



(一)正时链条的拆卸
(1)将曲轴顺时针旋转到1、4缸上止点附近,再将曲轴回转45°;从气缸体上旋下气缸体螺堵组件,旋入曲轴定位工具(30N·m),顺时针旋转,固定曲轴到1、4缸上止点,如图4-3-26所示。
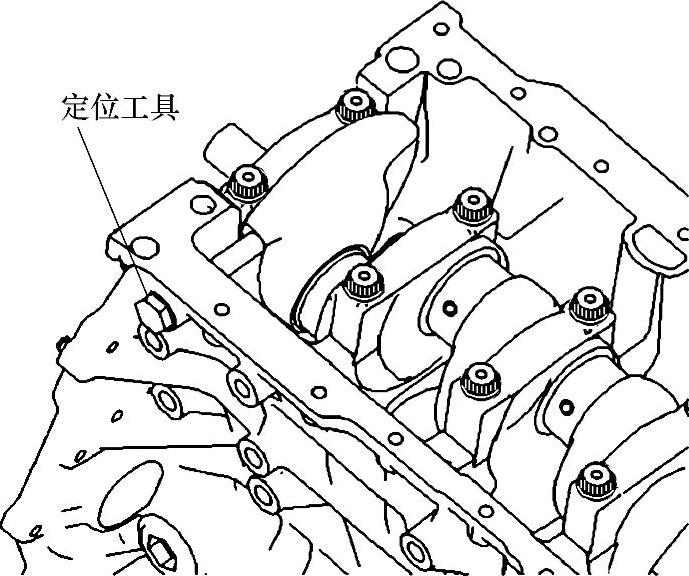
图4-3-26
(2)通过工具定位排气凸轮轴链轮和链条张紧,松开排气凸轮轴链轮螺栓和VVT组件螺栓(左旋螺纹),如图4-3-27所示。
(3)按图4-3-28所示A方向挤压柱塞,利用锁定销将张紧器锁定。
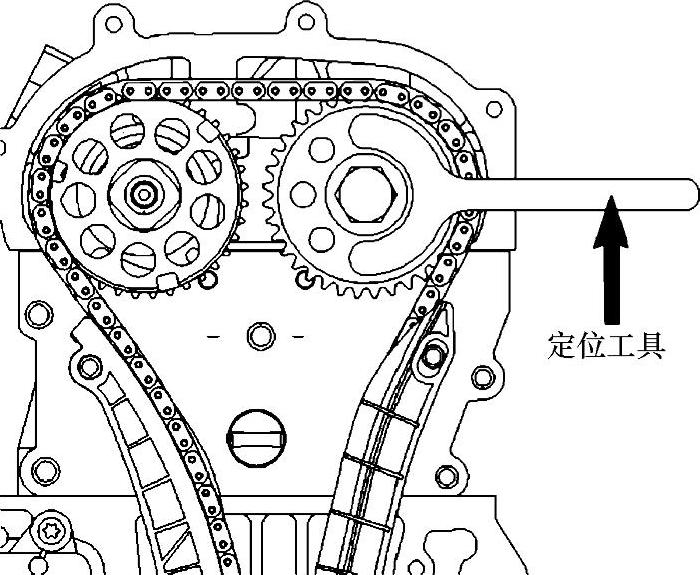
图4-3-27
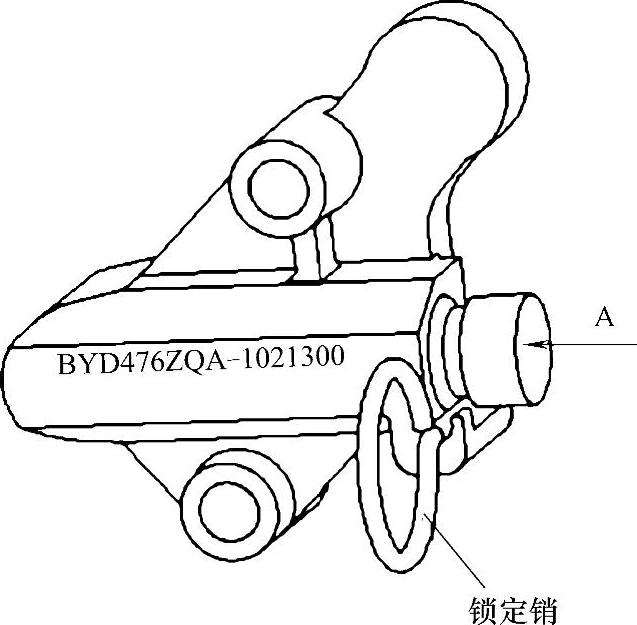
图4-3-28
(4)取下正时链条等附件。
(二)正时链条的安装
(1)用曲轴定位工具将曲轴定位在1、4缸上止点,见正时链条的拆卸第一项。
(2)安装凸轮轴箱前,需用凸轮轴定位工具将凸轮轴定位在1缸压缩上止点,如图4-3-29所示。
(3)按下列方法安装正时传动部件,如图4-3-30所示。(https://www.xing528.com)
1)将排气凸轮轴链轮装配到排气凸轮轴上,将排气链轮螺栓旋入距离贴合面2mm的位置,保持链轮自由转动,并防止链轮掉落。
