86所示。
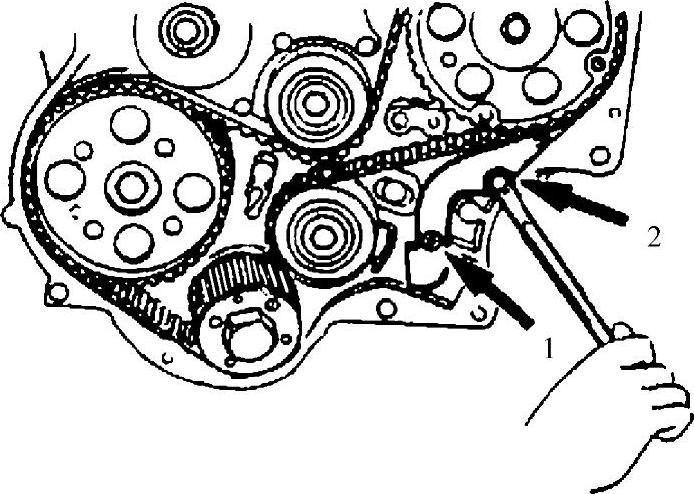
图4-10-86
1—螺母 2—螺栓
(16)安装凸轮轴和油泵带轮压板,如图4-10-87所示。
(17)安装带轮室盖、水泵总成。
(18)最后按要求调整气门间隙。
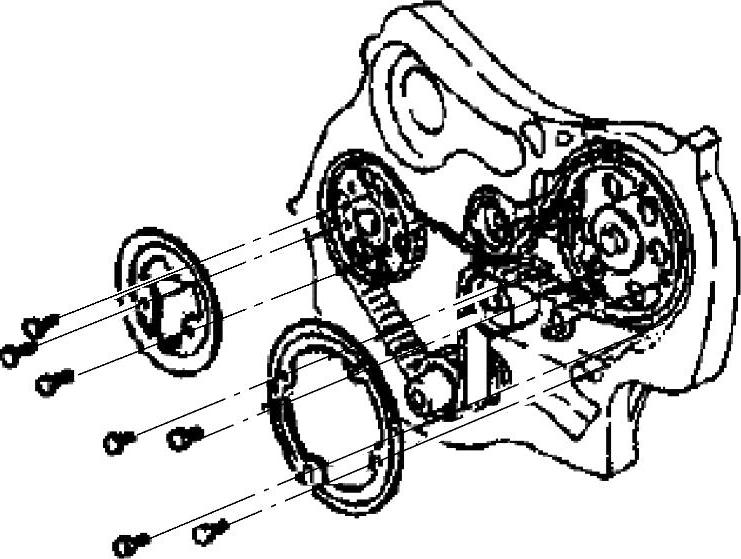
图4-10-87
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。