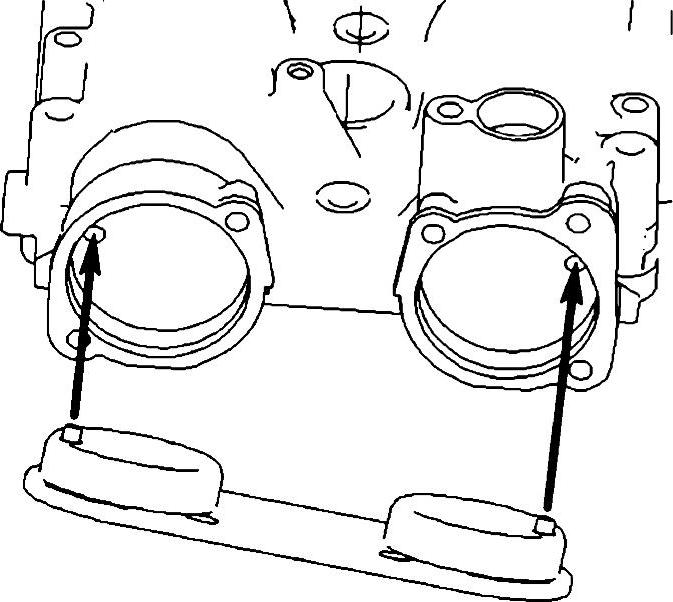
图4-3-29
2)将VVT组件装配到进气凸轮轴上,将VVT组件螺栓旋入距离贴合面2mm的位置,保持链轮自由转动,并防止链轮掉落。
3)将正时链条导向板挂靠到位,与链条接触部分涂适量机油;通过导向板将正时链条挂到排气凸轮轴链轮、VVT组件链轮和曲轴链轮上。
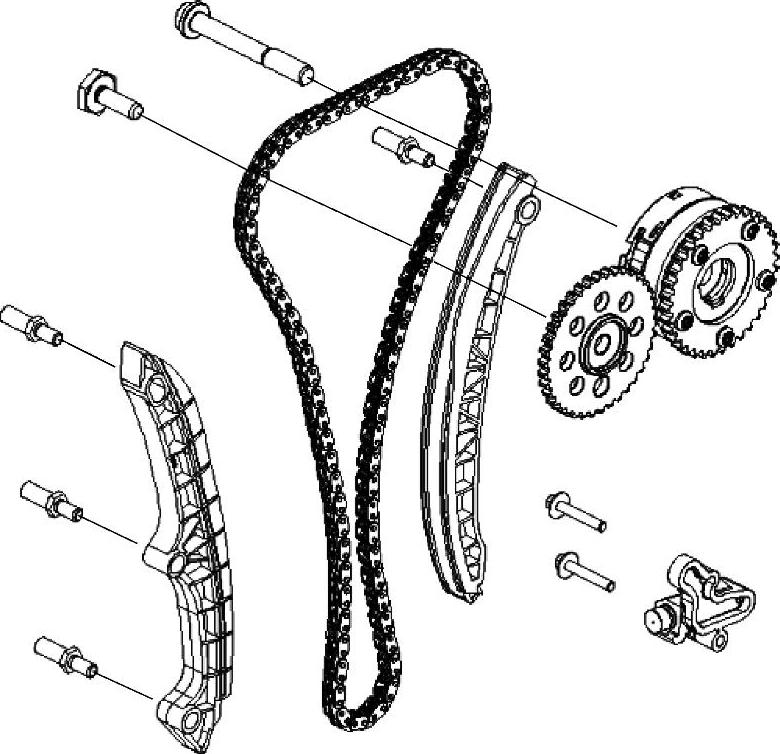
图4-3-30
(4)将张紧链板挂靠到位,与链条接触部分涂适量机油;装上链条张紧器,并在摩擦面上涂适量机油;拔下箭头所指张紧器锁定销,使链条张紧,如图4-3-31所示。
(5)保持凸轮轴在1缸上止点位置,通过专用工具固定排气凸轮轴链轮,拧紧VVT组件螺栓和排气凸轮轴链轮螺栓至规定的力矩(50N·m+90°)。
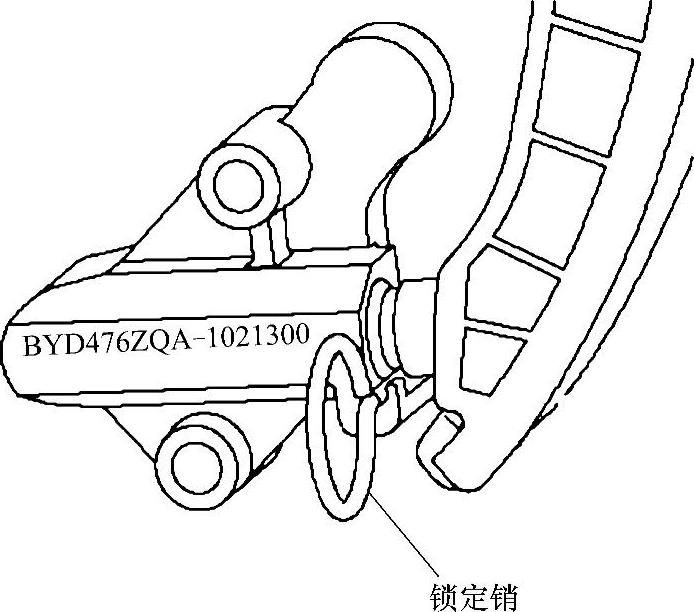
图4-3-31
(6)卸下凸轮轴上止点专用工具,将凸轮轴后端盖装上,注意保护凸轮轴后端盖的密封圈。
(7)拧紧螺栓至规定力矩。
(8)卸下曲轴定位工具,将气缸体螺堵组件装回原位置。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。